

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
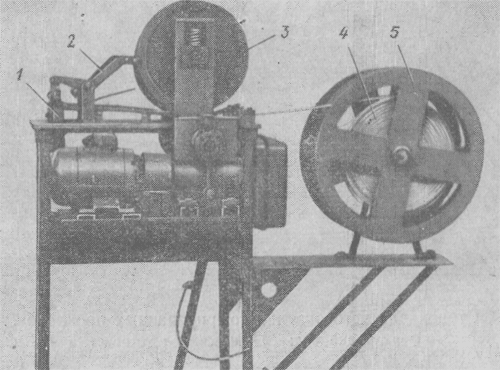
Рис. 30. Станок для порезки картонных заготовок.
1 - нож; 2 - рычаг; 3 - диск подачи заготовок и привода ножа; 4 - картон; 5 - кассета.
Применение ее позволяет в значительной степени механизировать процесс склеивания деталей, так как после склеивания не требуется длительной выдержки и высоких температур для полимеризации клеящего состава.
Изготовление бортовой изоляции, состоящей из полосы кабельной бумаги с наклеенным на нее картонным бортиком. Длина бортика должна строго соответствовать длине окружности обмотки. Нарезку бортика из полосы картона производят на специальном автомате. Автомат (рис.. 30) имеет подающие ролики, направляющее устройство, нож для отрезки бортика и кассету, в которой находится полоска картона. Отрезанные бортики автоматически укладываются в специальную тару, • в которой подаются для наклейки их на бумагу. Порезка производится в следующей последовательности. Полоса картона 4 из кассеты 5 по направляющим подается под диск 3, который вместе с нижним ведущим роликом подает полосу картона под нож, приводит нож в действие и одновременно задает необходимую длину нарезаемых бортиков.
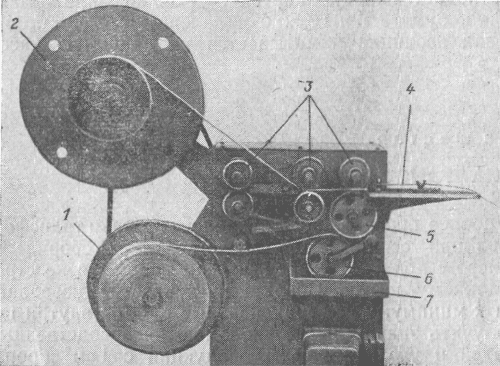
Рис. 31. Станок для клейки бортовой изоляции.
1 - подающая кассета с рулоном бумаги; 2 - приемная кассета; 3 - направляющие и прижимные ролики; 4 - направляющие планки для картона; 5 - направляющий ролик; 6 - смачивающий ролик; 7 - ванна с эмульсией.
На диске укреплен ролик, который при вращении диска набегает на плечо рычага 2 и приподнимает его. Рычаг 2, вращаясь вокруг оси, вторым своим плечом нажимает на нож, который отрезает бортик. В исходное положение нож возвращается пружиной. Длина отрезаемого бортика зависит от числа роликов, установленных на диске. Максимальная длина бортика равна длине окружности диска при одном ролике. Для изменения длины бортика Можно установить на диск два ролика.
Изготовление бортовой изоляции производят на специальном полуавтомате (рис. 31), который работает следующим образом. Рулончик с бумагой устанавливается на подающую кассету 1. Бумага подается через смачивающий ролик 6, направляющие и прижимные ролики 3 и сматывается на приемную кассету. В ванночку 7 заливают поливинилацетатную эмульсию, которая роликом 6 наносится на нижнюю сторону бумажной полосы. Полоса бумаги, огибая ролик 5, поступает в прижимные ролики, в которые по направляющим 4 рабочий подает полосу картона. Ролики прижимают картон к бумаге и надежно приклеивают его. Готовая бортовая изоляция наматывается на приемную кассету 2.
Глава шестая
СБОРКА ТРАНСФОРМАТОРОВ
Наиболее прогрессивная технология сборки трансформаторов при серийном производстве, - это, сборка на конвейере с принудительным ритмом движения по строго заданному циклу. Сборка на конвейере позволяет свести к минимуму все транспортные работы внутри цеха, получить значительную экономию производственных площадей и увеличить съем продукции с 1 м2 производственной площади. Конвейерная сборка позволяет создать ритмичный выпуск трансформаторов, повысить производительность труда, так как рабочий специализируется на выполнении определенных операций, и все необходимые узлы и детали подаются к рабочему месту конвейером.
Поскольку у каждого рабочего имеется определенное рабочее место, это упрощает его оснащение средствами механизации. Серийное производство трансформаторов трудно представить без конвейерной сборки. Вместе с тем такая сборка требует своевременной подачи необходимых узлов и деталей на конвейер и четкой организации труда во всем сборочном цехе. Заготовку деталей и узлов целесообразно организовать в непосредственной близости от сборочного конвейера
Для того, чтобы упростить их доставку. Однако создать единый конвейер, на котором можно было бы собирать трансформатор от начала до конца, невозможно, так как активная часть трансформатора после сборки должна быть подвергнута сушке и только затем может, быть продолжена сборка трансформатора.
На Минском электротехническом заводе трансформаторы собирают на трех последовательно расположенных напольных конвейерах. На первом конвейере собирают остовы с обмотками. На втором производят пайку отводов НН и ВН и изолировку мест пайки, после чего готовая активная часть трансформатора идет в сушку. На третьем конвейере выполняют окончательную оборку трансформатора, т. е. опускают активную часть в бак, заливают маслом, испытывают и упаковывают трансформатор. Этот же конвейер подает трансформатор на склад готовой продукции.
Вне конвейера производят заготовку отводов НН и ВН, сборку переключателя и подготовку резиновых уплотнительных прокладок.
Заготовка отводов
Отводы НН представляют собою алюминиевую шину, а отводы ВН - медный провод с усиленной изоляцией. Для создания надежного контакта алюминиевой шины с латунной шпилькой ввода НН шина в месте контакта армируется медной лентой марки МГМ (ГОСТ 434-71). Армирование осуществляется методом холодной сварки на пневмогидравлическом прессе МХСА-50 (рис. 32).
На пневматических ножницах или на прессе штампом нарезают шину требуемого размера. Медную ленту толщиной 1 мм лудят гальваническим способом и рубят на отрезки нужной длины. Затем зачищают поверхность шины, предназначенную для армировки лентой, и одну сторону - медной ленты. Зачищенный конец алюминиевой шины с торца огибают медной лентой зачищенной ее стороной, обращенной к шине, и вставляют в гнездо штампа, установленного на прессе. Включают пресс, и пуансоны штампа сверху и снизу производят холодную сварку медной ленты с алюминиевой шиной. Точки холодной сварки располагают по краям пластины (рис. 33), так как в центре ее штампуют отверстие для прохода выводной шпильки.
Качество холодной сварки выборочно проверяют разрывом. Если сварка произведена качественно, то в месте разрыва на алюминиевой шине должны оставаться следы меди или на медной ленте - следы алюминия, что свидетельствует о проникновении одного металла в другой и о надежном контакте между металлами. Если лента свободно отрывается от алюминиевой шины, то сварка выполнена некачественно.
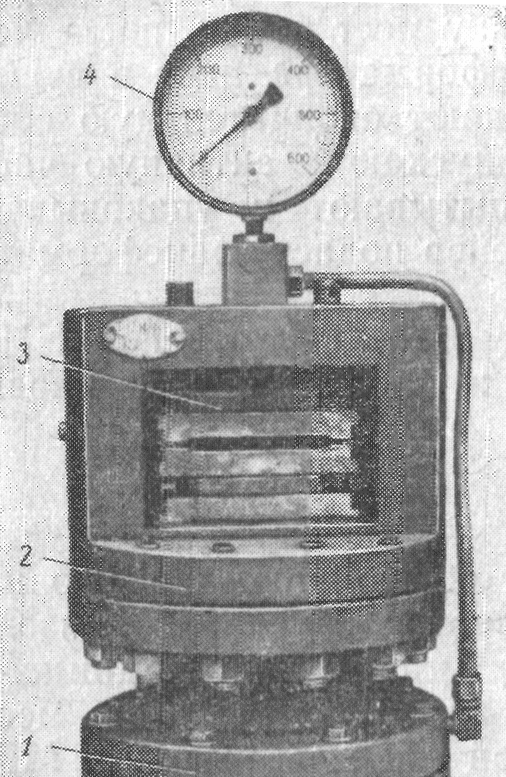
Рис. 32. Пресс МСХА-50 для холодной сварки.
1 - станина: 2 - рабочая, головка; 3 - штамп для холодной сварки; медная; 4 - манометр.
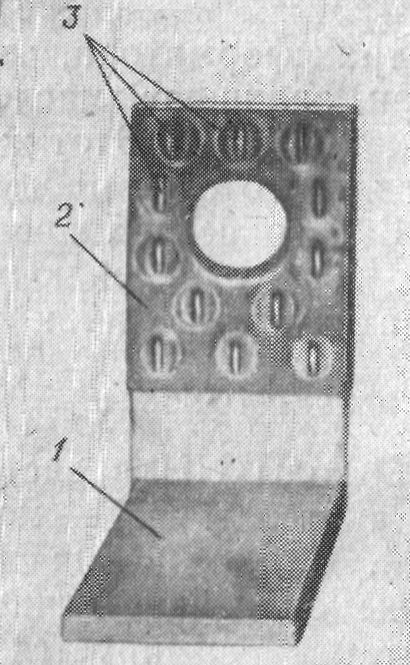
Рис 33. Отвод НН.
1 - алюминиевая шинка; 2 - лента; 3 - точки холодной сварки.
Отводы ВН изготовляются из медного провода с усиленной изоляцией. На пневматических ножницах из бухты провода нарезают заготовки нужной длины и с их концов удаляют изоляцию. Затем оба конца заготовок лудят и один из них загибают в кольцо, предварительно производят пайку провода к шпильке. Для этого шпильку с отверстием в ней, обращенным вверх, зажимают в специальные клещи с угольными губками, нагреваемыми от трансформатора. Как только шпилька разогревается, в отверстие шпильки вводят припой, в расплавленный припой вставляют облуженный конец отвода и отключают подогрев. После того, как шпилька несколько остынет, ее вместе с отводом вынимают из клещей и укладывают в специальный стеллаж для окончательного остывания, после чего между шпилькой и отводом достигается надежный контакт.
Сборка активной части трансформатора
Технология сборки остова с обмотками трансформаторов на конвейере с шихтовкой магнитопровода непосредственно в обмотки впервые была разработана и внедрена в производство на Минском электротехническом заводе в 1061 г.
Рис. 34. Конвейер сборки активной части.
Сборку производят на пластинчатом конвейере, состоящем из двух втулочно-роликовых цепей, на котором закрепляются специальные приспособления. В них укладывают заранее скомплектованные обмотки всех трех фаз трансформатора. Приспособления устроены так, что позволяют выдерживать нужные межцентровые расстояния уложенных в них обмоток. Они легко регулируются, что позволяет их быстро переналаживать и использовать для зашихтовки магнитопроводов различных типов трансформаторов.
Конвейер (рис. 34) конструктивно выполнен так, что позволяет удобно работать стоя. Ритм движения конвейера пульсирующий, принудительный и может регулироваться от 0 до 20 мин.
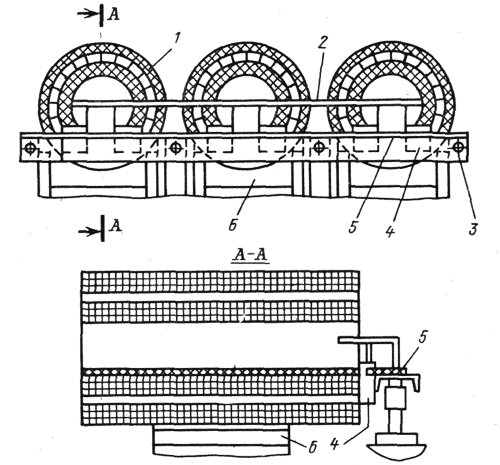
Рис. 35. Наладка сборочного приспособления.
1- скомплектованные обмотки; 2 - шаблон для проверки межцентрового расстояния; 3- ярмовая балка; 4 - прессующие прокладки; 5 - ярмовая изоляция; 6 - приспособление.
Технологический процесс сборки осуществляют следующим образом. Приспособление, настраивают на определенный тип трансформатора, и каждая каретка, в которую укладывают обмотки, стопорится в заданном положении. Скомплектованные обмотки всех трех фаз трансформатора укладывают в приспособление (рис. 35) и шаблоном проверяют межцентровые расстояния между фазами. На упоры приспособления укладывают ярмовые балки, устанавливают прессующие прокладки и ярмовую изоляцию одной стороны активной части. На площадку, находящуюся рядом с приспособлением, укладывают необходимое количество скомплектованных по типоразмерам пластин магнитопровода и все необходимые для оборки детали. После того как истечет заданная выдержка времени, включается привод конвейера, и конвейер подает обмотки и пластины магнитопровода на следующее рабочее место, на котором в соответствии со схемой шихтовки прямо в обмотки укладываются пластины первого пакета магнитопровода. Пластины укладывают два рабочих с двух сторон конвейера. В это время на первом рабочем месте настраивают новое приспособление и в него укладывают обмотки следующего трансформатора, а на площадку загружают пластины магнитопровода и детали. Конвейер делает еще один шаг. Обмотки с уложенным в них первым пакетом магнитопровода подаются на следующее рабочее место, где в обмотки зашихтовывается следующий пакет магнитопровода. В только что уложенные обмотки укладывают первый пакет магнитопровода, а на свободное приспособление в начале конвейера укладывают обмотки следующего трансформатора и т. д. Конвейер делает очередной шаг, и все операции повторяются. И так до полной зашихтовки магнитопровода в обмотки. Поскольку центральный пакет магнитопровода имеет пластин больше, шихтовка его производится на нескольких рабочих местах. Шихтовку магнитопровода производят в две пластины. При шихтовке допускаются гребенчатость по торцам магнитопровода не более 1 мм и воздушный зазор в стыках пластин не более 0,4 мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
