

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Таблица 5
Грузоподъемность | 5000 Н |
Скорость передвижения штабелера | 36 - 10 м/мин |
Скорость передвижения тележки | 12 м/мин |
Скорость подъема груза | 8 м/мин |
Частота вращения колонны | 4 об/мин |
Высота подъема груза | 3,2 или 4,0 м |
Расстояние между подкрановыми путями (по требованию заказчика) | 5; 8 и 10 м |
На рис. 13 дана схема складирования пластин магнитопровода в промежуточной кладовой и комплектовки их для подачи к сборочному конвейеру. Промежуточная кладовая состоит из нескольких рядов многоярусных "стеллажей, одного трехъярусного стеллажа и приводного комплектовочного рольганга. В конце рольганга имеется напольный рельсовый путь, по которому передвигается тележка с электроприводом. С участка изготовления пластин контейнеры с пластинами мостовым краном подаются на загрузочный стол, откуда они забираются краном-штабелером и устанавливаются в отведенные для них на стеллажах ячейки.
Для подачи пластин на сборочный конвейер необходимое количество контейнеров с пластинами требуемых размеров тем же краном-штабелером из ячеек многоярусных стеллажей переставляется в ячейки трехъярусного стеллажа, вдоль которого располагается комплектовочный рольганг. На рольганг устанавливаются специальные контейнеры, разделенные на секции, габариты которых определяют размеры и количество пластин для данного магнитопровода. По мере продвижения такого контейнера по рольгангу рабочий берет из контейнеров, установленных в трехъярусном стеллаже, требуемые пластины в необходимом количестве и заполняет ими секции контейнера. Заполненный в конце рольганга контейнер устанавливается на тележку для подачи на сборочный участок, после чего комплектуется следующий. Контейнеры тележкой подаются к сборочному конвейеру, где они разгружаются, а тележка загружается порожними контейнерами, которые подаются на комплектовочный рольганг.
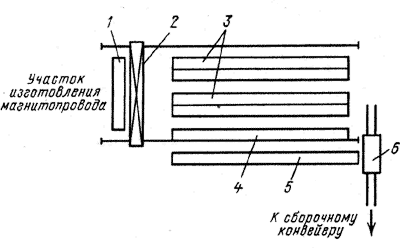
Рис. 13. Схема комплектовочной кладовой пластин магнитопровода.
1 - приемный стол; 2 - кран-штабелер; 3 - многоярусные стеллажи; 4 - трехъярусный стеллаж; 5 - комплектовочный рольганг; 6 - тележка с электроприводом.
Хранение и комплектование пластин по предлагаемой схеме позволяют упорядочить их хранение и обеспечить ритмичную подачу требуемых пластин к сборочному конвейеру.
Новые конструкции магнитопровода
Существующая конструкция плоскошихтованного магнитопровода с пластинами прямоугольной формы не позволяет в полной мере использовать лучшие свойства холоднокатаной стали вдоль проката. При переходе линий магнитного потока из стержня магнитопровода, где они были направлены вдоль проката, в ярме часть пути в углах они будут проходить поперек направления проката стали. Это вызывает значительные дополнительные потери в магнитопроводе, избежать которые можно, лишь обеспечив весь путь линий магнитного потока вдоль направления проката стали.
Эта задача разрешима, если применять вместо прямых стыков пластин косые (рис. 14). Однако такое решение сильно усложняет процесс изготовления пластин и сборки магнитопровода.
В СССР ведутся работы по созданию конструкции трансформаторов с пространственными магнитопроводами, которые принципиально отличаются от плоскошихтованных. Работы ведутся по двум направлениям.
Минский электротехнический завод работает над конструкцией полностью витого магнитопровода, образующего пространственную симметричную навитую магнитную систему.
Всесоюзный научно-исследовательский институт комплексного электрооборудования (ВНИИКЭ, г. Ереван) разработал конструкцию пространственного магнитопровода, имеющего стыковую магнитную систему.
Магнитопровод конструкции Минского электротехнического завода (рис. 15) состоит из трех овальных колец, навитых (намотанных) из непрерывной ленты на специальные оправки, причем окно в каждом кольце имеет прямоугольную форму. После намотки кольцо закрепляется металлическими струбцинами и подвергается отжигу для снятия напряжений, полученных сталью при намотке, и строгой фиксации формы кольца. После отжига кольца освобождаются от струбцин и затем по большей стороне стыкуются между собою попарно под углом 120° и закрепляются в таком положении бандажом из стеклоленты. Прямые участки овальных колец образуют стержни, а радиусные стороны овала - ярма магнитопровода.
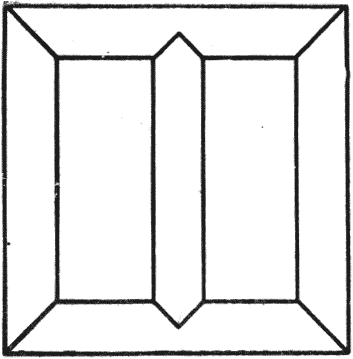
Рис. 14. Схема шихтовки магнитопровода с пластинами, имеющими косой стык.

Рис. 15. Витой пространственный магнитопровод конструкции МЭТЗ.
Соединенные таким образом три овальных кольца составляют пространственный магнитопровод с симметричной навитой магнитной системой.
При такой конструкции магнитопровода обмотки вматываются в магнитопровод на специальном намоточном станке.
Магнитопровод конструкции ВНИИКЭ (рис. 16) состоит из трех стержней и двух ярм - верхнего и нижнего. Стержни набирают из пакетов пластин прямоугольной формы одинаковой длины, но различной ширины так же, как и в плоскошихтованной конструкции, и закрепляют бандажом из стеклоленты. Ярма имеют треугольную или круглую форму и навиваются из ленты трансформаторной стали на специальной оправке. После навивки ярма подвергаются отжигу.
Отдельно намотанные обмотки насаживают на стержни магнитопровода, после чего производят общую стяжку активной части. Для стягивающих шпилек в стержнях и ярмах имеются специальные отверстия. Соединенные встык два ярма и три стержня образуют пространственный магнитопровод со стыковой магнитной системой.
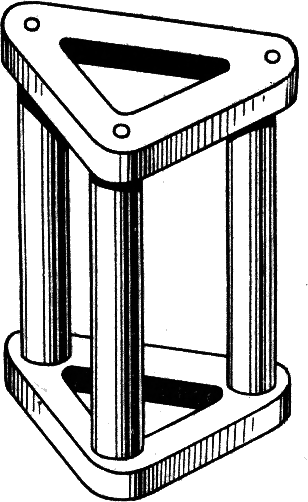
Рис.16. Схема пространственного стыкового магнитопровода конструкции ВНИИКЭ.
Сборка активной части при такой конструкции магнитопровода мало отличается от сборки трансформаторов плоскошихтованной конструкции.
Пространственный витой магнитопровод конструкции Минского электротехнического завода наиболее полно использует свойства холоднокатаной трансформаторной стали, выпускаемой в рулонах.
Трансформатор с таким магнитопроводом имеет ниже потери холостого хода и значительно меньший ток холостого хода по сравнению с магнитопроводом конструкции ВНИИКЭ ввиду отсутствия стыков в магнитопроводе. Но производство его сложнее и трудоемкость изготовления трансформатора больше за счет усложненной вмотки обмоток в магнитопровод.
Конструкции трансформаторов с пространственными магнитопроводами дорабатываются в настоящее время.
Глава четвертая
ИЗГОТОВЛЕНИЕ ОБМОТОК ТРАНСФОРМАТОРА
Организация работ при намотке обмоток
Как правило, на трансформаторных заводах, серийно выпускающих трансформаторы I и II габаритов, нет отдельных обмоточных цехов. В сборочном цехе имеется участок, на котором производится изготовление обмоток. Это в значительной степени упрощает планирование работы сборочного цеха, так как позволяет оперативно регулировать вопросы изготовления различных типов трансформаторов. С учетом этого должна строиться работа на участке и этому требованию должна отвечать его технологическая планировка. Планировкой должны быть предусмотрены места для хранения сменного запаса обмоточных проводов, изоляционных деталей, различных узлов и вспомогательных материалов.
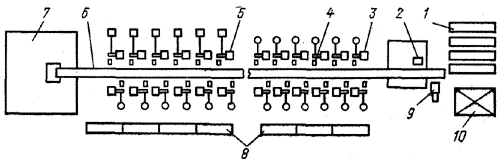
Рис. 17. Технологическая планировка участка изготовления обмоток.
1 - стеллажи для готовых обмоток; 2 - установка для проверки количества витков в обмотках; 3 - станки для намотки обмоток ВН; 4 - рабочий стол намотчика; 5 - станки для намотки обмоток НН; 6 - транспортер; 7 - кладовая обмоточного провода; 8 - стеллажи для изоляционных деталей; 9 - установка для комплектовки обмоток; 10 - площадка для складирования скомплектованных обмоток.
Должны быть максимально механизированы подача к каждому рабочему месту необходимых материалов и транспортировка готовых обмоток. Рабочий должен иметь необходимую конструкторскую и технологическую документацию. У него под рукой должен располагаться весь необходимый инструмент, предусмотренный технологическим процессом. Необходимо на рабочем месте все расположить так, чтобы свести к минимуму всякие потери рабочего времени.
На рис. 17 дана примерная технологическая планировка участка изготовления обмоток. Обмоточные станки обычно располагаются в два ряда. Между рядами станков смонтирован ленточный транспортер для подачи готовых обмоток на испытания. Намотчики при работе располагаются спиною к транспортеру. Участок обслуживается двумя мостовыми, кранами. Чтобы упростить подачу проводов, за каждым рядом станков закрепляется определенный тип обмоток ВН или НН. Кроме того, в каждом ряду за определенной группой станков закрепляются обмотки определенных типов
трансформаторов. Такая специализация позволяет добиться максимальной производительности труда.
Станки, на которых изготавливаются тяжелые обмотки более мощных трансформаторов, оснащены кранами-укосинами для съема готовых обмоток со станка.
В соответствии с плановым заданием из кладовой доставляются необходимые по маркам и сечениям обмоточные провода. До начала смены провод мостовым краном подается на каждое рабочее место, а дополнительная подача проводов из кладовой в процессе работы может быть обеспечена транспортером.
Намотанную обмотку рабочий снимает со станка и устанавливает на движущийся транспортер, который доставляет ее к испытательной установке (рис. 17).
Обмотки, прошедшие испытания, поступают на стенд, на котором производится комплектовка обмоток низшего и высшего напряжений на фазу. Скомплектованные обмотки подаются на сборочный конвейер.
Изоляционные детали хранятся в специальных стеллажах, разбитых на ячейки, на которые нанесена маркировка, обозначающая деталь и тип трансформатора, в котором она применяется. Быстроувлажняющиеся детали (картонные, буковые и пр.) хранятся в закрытых стеллажах, оборудованных паровым подогревом, где постоянно поддерживается 40 - 50°С.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
