


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Приложения 22 - 25. (Введены дополнительно, Изм. N 6).
Приложение 26
Рекомендуемое
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СТОЙКОСТИ ИЗДЕЛИЙ
МЕТОДОМ ПОГРУЖЕНИЯ В РАСТВОРИТЕЛЬ ПРИ ТЕМПЕРАТУРЕ КИПЕНИЯ
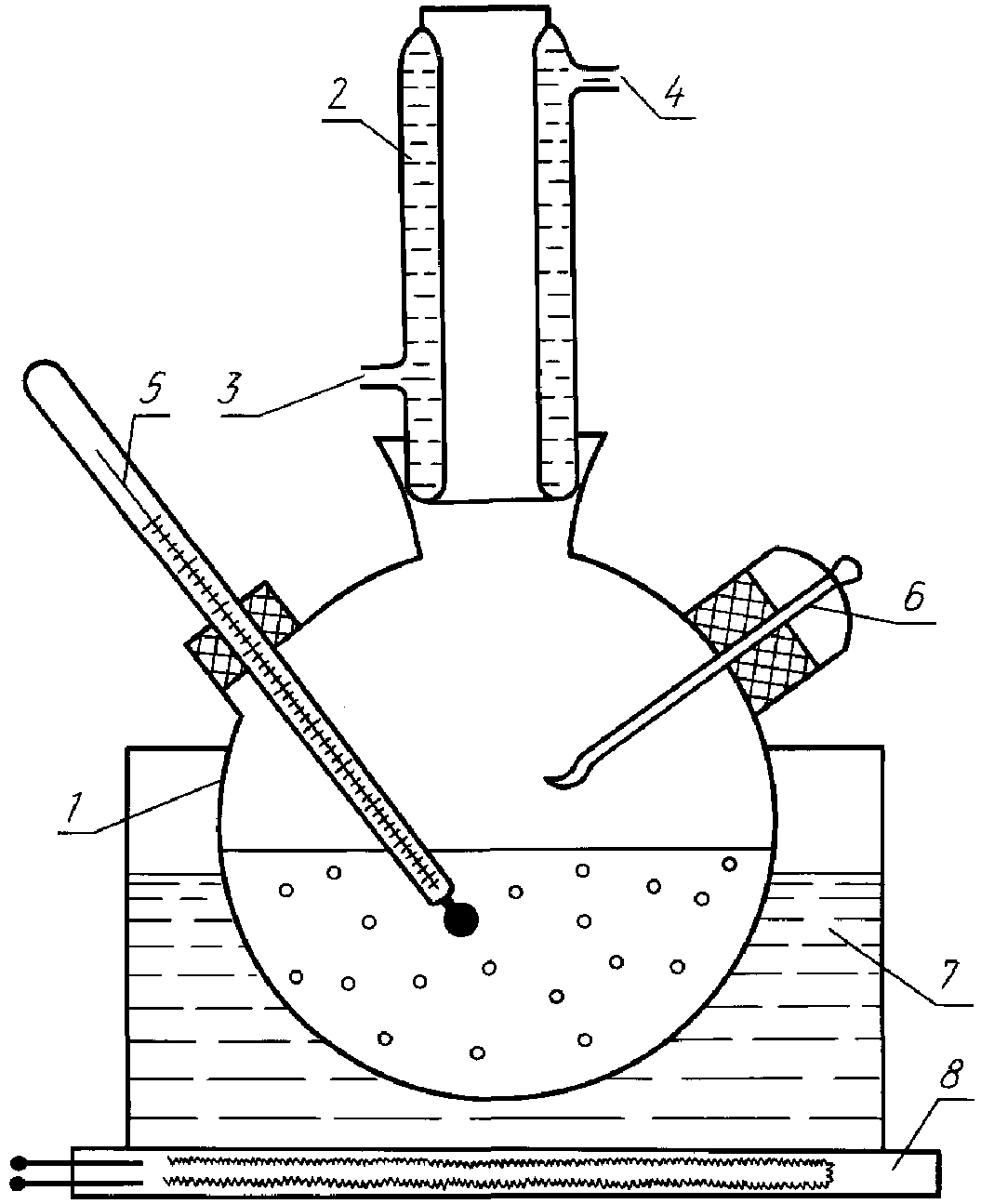
1 - колба; 2 - обратный холодильник; 3 - вход воды;
4 - выход воды; 5 - термометр; 6 - пробка с крючком
для подвешивания изделий; 7 - водяная баня;
8 - нагревательный прибор
Черт. 42
Приложение 26. (Введено дополнительно, Изм. N 9).
Приложение 27
Рекомендуемое
ПРИМЕРЫ КРИВЫХ "СИЛА-ВРЕМЯ", ПОЛУЧЕННЫХ ПРИ ИСПЫТАНИИ
НА ПАЯЕМОСТЬ МЕТОДОМ БАЛАНСА СМАЧИВАНИЯ
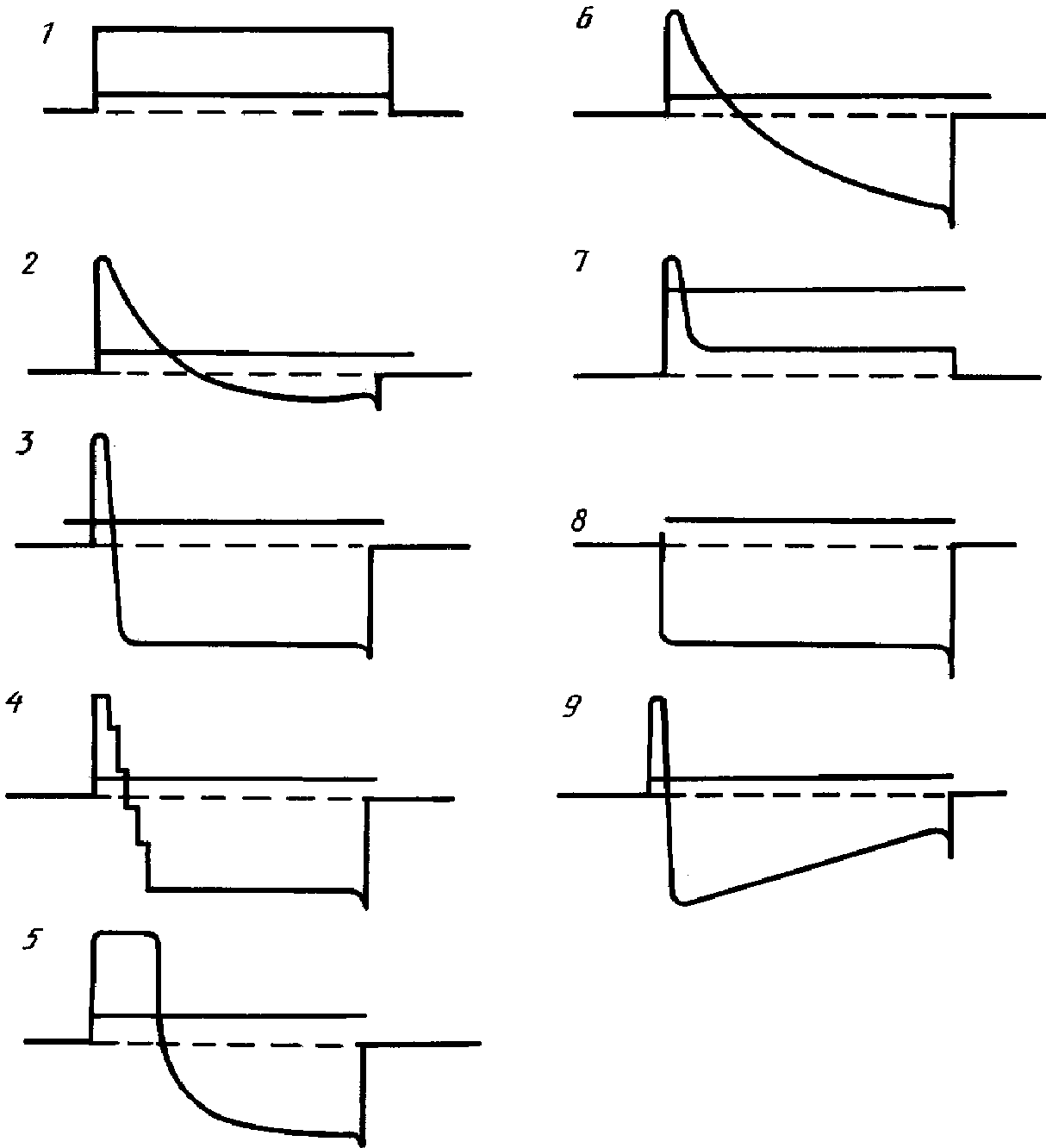
1 - несмачивание; 2 - плохое смачивание; 3 - хорошее
смачивание; 4 - быстрое смачивание для изделий с большой
теплоемкостью; 5 - замедленное смачивание; 6 - медленное
смачивание; 7 - несмачивание; 8 - очень быстрое смачивание;
9 - нестабильное смачивание
Черт. 43
Приложение 28
Рекомендуемое
ВЫБОР КРИТЕРИЕВ ОЦЕНКИ РЕЗУЛЬТАТОВ ИСПЫТАНИЯ
НА ПАЯЕМОСТЬ МЕТОДОМ БАЛАНСА СМАЧИВАНИЯ
В качестве критериев оценки результатов испытания изделий методом 402-5 используют несколько параметров.
1. Время начала смачивания
В точке А (черт. 9б) процесс смачивания начинается с состояния несмачивания до точки, когда мениск припоя начинает подниматься выше уровня припоя в паяльной ванне. Интервал времени между точками ![]() и
и ![]() является, таким образом, временем начала смачивания. Рекомендуется, чтобы для изделий, подвергаемых групповой пайке, это время находилось в пределах от 1,0 до 2,5 с в зависимости от типа флюса и теплоемкости изделия.
является, таким образом, временем начала смачивания. Рекомендуется, чтобы для изделий, подвергаемых групповой пайке, это время находилось в пределах от 1,0 до 2,5 с в зависимости от типа флюса и теплоемкости изделия.
2. Распространение смачивания
Эталонная сила смачивания - это максимальная сила смачивания, получаемая при испытании. Эталонная сила смачивания достигается путем непрерывного уменьшения скорости смачивания, что особенно важно для изделий с высокой теплоемкостью, так как большая скорость смачивания может привести к установлению недостоверных показаний значений времени начала смачивания.
Конкретное значение данного критерия оценки результатов испытания выбирают таким образом, чтобы достигался приемлемый уровень смачивания.
3. Стабильность смачивания
После достижения максимального значения силы в точке Б мениск может оставаться неподвижным, и сила меняться не будет. Однако эта стабильность может быть нарушена вследствие взаимодействия между испытуемым изделием и припоем, что приводит к растворению поверхности изделия припоем с образованием слоя продуктов реакции на границе раздела. Кроме того, остаточный флюс может испаряться, разрушаться или перемещаться по поверхности припоя в ванне. Эти явления могут привести к уменьшению измеряемой силы, в результате чего значение силы в точке В окажется меньше, чем значение, зарегистрированное в точке Б. Так как такая нестабильность нежелательна для испытания продолжительностью 5 - 10 с, рекомендуется, чтобы отношение силы в точке В к силе в точке Б превышало 0,8.
Приложение 29
Рекомендуемое
КРИТЕРИИ ОЦЕНКИ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ НА ПАЯЕМОСТЬ,
РАСТВОРЕНИЕ МЕТАЛЛИЗАЦИИ И ТЕПЛОСТОЙКОСТЬ ПРИ ПАЙКЕ ИЗДЕЛИЙ
ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА ПРИ ВИЗУАЛЬНОМ ОСМОТРЕ
1. Смачивание
В некоторых нормативно-технических документах полное или почти полное покрытие припоем определяется требованием покрытия испытуемой поверхности вывода сплошным слоем припоя не менее чем на 95%. Применение этого требования при оценке изделия с металлизированными выводами или с короткими выводами, особенно, если рассматриваются разные области вывода, часто затруднительно. Тем не менее, этот подход в данном случае применяют.
Черт. 44 помогает при оценке смачивания; масштаб таков, что размеры сравнимы с полем зрения микроскопа и при этом мелкие детали изображены достаточно четко.
а
б
в
г
д
е
Черт. 44
2. Оценка смачивания
На черт. 44 даны иллюстрации критериев оценки результатов испытаний при визуальном осмотре.
Изделия выдержали испытание:
а) идеальное покрытие на ножке вывода на боковых гранях,
видимый край не десмочен, потому что нет контактного угла,
остатки флюса между изделием и выводом не отмыты;
в) несколько точек неидеального покрытия на поверхности;
д) видны некоторые маленькие неровности.
Изделия не выдержали испытание:
б) более 5% площади десмачивания на плоскости;
г) более 5% площади десмачивания на ножке вывода;
е) более 5% площади не смочено.
Приложения 27 - 29. (Введены дополнительно, Изм. N 10).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
