


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
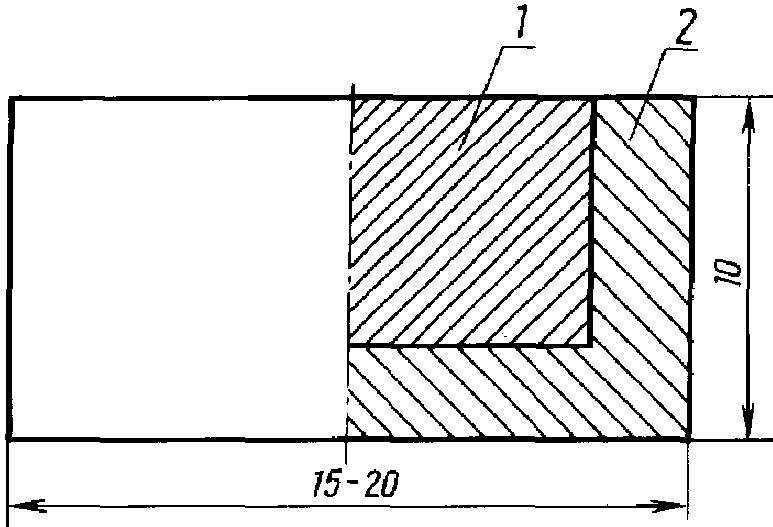
1 - корпус крешерного устройства; 2 - инерционный
элемент; 3 - крешер; 4 - стол испытательного стенда
Черт. 26
Для измерений ускорений свыше ![]() (5000g) крешер изготовляют из алюминия. Диаметр крешера D рекомендуется в пределах 10 - 15 мм, а высота (0,5 - 0,7) D. Меньший диаметр применяют при измерении больших ускорений. Торцовые поверхности крешера полируют.
(5000g) крешер изготовляют из алюминия. Диаметр крешера D рекомендуется в пределах 10 - 15 мм, а высота (0,5 - 0,7) D. Меньший диаметр применяют при измерении больших ускорений. Торцовые поверхности крешера полируют.
Для измерений ускорений меньше ![]() (5000g) крешер изготовляют из свинца в соответствии с черт. 27 настоящего приложения. Чашку изготовляют из стали, латуни с толщиной стенок 2 - 3 мм. При заливке чашку нагревают до температуры плавления свинца и после заполнения медленно охлаждают до нормальной температуры (время понижения температуры - не менее 1 ч). С внутренним диаметром корпуса инерционный элемент и крешер сопрягаются по скользящей посадке.
(5000g) крешер изготовляют из свинца в соответствии с черт. 27 настоящего приложения. Чашку изготовляют из стали, латуни с толщиной стенок 2 - 3 мм. При заливке чашку нагревают до температуры плавления свинца и после заполнения медленно охлаждают до нормальной температуры (время понижения температуры - не менее 1 ч). С внутренним диаметром корпуса инерционный элемент и крешер сопрягаются по скользящей посадке.
1 - свинец; 2 - чашка
Черт. 27
В крешерных устройствах, основанных на продольной остаточной деформации, об ускорении судят по величине деформации, в устройствах, работающих на смятие острия крешера, - по диаметру площади на острие.
4.3. Тарирование крешеров
Для выполнения серии измерений требуется партия крешеров не менее 24 шт., изготовленных из одного прутка алюминия, меди или одного курса свинца; 12 крешеров необходимы для статической тарировки, остальные используют для измерений ускорений.
Для статической калибровки крешеров устройство устанавливают на прессе (черт. 28), где последовательно задают статические нагрузки ![]() , контролируемые динамометром, причем значение O выбирают в зависимости от массы инерционного элемента и измеряемых в процессе удара ускорений
, контролируемые динамометром, причем значение O выбирают в зависимости от массы инерционного элемента и измеряемых в процессе удара ускорений
![]() , (11)
, (11)
где ![]() - сила, Н;
- сила, Н;
![]() - ускорение, соответствующее
- ускорение, соответствующее ![]() ,
, ![]() ;
;
m - масса инерционного тела, кг.
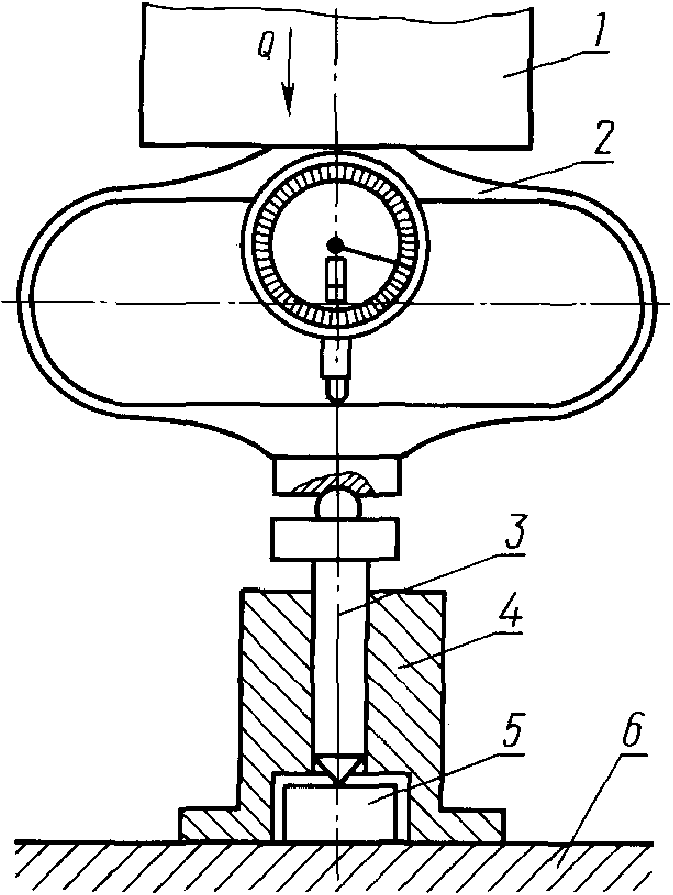
1 - поршень пресса; 2 - динамометр; 3 - инерционное тело;
4 - крешерное устройство; 5 - крешер; 6 - стол пресса
Черт. 28
Для каждой ступени нагрузок используют не менее трех крешеров.
Диаметр лунки, оставляемый инерционным элементом на крешере, измеряют с помощью микроскопа, при этом необходимо делать не менее трех измерений в каждом из двух взаимно перпендикулярных направлений. За окончательный диаметр лунки принимают среднеарифметическое из 18 измерений (шесть измерений на каждый из трех крешеров).
По результатам усредненных измерений с учетом уравнения (11) строится зависимость (черт. 29)
![]() ,
,
где ![]() - усредненный диаметр лунки на крешере, мм;
- усредненный диаметр лунки на крешере, мм;
j - ускорение, g.
Зависимость ускорения от диаметра лунки
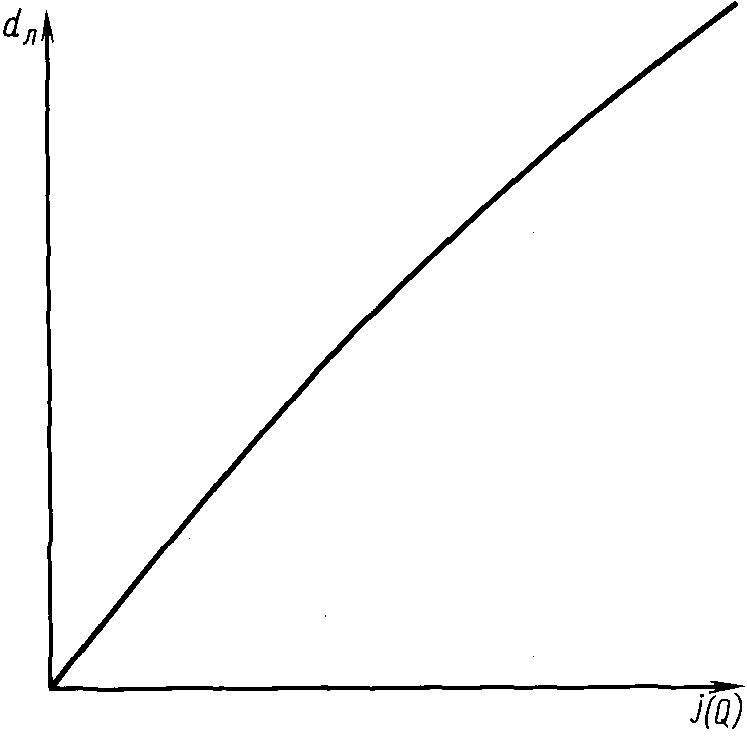
Черт. 29
4.4. Измерение пикового ударного ускорения
Для измерения пикового ударного ускорения крешерное устройство устанавливают на стол ударного стенда. После выполнения удара крешер снимают, проводят измерения диаметра лунки и по графику тарировки (черт. 29) определяют значение ускорения. Если крешерный метод - основное средство измерения ускорений, то для получения более достоверных данных о значении ускорения необходимо произвести три удара, каждый раз устанавливая новый крешер. В этом случае значение ускорения определяют по средним данным от трех крешеров.
5. Определение длительности действия ударного ускорения
5.1. Длительность действия ударного ускорения может быть измерена как время нахождения в контакте металлических соударяющихся поверхностей с помощью осциллографа (черт. 30) или любым иным методом. При измерениях с помощью схемы черт. 30 порог срабатывания осциллографа настраивают несколько выше падения напряжения на ![]() при разомкнутой цепи бойка-наковальни. Сопротивление резистора
при разомкнутой цепи бойка-наковальни. Сопротивление резистора ![]() рекомендуется принимать 0,1 - 1,0 кОм,
рекомендуется принимать 0,1 - 1,0 кОм, ![]() , напряжение источника питания 1 - 12 В.
, напряжение источника питания 1 - 12 В.
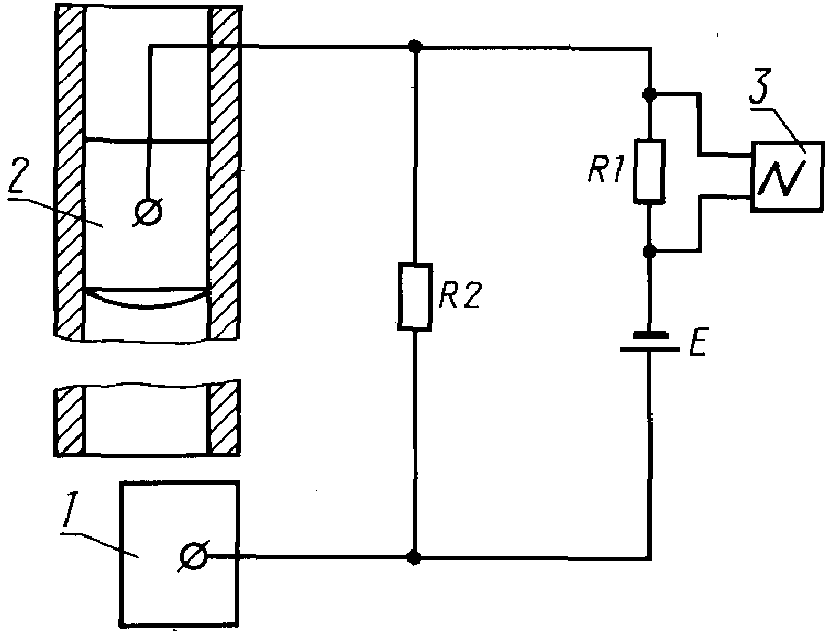
1 - наковальня (основание); 2 - боек (стол);
3 - осциллограф
Черт. 30
Допускается измерение длительности действия ударного ускорения с помощью ИП, имеющего неизвестный коэффициент преобразования и имеющего собственную частоту, удовлетворяющую условию
![]() .
.
КонсультантПлюс: примечание.
В официальном тексте документа, видимо, допущена опечатка: имеется в виду Приложение 8, а не Приложение 3.
Приложение 3
Рекомендуемое
МЕТОД РАСЧЕТА
РЕЗОНАНСНОЙ БАЛКИ И МЕТОДИКА ПРОВЕДЕНИЯ ИСПЫТАНИЙ
1. Метод расчета резонансной балки
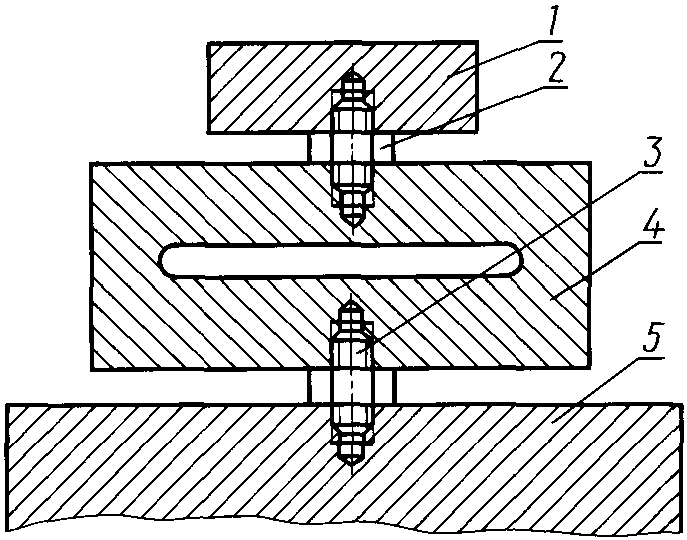
Резонансная балка представляет собой брус прямоугольного сечения, закрепленный на столе вибростенда в соответствии с черт. 31 настоящего приложения.
Примеры крепления резонансных балок
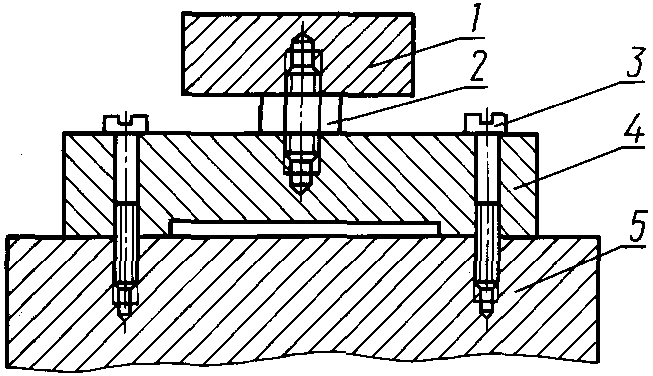
а
б
а - крепление балки к столу стенда в двух точках;
б - крепление балки к столу стенда в одной точке;
1 - приспособление для испытания изделий; 2, 3 - резьбовые
шпильки; 4 - резонансная балка; 5 - стол вибростенда
Черт. 31
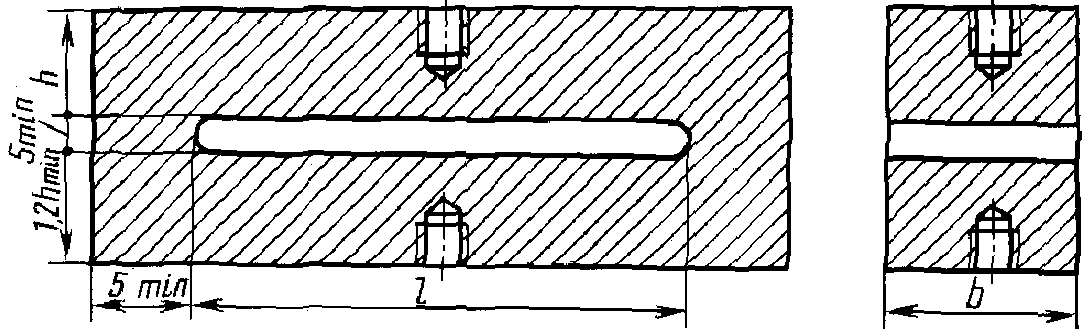
Задача расчета состоит в определении геометрических размеров h, l, b балки (черт. 32) по заданному значению вибрационной нагрузки ![]() и частоте вибрации
и частоте вибрации ![]() .
.
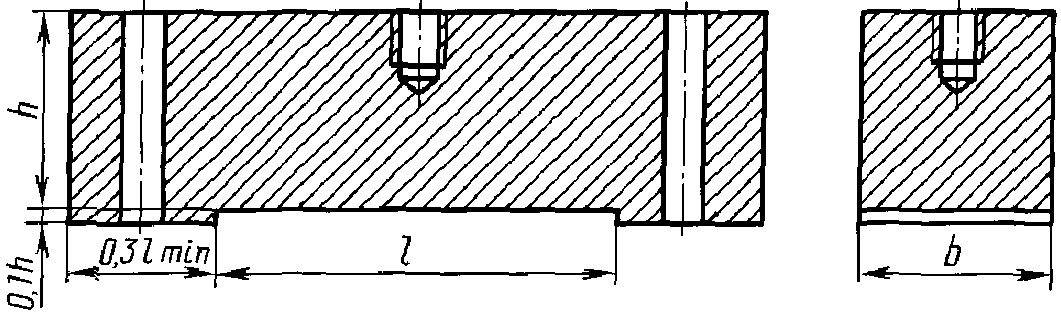
а
б
а - точки крепления балки расположены по бокам; б - точка
крепления балки расположена в центре
Черт. 32
За исходные данные принимаются следующие величины:
![]() - резонансная частота балки с приспособлением, Гц;
- резонансная частота балки с приспособлением, Гц;
![]() - максимальное ускорение на балке,
- максимальное ускорение на балке, ![]() ;
;
E - модуль упругости материала балки, Н/м2;
![]() - предел усталости материала балки, Н/м2;
- предел усталости материала балки, Н/м2;
m - масса приспособления с изделиями, кг;
b - ширина резонансной балки, м;
![]() - масса резонансной балки, кг.
- масса резонансной балки, кг.
При расчете резонансной балки величины b и ![]() выбирают в зависимости от массы приспособления m. Так, для приспособления массой 1 - 2 кг рекомендуется применять балку шириной
выбирают в зависимости от массы приспособления m. Так, для приспособления массой 1 - 2 кг рекомендуется применять балку шириной ![]() и массой
и массой ![]() . Для сплавов алюминия
. Для сплавов алюминия ![]() рекомендуется принимать
рекомендуется принимать ![]() .
.
Длину пролета l и высоту h резонансной балки рассчитывают по формулам:
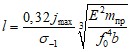 , (1)
, (1)
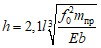 , (2)
, (2)
где ![]() - приведенная масса резонансной балки.
- приведенная масса резонансной балки.
(Измененная редакция, Изм. N 8).
2. Методика проведения испытаний
Приспособление с изделием крепится к столу вибростенда с помощью резонансной балки. Поиск резонансной частоты балки производят путем плавного изменения частоты в ожидаемой области резонанса при поддержании постоянной амплитуды ускорения в контрольной точке. При этом значение амплитуды ускорения устанавливается минимальным, но достаточным для выявления резонанса. После выявления резонансной частоты устанавливается амплитуда ускорения по требуемой степени жесткости, и далее проводят испытания по методике, изложенной в п. 2.15.
(Измененная редакция, Изм. N 6).
Приложение 9
Рекомендуемое
ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ
КОНТРОЛИРУЕМОГО УЧАСТКА (УЗЛА) ИЗДЕЛИЯ
В качестве контролируемого участка (узла) изделия рекомендуется выбирать участок (узел), имеющий наибольшую температуру, или температура которого является наиболее критичной для работоспособности изделия.
Температуру контролируемого участка (узла) изделия устанавливают на основании предварительных испытаний изделий опытного производства.
Одно или несколько изделий помещают в камеру, в которой имитируются условия свободного обмена воздуха. Температуру воздуха в камере повышают до повышенной рабочей температуры. На изделие (изделия) подают номинальную или максимально допустимую для данных изделий электрическую нагрузку или ток, соответствующие повышенной рабочей температуре. После достижения изделием теплового равновесия регистрируют температуру контролируемого узла изделия.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
