


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Примечание. В технических обоснованных случаях протирку допускается проводить вручную.
2.48.5.6. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.5.7. Оценка результатов испытаний - в соответствии с п. 2.48.3.9.
2.48.6. Метод 411-3
2.48.6.1. Испытания проводят в вытяжном шкафу с использованием нагревательного устройства, обеспечивающего испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.48.6.2. Испытания проводят с учетом требований п. 2.48.3.2.
2.48.6.3. Водный раствор ТМС "Электрин" приготовляют следующим образом: взвешивают навеску порошка ТМС "Электрин" (ТУ 38-407-242) массой 50 г, растворяют ее в небольшом объеме дистиллированной воды, нагретой до 30 - 40 °C, доводят объем раствора до 1 л и перемешивают.
2.48.6.4. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.6.5. Крепление изделий для испытаний производят в соответствии с 2.48.3.5.
2.48.6.6. Изделия выдерживают в водном растворе ТМС "Электрин" при температуре (55 +/- 5) °C в течение (5,0 +/- 0,5) мин.
2.48.6.7. Изделия промывают в проточной питьевой воде (ГОСТ 2874 <*>) при температуре 55 - 60 °C в течение 4 мин, а затем в дистиллированной воде (ГОСТ 6709) при температуре 18 - 20 °C в течение 1 мин. После промывки изделия сушат при температуре 55 - 60 °C в течение 2 ч.
--------------------------------
<*> На территории Российской Федерации действует ГОСТ Р 51232-98.
2.48.6.8. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.48.6.9. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.6.10. Оценка результатов испытаний - в соответствии с п. 2.48.3.9.
2.48.7. Метод 411-4
2.48.7.1. Испытание проводят с учетом требований п. 2.48.3.2.
2.48.7.2. Приготовляют растворитель в соответствии с п. 2.48.3.3.
2.48.7.3. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.7.4. Производят промывку выводов и (или) поверхностей изделий, указанных в стандартах и ТУ на изделия и ПИ, спиртобензиновой смесью в соотношении 1:1 (по объему) при помощи тампона или кисти без попадания растворителя внутрь корпуса. Испытания проводят при нормальных климатических условиях испытаний в течение 1,5 - 5 мин. Конкретное время устанавливают в стандартах, ТУ на изделия и ПИ.
2.48.7.5. Изделия сушат при нормальных климатических условиях испытаний в течение 15 - 20 мин.
2.48.7.6. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.48.7.7. Изделия считаются выдержавшими испытание, если поверхности выводов и части поверхностей изделий, подвергающихся очистке, остались без изменений, а значение контролируемых электрических параметров соответствуют нормам, установленным в стандартах и ТУ на изделия и ПИ.
2.48.8. При проведении испытаний необходимо соблюдать требования безопасности, указанные в ГОСТ 30668.
2.48.4.7 - 2.48.8. (Введены дополнительно, Изм. N 9).
2.49. Испытание на паяемость, растворение металлизации и теплостойкость при пайке изделий для поверхностного монтажа
2.49.1. Испытание проводят с целью определения паяемости, растворения металлизации и теплостойкости при пайке изделий для поверхностного монтажа.
Испытание применимо только для изделий, которые устойчивы к кратковременному погружению в расплавленный припой.
2.49.2. Проверку паяемости (смачивания, десмачивания), растворения металлизации, теплостойкости при пайке проводят на раздельных выборках.
Конкретный вид (виды) проверок устанавливают в стандартах и ТУ на изделия и ПИ.
2.49.3. Испытание проводят в паяльной ванне, объем и размеры которой установлены в п. 2.39.4.1.
2.49.4. Припой должен соответствовать требованиям п. 2.39.4.2.
2.49.5. Флюс должен соответствовать указанному в п. 2.39.4.3.
2.49.6. Испытание проводят с учетом требований п. 2.39.4.4.
2.49.7. Предварительная подготовка выводов - по п. 2.39.4.5.
2.49.8. Если в стандартах и ТУ на изделия предусмотрено ускоренное старение, то применяют один из методов, указанных в п. 2.39.3.
2.49.9. Визуальный осмотр - в соответствии с п. 2.39.7.6.
2.49.10. Изделия крепят маленькими стальными зажимами согласно черт. 10а.
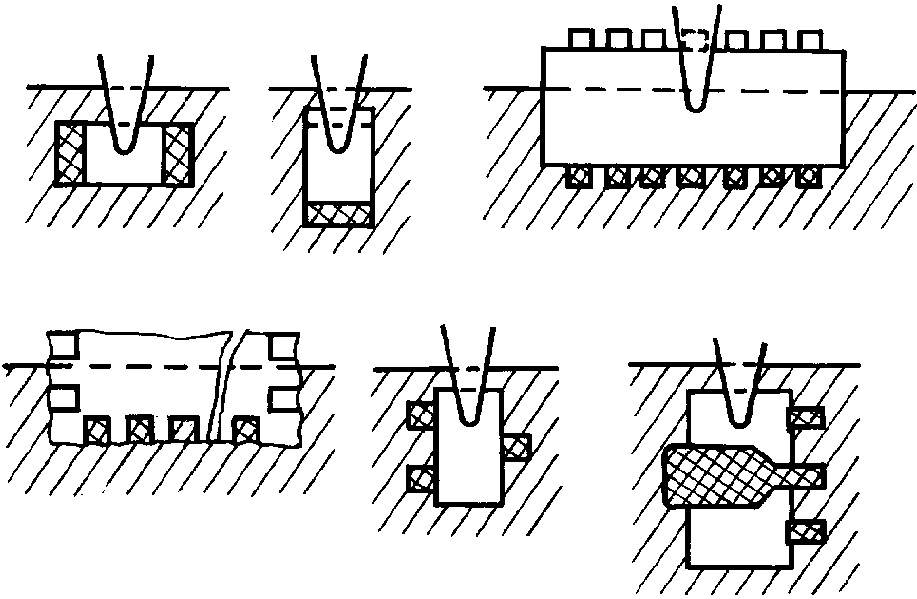
Черт. 10а
При этом зажимы не должны касаться испытуемых площадей. Во время смачивания флюсом и во время погружения в припой изделия должны оставаться в зажимах.
2.49.11. Изделия полностью погружают во флюс и медленно вынимают.
Капли лишнего флюса убирают с помощью фильтровальной бумаги.
2.49.12. Изделия погружают в ванну с расплавленным припоем.
Если перед погружением в ванну с припоем предусмотрен предварительный нагрев изделий, то в стандартах и ТУ на изделия и ПИ указывают значение температуры нагрева.
2.49.13. Продолжительность и температуру выдержки в припое устанавливают в соответствии с табл. 25, если другие значения не установлены в стандартах и ТУ на изделия и ПИ.
Таблица 25
─────────────────────────┬─────────────────────────────────────────────────
Вид проверки │ Продолжительность выдержки, с
├─────────┬─────────┬─────────┬─────────┬─────────
│3 +/- 0,3│2 +/- 0,2│5 +/- 0,5│10 +/- 1 │30 +/- 1
├─────────┴─────────┴─────────┴─────────┴─────────
│ при температуре припоя, °C
├─────────┬─────────┬─────────┬─────────┬─────────
│215 +/- 3│235 +/- 3│260 +/- 5│260 +/- 5│260 +/- 5
─────────────────────────┼─────────┼─────────┼─────────┼─────────┼─────────
Смачивание │ + │ + │ - │ - │ -
Десмачивание │ - │ - │ + │ - │ -
Теплостойкость при пайке│ - │ - │ - │ + │ -
Стойкость к растворению │ - │ - │ - │ - │ + <*>
металлизации │ │ │ │ │
--------------------------------
<*> В стандартах и ТУ на изделия и ПИ может быть установлена меньшая степень стойкости к растворению металлизации, требующая продолжительности выдержки 10 или 20 с.
Непосредственно перед каждым испытанием поверхность расплавленного припоя очищают от слоя окисла.
Скорость погружения изделий в припой - от 20 до 25 мм/с.
2.49.14. При проведении испытаний используют одну из двух методик.
Методика 1. Испытуемые поверхности изделия погружают не менее чем на 2 мм под мениск припоя (но не глубже, чем это необходимо (см. черт. 10а)), при этом установочная плоскость изделия должна находиться в вертикальном положении.
Методика 2. При испытании на теплостойкость при пайке больших плоских изделий (например, керамических носителей кристаллов) их размещают в паяльной ванне таким образом, чтобы они плавали на поверхности припоя.
Конкретную методику устанавливают в стандартах и ТУ на изделия и ПИ.
Если в стандартах и ТУ на изделия и ПИ конкретные методы не указаны, то испытание проводят по методике 1.
2.49.15. После извлечения из ванны изделия выдерживают в нормальных климатических условиях испытаний в течение 1 ч, после чего остатки флюса удаляют пригодным моющим средством. Вид моющего средства и способ удаления остатков флюса устанавливают в стандартах и ТУ на изделия и ПИ.
2.49.16. Визуальный осмотр - в соответствии с п. 2.39.7.6.
2.49.17. Изделия считают выдержавшими испытание, если при визуальном осмотре они удовлетворяют требованиям, установленным в стандартах и ТУ на изделия и ПИ.
При установлении критериев оценки внешнего вида могут быть использованы критерии оценки, приведенные в пп. 2.49.17.1 - 2.49.17.4.
2.49.17.1. Смачивание
Смачивание оценивают визуально при достаточном освещении с помощью лупы или бинокулярного микроскопа с увеличением ![]() и использованием фотографий, приведенных в Приложении 29 (черт. 44).
и использованием фотографий, приведенных в Приложении 29 (черт. 44).
2.49.17.1.1. Металлизированные контактные площадки на безвыводных изделиях

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
