


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1 Ахметов переработки нефти и газа: Учебное пособие для вузов. Уфа: Гилем, 2002г.672с.
УДК 661.862.65:547.313
, ,
синтез алюмосиликатных катализаторов олигомеризации октена-1 с использованием нового источника кремния
Институт нефтехимии и катализа РАН, г. Уфа
E-mail: *****@***ru
Весьма перспективным считается использование мезопористых алюмосиликатов в нефтехимии взамен традиционных кислотных катализаторов в реакциях алкилирования ароматических углеводородов [1], олигомеризации лёгких олефинов в бензины и реактивное топливо [2].
Путем варьирования условий синтеза могут быть получены мезопористые алюмосиликаты с достаточно широким спектром физико-химических характеристик. Наибольший интерес для нефтехимии представляют материалы с диаметром пор от 25 до 500 Å, сопоставимым с размером молекул большинства веществ, входящих в состав нефтяного сырья.
Цель настоящей работы – получение мезопористых алюмосиликатов и изучение их активности в реакции олигомеризации октена-1.
Синтез алюмосиликатов осуществляли по запатентованной методике [3,4] с использованием в качестве источника SiO2 олигомерных этиловых эфиров ортокремниевой кислоты (этилсиликат-40, этилсиликат-32) и солей алюминия (хлорид, нитрат) в качестве источника Al2O3. Синтезирована серия алюмосиликатов с модулем SiO2/Al2O3 от 4 до 160.
Определены значения равновесных адсорбционных ёмкостей по парам С6Н6, н-С7Н16 при 20оС с помощью эксикаторного метода; значения удельной поверхности, суммарного объёма микро - и мезопор, его распределение по радиусу измеряли на объёмной вакуумной статической автоматизированной установке "Sorptomatic-1900" ("Fisons").
Показано, что полученные образцы алюмосиликатов являются микро-мезопористыми материалами с преобладанием мезопор с развитой поверхностью (Sуд. до 750 м2/г), большими удельным объёмом (Vs до 0,85 см3/г) и средним диаметром пор (D = 40 – 85 Å).
Каталитические свойства синтезированных алюмосиликатов оценивали в реакции олигомеризации октена-1. Эксперименты проводили во вращающемся термостатируемом автоклаве в интервале температур от 80 до 180оС, количестве катализатора от 1 до 10 мас.% в течение 8 часов без использования растворителя. Показано, что основными продуктами реакции являются изомеры октена (S=10-20%), димерная (S=40-60%) и тримерная (S=20-30%) фракции. Установлено, что наши образцы алюмосиликатов по каталитической активности в олигомеризации октена-1 сравнимы с цеолитом BETA (К до 100%).
Список литературы:
1 Perego C., Amarilli S., Caratti A., Flego C., Bellussi G.// Micropor. Mesopor. Mater. 19
2 Peratello S., Molinari M., Bellussi G., Perego C.// Catal. Today. Mater. 19
3 , , Дроздов . 2420455 РФ. 2009.
4 , , Дроздов . 2422361 РФ. 2009.
УДК 543.3:543.2
, ,
УТИЛИЗАЦИЯ ОТРАБОТАННОЙ СЕРНОЙ КИСЛОТЫ ПРОЦЕССА СЕРНОКИСЛОТНОГО АЛКИЛИРОВАНИЯ ИЗОАЛКАНОВ АЛКЕНАМИ С ПОЛУЧЕНИЕМ ТОВАРНЫХ ПРОДУКТОВ
Башкирский государственный университет, г. Уфа
E-mail: *****@***ru
Предприятия нефтеперерабатывающей и нефтехимической промышленности являются источниками образования крупнотоннажных отходов, большую долю среди которых составляют серосодержащие отходы, в том числе отработанная серная кислота процесса алкилирования изоалканов алкенами. Способы регенерации и утилизации серосодержащих отходов термическими, физико-химическими, химическими методами связаны со сложностью технологического оформления, образованием побочных продуктов и отходов, большими экономическими затратами на осуществление этих процессов.
Разработка новых и оптимизация существующих способов переработки и утилизации серосодержащих отходов нефтепереработки, а также вовлечение их в качестве сырьевых источников в процессы получения товарных продуктов является на сегодняшний день актуальной задачей.
В этой связи, исследовалась возможность вовлечения Н2SО4отр. в процессы получения сульфата натрия и сульфата аммония с выделением органической составляющей. Эксперимент осуществлялся при варьировании основных параметров соотношения «Н2SО4отр.:основание», в качестве основания использовались 10 % масс. раствор NaOH и 25 % масс. NH4OH, температуры и pH реакционной смеси. Экстракция органических примесей осуществлялась полярными растворителями, содержащими функциональные гидроксо - и кетонную группы. Реакционная смесь самопроизвольно разделялась на два слоя: нижний – насыщенный водный раствор соли (либо кристаллический осадок, либо насыщенный водный раствор соли с выпадающим осадком кристаллической соли) и верхний – смесь органической составляющей отработанной серной кислоты и экстрагента. Экстрагент из верхнего слоя отгонялся при определенной температуре и возвращался в цикл. Из насыщенного нижнего водного раствора осадок соли отделялся.
Установлено, что выход соли, а также форма ее выхода (кристаллы или насыщенный водный раствор) зависят от растворителя и его массовой доли в реакционной смеси.
Показана возможность использования органической составляющей в составах для нефтевытеснения, технических моющих средств и в качестве присадок, повышающих агрегативную устойчивость в топливных композициях, т. к. в ее состав входит до 23 % масс. сульфокислот, обладающих поверхностно-активными свойствами.
УДК 504.628.3
, ,
ХРОМЛИГНОСУЛЬФОНАТНЫЕ РЕАГЕНТЫ
НА ОСНОВЕ ЛИГНОСУЛЬФОНАТА НАТРИЯ С ВОВЛЕЧЕНИЕМ СЕРОСОДЕРЖАЩИХ ОТХОДОВ НЕФТЕПЕРЕРАБОТКИ
Башкирский государственный университет, г. Уфа
E-mail: *****@***ru
Получение хромлигносульфонатов, используемых в нефтедобыче для снижения вязкости рабочих жидкостей, связано с рядом проблем, таких как образование хромсодержащего отхода производства, неполное восстановление анионных соединений хрома в составе получаемого хромлигносульфоната и зависимость его качества от состава сырья – лигносульфоната натрия ЛСТ.
В этой связи, исследовалась возможность применения серосодержащих отходов НПЗ: сульфидно-щелочные стоки СЩС (с установок ЭЛОУ, АВТ) и сера элементарная (с установок гидроочистки, коксования и др.), которые имеют в своем составе соединения серы (S0, S-2), обладающие высокими восстановительными свойствами и могут быть использованы для решения проблем производства хромлигносульфонатов.
Эксперимент по получению серохромлигносульфонатных реагентов (ХЛС-М и ХЛС-S) осуществлялся при варьировании сырья (содержание редуцирующих веществ в ЛСТ – 3-16%), загрузки бихромата натрия (1,3-1,35 масс. ч.), количества сульфидно-щелочного стока (15-17 масс. ч.) и серы элементарной (0,2-2 масс. ч), температуры 30-50 оС.
Выявлены оптимальные количества введения сульфидно-щелочных стоков с содержанием серы сульфидной 7 г/л, при загрузке основных компонентов процесса; оптимальным является использование серы сульфидной в составе СЩС для получения ХЛС-М в количестве 0,2 % масс., по отношению к загрузке ЛСТ. При этом установлено, что введение 0,2 % масс. серы сульфидной при содержании ее в составе СЩС 7 г/л, позволяет полностью исключить применение свежей технической воды. При получении хромлигносульфоната ХЛС-S, использовали серу элементарную в виде тонкодисперсного порошка, оптимальное количество серы элементарной составило 1% масс. При этом достигается достаточно высокий показатель разжижения (более 55%) на сырье различного качества.
Показана принципиальная возможность вовлечения серосодержащих отходов (сульфидно-щелочные стоки и сера элементарная) нефтехимического комплекса в процесс получения хромлигносульфонатов в качестве реагентов-восстановителей токсичного шестивалентного хрома и положительное влияние на качественные характеристики опытных хромлигносульфонатов ХЛС-М и ХЛС-S (показатель разжижения увеличивается на 7-10%).
УДК 66.063.72:547.477.1
, ,
АЛЬТЕРНАТИВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ДИТРИОКТИЛЦИТРАТА ТЕРЕФТАЛЕВОЙ КИСЛОТЫ
Уфимский государственный нефтяной технический университет, г. Уфа
E-mail:amk41@mail.ru
Эфиры, полученные на основе лимонной кислоты обладают хорошими пластифицирующими свойствами [1], а также обладают высокой светостойкостью, меньшей летучестью, отсутствием запаха и малой токсичностью, что делает их перспективными для использования в пищевой и медицинской промышленности, а так же в производстве изделий из кожзаменителя.
Ранее нами был осуществлен синтез диэфира на основе триоктилцитрата и терефталоилхлорида, последний был выбран в качестве сырья, поскольку производится на . Получение подобных соединений, а именно эфиров на основе фталевой кислоты и алкилцитратов, исследование некоторых пластифицирующих свойств было сообщено в патенте [2].
В нашей работе был осуществлен поиск альтернативного пути получения ди(триоктилцитрат)терефталата. Изменили алгоритм получения целевого продукта, сперва было решено провести реакцию взаимодействия лимонной кислоты (предварительно обезвожив лимонную кислоту азеотропной перегонкой с петролейным эфиром) и терефталоилхлорида в присутствии пиридина, а затем полученный продукт этерифицировать октиловым спиртом. Смесь Лимонной кислоты и пиридина нагрели до 50С, поддерживая данную температуру, порциями добавляли терефталоилхлорид. Реакцию проводили 5 часов. Полученный продукт имеет шесть карбоксильных групп, что делает его высокополярным, гидрофильным и придает специфические свойства. В настоящее время мы ведем работы по оптимизации проведения синтеза, выделению и очистки целевого продукта.
Список литературы:
1 Citrate esters and methods: US Patent № 4711922; patented 12.08.1987.
2 Bis-citric acid esters: US Patent № 3239555; patented 8.03.1
УДК 332
СТРАТЕГИЧЕСКОЕ ПЛАНИРОВАНИЕ ИННОВАЦИОННОЙ ДЕЯТЕЛЬНОСТИ НЕФТЕПЕРЕРАБАТЫВАЮЩЕГО ПРЕДПРИЯТИЯ
ФГБОУ ВПО «Уфимский государственный нефтяной технический университет», г. Уфа
E-mail: *****@***ru
В данной статье рассматриваются вопросы стратегического планирования на предприятиях нефтеперерабатывающей промышленности, определено понятие инновационной стратегии, предложена схема разработки стратегии инновационного развития нефтеперерабатывающего предприятия.
В настоящее время одним из приоритетных направлений развития топливно-энергетического комплекса России является переход предприятий топливно-энергетического комплекса России на путь инновационного развития. Однако несмотря на осуществляемые проекты по модернизации и реконструкции, в российском нефтегазовом комплексе сохраняется ряд негативных тенденций, таких как достаточно низкие объемы финансирования НИОКР по сравнению с аналогичными затратами зарубежных компаний, низкая доля затрат на инновации в общем объеме отгруженной продукции (удельный вес затрат на технологические инновации в производстве кокса и нефтепродуктов в 2010 г. составил 1,3%, в химическом производстве – 3,1% [1, С. 408]) и др.
При разработке программ модернизации и повышения уровня технического развития предприятий большую роль играют вопросы стратегического планирования инновационного развития предприятия. В широком смысле стратегическое планирование инновационной деятельности направлено на достижение следующих целей: 1) эффективное распределение и использование ресурсов; 2) адаптация к внешней среде, когда ставится задача обеспечения эффективного приспособления портфеля проектов к изменению внешних факторов.
Под инновационной стратегией предприятия понимается комплекс мер по реализации инновационного потенциала предприятия для достижения целей инновационного развития. Предлагаемая схема разработки стратегии инновационного развития нефтеперерабатывающего предприятия включает следующие этапы [2, С. 13]:
1. Определение целей инновационного развития.
Для предприятий нефтеперерабатывающей отрасли целями инновационного развития могут выступать: повышение качества выпускаемых топлив до уровня стандартов Евро-4 и Евро-5; повышение глубины переработки нефти; увеличение отбора светлых нефтепродуктов; комплексное использование углеводородного сырья.
2. Оценка и анализ внешней среды с применением инструментов SWOT-анализа.
Одними из наиболее значимых факторов для нефтеперерабатывающих предприятий являются экономические факторы (цены на нефть и нефтепродукты на внешнем и внутреннем рынках, валютный курс, таможенные пошлины, акцизы и др.), а также правовая и политическая среда (государственное регулирование в области ценообразования, налогообложения, др.), технологические факторы (в том числе инновационные разработки, объемы финансирования НИОКР и т. д.). Инновационно-инвестиционные проекты в нефтегазовом комплексе носят долгосрочный характер и отличаются высокой капиталоемкостью. Для многолетних проектов важным является учет состояния рынка.
3. Анализ инновационного развития предприятия.
На этом этапе необходимо определить состояние ключевых показателей инновационной активности: удельный вес затрат на НИОКР и технологические инновации в объеме товарной продукции; удельный вес затрат на приобретение машин и оборудования, связанных с модернизацией производства, в объеме инвестиций в основной капитал; доля доходов от НИОКР и технологических инноваций в общих доходах предприятия; срок окупаемости и рентабельность затрат на инновации и другие.
Для нефтеперерабатывающих предприятий показатели, характеризующие уровень инновационного развития могут включать следующие индикаторы: глубина переработки нефти; выход светлых нефтепродуктов; индекс Нельсона, соответствие выпускаемых нефтепродуктов мировым стандартам качества и др.
4. Разработка сценариев инновационного развития и оценка приоритетов развития.
5. Формирование системы ресурсного обеспечения стратегии инновационного развития.
6. Оценка эффективности стратегии инновационного развития.
Таким образом, стратегическое планирование инновационной деятельности должно опираться на тщательный анализ внутренней и внешней среды, то есть необходимо постоянно отслеживать те изменения, которые произошли или могут произойти, исследовать их влияние на достижение конкретной цели. Подобная схема разработки стратегии позволяет на основе анализа существующего положения предприятия на рынке, определить возможные направления его развития при наиболее эффективном использовании ресурсов.
Список литературы:
1 Россия в цифрах. 2012: Крат. стат. сб. / Росстат – М., 2012. – 573 с.
2 Крылова разработки инновационной стратегии развития промышленного предприятия (на материалах предприятий промышленности строительных материалов Республики Татарстан) / Автореферат на соискание канд. экон. наук. – Казань, 2008. – 20 с.
УДК 54.057, 546.05, 544.478
,
СИНТЕЗ И СВОЙСТВА ВЫСОКОЭФФЕКТИВНОГО КАТАЛИЗАТОРА НА ОСНОВЕ ЦЕОЛИТА ТИПА OFF
Федеральное государственное бюджетное учреждение науки Институт нефтехимии и катализа РАН, г. Уфа
E-mail: *****@***ru
Широкие возможности разработки новых высокоэффективных катализаторов для различных процессов нефтепереработки и нефтехимии появились в последние годы в связи с освоением синтеза высоко - и среднекремнеземных цеолитов. Интерес к этим семействам цеолитов обусловлен их уникальными каталитическими свойствами. Их применение наиболее перспективно в процессах крекинга, гидрокрекинга, изомеризации, алкилирования, ароматизации. Одним из таких цеолитов является цеолит типа OFF.
Целью данных исследований является изучение влияния условий кри-сталлизации (состав реакционной смеси, температура и продолжительность) цеолита типа OFF на свойства конечного продукта.
Основными кристаллообразующими компонентами структуры цеолита типа OFF являются оксиды: SiO2, Аl2O3, Na2O, K2O, H2O, R2O, где R — органический катион. Для получения реакционной смеси при синтезе цеолита типа OFF использовали следующие исходные реагенты: алюминат натрия, силиказоль, гидроксиды натрия и калия, а в качестве структуро - определяющего агента (темплата) - соль или гидроксид тетраметиламмония.
В рамках данной работы были изучены кинетические закономерности кристаллизации цеолита типа OFF в следующем диапазоне состава реакцион-ной смеси: (0,78-1,6)R2O * (3,7-4,7)Na2O * (5,5-6,1)K2O * Al2O3 * (26,0-28,0)SiO2 * (444,0-448,0)H2O при температурах 98-1500С.
Установлено, что для образования цеолита типа OFF высокой фазовой чистоты и степени кристалличности при температуре 980С необходимо около 192 часов, а при повышении температуры до 1500С достаточно 96 часов.
Обнаружено, что добавление затравки в количестве 10% от массы реак-ционной смеси позволяет сократить время кристаллизации до 144 часов.
Для получения каталитически активной формы цеолита типа OFF образцы прокаливали на воздухе при 5500С для удаления темплата, затем проводили последовательные ионные обмены в 0,1М растворе нитрата, с последующей термообработкой для получения Н-формы цеолита типа OFF.
Полученные образцы были испытаны в реакции алкилирования бензола этанолом при 2500С, давлении 1атм, отношении бензол/ этанол = 7/1 и объемной скорости 4 ч-1. Установлено, что с увеличением степени обмена селективность превращения бензола в этилбензол повышается и достигает 92% при степени обмена 0,95.
УДК 661.162.2
РАЗРАБОТКА МЕТОДОВ ПОЛУЧЕНИЯ
2,4-ДИХЛОРФЕНОКСИУКСУСНОЙ КИСЛОТЫ
УГНТУ, г. Уфа
E-mail: *****@***ru
2,4-дихлорфеноксиуксусная кислота (2,4-Д) занимает одну из лидирующих позиций по масштабам применения среди средств химической защиты растений [1]. Целью работы является разработка новой методики получения 2,4-Д, обеспечивающей высокую технологичность, экономичность и экологическую безопасность производства.
Принципиально возможны две достаточно технологичные схемы получения 2,4-Д. Первая схема включает стадии хлорирования фенола, разделения хлорированных фенолов и выделения высокотоксичных примесей, щелочную конденсацию 2,4-дихлорфенола с монохлоруксусной кислотой с последующей стадией выделения товарной кислоты. Согласно второй схеме на первой стадии происходит конденсация фенола с монохлоруксусной кислотой, а затем хлорирование образовавшейся феноксиуксусной кислоты (ФУК) до
2,4-Д. Второй вариант имеет преимущества перед первым, так как исключено образование токсичных диоксинов, что положительно сказывается на экологичности процесса.
Долгое время хлорирование ФУК осуществлялось в растворе, то есть в системе жидкость – газ. Применение растворителя подразумевает дополнительные затраты на его производство или приобретение, установку систем выделения продуктов реакции и регенерации растворителя, также это влечет за собой увеличение выбросов в сточные воды. По этой причине из экономических соображений на в промышленном масштабе был реализован первый вариант. В последнее время появились данные о возможности хлорирования ФУК в системе твердое тело – твердое тело и, в частности, хлорирование ФУК гипохлоритом кальция в условиях механохимической активации. Качество 2,4-Д, получаемой по этому варианту, значительно выше, чем в промышленном методе получения [2].
В настоящее время самый большой интерес представляет разработка метода хлорирования ФУК газообразным хлором в системе твердое тело – газ в условиях механохимической активации. Такие процессы в литературе не описаны, но представляются чрезвычайно перспективными. Принципиальная возможность протекания реакции хлорирования при комнатной температуре уже установлена [2]. Необходимо исследовать и оптимизировать этот процесс.
Список литературы:
1 . Пестициды и регуляторы роста растений: Справ. изд./ , , – М., Химия,1995. – 576 с.
2 Исследование процессов механохимии. Отчет. НИТИГ, 2011.
УДК 665.652.4
, ,
,
ВЛИЯНИЕ ИЗОПЕНТАНА НА ПРОЦЕСС ИЗОМЕРИЗАЦИИ ЛЕГКИХ АЛКАНОВ В СРЕДЕ ИОННЫХ ЖИДКОСТЕЙ
Уфимский государственный нефтяной технический университет, г. Уфа
E-mail: *****@***ru
Процесс изомеризации пентан-гексановых фракций приобретает все большее значение в производстве моторных топлив и становится “бензиновым” процессом за счет значительного повышения октанового числа легких алканов.
Несмотря на разнообразие промышленных катализаторов, применяемых для процесса изомеризации легких алканов, необходимо разработка каталитических систем, позволяющих проводить процесс при более низких температурах, что позволит повысить селективность по разветвленным алканам. Известно, что применение жидких суперкислот в качестве катализаторов изомеризации вызывает серьезные технологические затруднения, связанные с их низкой стабильностью, коррозионной активностью.
Авторами были изучены каталитические среды, которые сочетали бы в себе свойства жидких кислот, но были бы экологически безопасными. Одно из таких направлений – ионные жидкости, расплавы солей, которые являются жидкостями при температуре ниже 1000С, состоящие из гетероорганического катиона и неорганического аниона.
Исследован процесс изомеризации н-гексана в среде ионной жидкости обладающей повышенными кислотными свойствами. Хлоралюминатную ионную жидкость синтезировали по методике разработанной нами ранее. Изомеризацию н-гексана проводили при температуре 300С, соотношении катализатора к сырью 1-1, частоте вращения 1200 об./мин.
Рисунок 1 – Зависимость показателей процесса изомеризации н-гексана от времени контакта в присутствии ионной жидкости.
Полученные результаты показывают, что ионные жидкости в мягких условиях способны эффективно катализировать изомеризацию н-гексана, что скорее всего связано с явлением суперкислотности. Однако для достижения высоких значений глубины изомеризации необходимо значительное время порядка 5-6 ч. Данные анализов реакционной массы показали, что длительное время контакта катализатора и субстрата способствует наряду с ускорением целевых реакций более существенному усилению побочных реакций крекинга и диспропорционирования, что негативно влияет на селективность и выход изомеризата. В связи с этим дальнейшие исследования были направлены нами на изучение влияния изокомпонентов как потенциальных инициаторов процесса изомеризации н-алканов в среде хлоралюминатных ионных жидкостей
Были подготовлены модельные смеси н-гексана с изокомпонентом, который содержится в промышленных пентан-гексановых фракциях, изопентаном. Количество добавки варьировалось в интервале от 0 до 20% мас. Исследования проводились при времени контакта 1 ч, температуре 300С, соотношении катализатора к субстрату 1–1.
На рисунке 2 представлены показатели процесса изомеризации н-гексана в зависимости от содержания изопентана в сырье.
Рисунок 2 – Зависимость показателей процесса изомеризации н-гексана от содержания изопентана в сырье.
При концентрации изопентана в сырье 10% мас. происходит существенный рост показателей процесса; конверсия равна 67% мас., выхода изомеризата – 56% мас. Селективность по жидким изокомпонентам практически не изменяется и находится в интервале 80-85% мас Рис.2.(кривая SИзоС5+). При этом селективность образования изогексанов снижается с 70 до 30% мас. Рис. 6 (кривая - изогексаны).
Результаты исследований показали, перспективность процесса изомеризации н-алканов в среде ионной жидкости, которая проявила высокие показатели селективности образования изокомпонентов.
УДК 6
ПОДГОТОВКА НЕФТИ НА ПРОМЫСЛАХ
Уфимский государственный нефтяной технический университет, г. Уфа
E-mail: rust_89_08@mail.ru
Из нефтяных скважин извлекается сложная смесь, состоящая из нефти, попутного нефтяного газа, воды и механических примесей.
Эти причины указывают на необходимость подготовки нефти к транспорту перед подачей их в магистральные трубопроводы.
Легкие фракции нефти (углеводородные газы от этана до пентана) являются ценным сырьем для нефтехимической промышленности, из которого получаются такие продукты, как растворители, жидкие моторные топлива, спирты, синтетический каучук, удобрения, искусственное волокно и другие продукты органического синтеза, широко применяемые в промышленности. Поэтому необходимо стремиться к снижению потерь легких фракций из нефти и к сохранению всех углеводородов, извлекаемых из нефтеносного горизонта для последующей их переработки.
Присутствие твердых частиц приводит к быстрому износу оборудования и трубопроводов, скапливаясь на отдельных участках трубопровода, они сужают его поперечное сечение.
В настоящее время комплексную подготовку нефти и газа проводят на промыслах, поэтому на основных нефтяных месторождениях созданы комплексные установки по подготовке нефти и газа, которые объединяют процессы удаления механических примесей, обезвоживания, обессоливания, стабилизации и очистки.
Для стабилизации нефти на промыслах используют в основном метод сепарации. Применяют сепараторы различных конструкций, из которых наибольшее распространение получили гравитационные, жалюзийные и центробежные (гидроциклонные).
Однако метод сепарации не позволяет в полной мере удалить легкие фракции из нефти и удовлетворять требованиям ГОСТ [1]. Поэтому при движении нефти от забоя скважины до нефтеперерабатывающего завода из-за недостаточной герметизации систем сбора, транспорта и хранения теряются растворенные в ней газы и происходят значительные потери легких нефтяных фракций. При испарении легких фракций, таких как метан, этан и пропан, частично уносятся и более тяжелые углеводороды (бутан, пентан и др.).
Следовательно, разработка более эффективных способов стабилизации нефти, соответствующей требованиям ГОСТ, является актуальной задачей.
Для стабилизации нефти разработан способ с использованием энергоэффективных сложных колонн.
Список литературы:
1 ГОСТ Р 51858. Нефть. Общие технические условия. М.: ИПК Изд-во стандартов, 2006.
УДК 621.791/1792:658.56
ОБЛАСТИ АНОМАЛЬНОГО ИЗМЕНЕНИЯ МАГНИТНОГО ПОЛЯ РАССЕИВАНИЯ В ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧКАХ
Ухтинский государственный технический университет, г. Ухта
E-mail:miikov@ya.ru
Горизонтальные цилиндрические резервуары являются очень тонкой оболочкой, средней длины, и работают, как правило, в условиях изгиба. Цилиндрические резервуары применяются на нефтебазах и хранилищах. Данные [1] показывают, что фактическая начальная погибь не имеет регулярного характера вдоль образующих. Наоборот, довольно типичны осесимметричные вмятины, расположенные по какой-либо направляющей окружности (вдоль кольцевого сварного шва, в зоне колец жесткости, и т. п.). По результатам же исследования методом МПМ, установлено, что характер распределения магнитного поля Нр вдоль обечаек резервуаров, имеет явно выраженную периодичность. При потере устойчивости резервуара РГС-100, имеющего семь вертикальных швов, работающих как ребра жесткости, изгиб оболочки по расчету [1] должен произойти по 7 полуволнам, длина полуволны составляет 1,5 м.
На рисунке 1 приведен участок обечайки резервуара РГС-100 (диаметр 3200 мм, длина листа обечайки 5000 мм, ширина листа обечайки 1500 мм, сталь Ст3) с характеристикой напряженно-деформированного состояния резервуара и распределением магнитного поля Нр по длине и периметру.
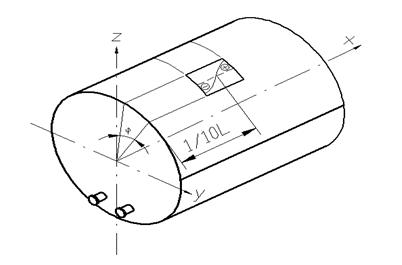
Рисунок 1 - Распределение тангенциальной (Нх) составляющей поля рассеивания, зафиксированной на обечайках резервуара
Расположение линии Нр=0 вдоль периметра оказались направленными примерно под углом 45 градусов к оси резервуара. Такие сечения соответствуют площадкам скольжения, согласно сопромату [2], где действуют максимальные касательные напряжения (τ), равные по величине максимальным нормальным напряжением (σ). В исследованиях [3], показано, что угол наклона площадок скольжения к оси нагрузки N может изменяться в зависимости от вида деформации. Угол наклона площадки скольжения для деформации растяжения достигает 45 градусов, а для деформации сжатия – 70 градусов.
На фрагменте, представленном на рисунке 2, видно, что расстояние между экстремальными значениями поля Нр является кратным толщине стенки обечайки резервуара (δст=8мм). Эти расстояния фиксировались по расположению линий Нр=0, соответствующих площадкам скольжения.
Данные примеры на качественном уровне, характеризует соответствие в распределении полей деформации и напряженности магнитного поля на участках резервуара с зонами КН.
![]()
|


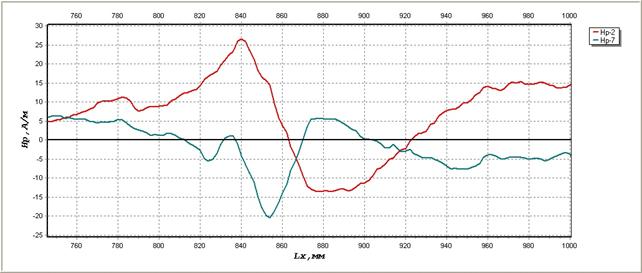
Рисунок 2 - Магнитограмма распределения поля Нр обечайки резервуара РГС-100 №3: Нр – напряженность магнитного поля рассеивания, А/м; Lх – длина просканированного участка, мм
Таким образом, можно сделать заключение о том, что при работе резервуара происходит потеря устойчивости с образованием линий деформаций, расстояние между которыми определено типоразмером листа обечайки, а более конкретно, соотношением его средней длины и толщины стенки. Этот вывод хорошо согласуется с положениями теории устойчивости цилиндрических оболочек.
Список литературы:
1 1 , , Соколов металлические конструкции. – М.: Стройиздат, 1970. – 488 с.
2 Сопротивление материалов: учеб. для студентов высш. учеб. Заведений / , , ; под ред. . – 5-е изд. перераб. и доп. – Киев: Вища шк. Головное изд-во, 1986. – 775 с.
3 , Дубов основы метода магнитной памяти металла. - М.: , 20с.
УДК 66.095.5
, ,
ЭНЕРГИЯ АКТИВИРОВАННОГО КОМПЛЕКСА И
КОМПЕНСАЦИОННЫЙ ЭФФЕКТ ХИМИЧЕСКИХ РЕАКЦИЙ
Уфимский государственный университет экономики и сервиса,
«Нефтехимтехнологии»,г. Стерлитамак
E-mail:dinara441@mail.ru
Нами принято, что в ходе любого химического акта образуются два последовательных активированных комплекса, каждый из которых по конфигурации схож со структурой исходных реагентами и со структурой продуктов синтеза. Кроме того, активированный комплекс, представляет собой комбинацию двух или трех пар атомов, сорбированных друг в друга определенным ориентированным образом в некоторую конфигурацию со свойственным им определенным запасом энергии, достаточным для перехода их в продукты реакции данного элементарного процесса. Так как практически любая химическая реакция равновесная, то для протекания обратной реакции также должны соблюдаться аналогичные, но не одинаковые, требования по геометрическим и энергетическим составляющим второго комплекса. Для достижения ими превращения необходимого суммарного уровня энергии недостаточно для превращения активированных частей химических связей двух атомов молекул обратимых реакций сырье ![]() продукт. Для этого существенно, чтобы энергия определенным образом распределялась внутри двух разных комплексов, причем внутри таких активированных молекул энергия сосредоточилась на тех химических связях, разрыв или взаимодействие которых определяют направление данного химического превращения. Следовательно, любая траектория, описывающая изменение реагирующих частиц, в двух комплексах которой не достигается состояние, отвечающее конфигурации двух комплексов, даже если запас энергии превышает необходимый, не может довести систему до химического превращения. Внутри активированных частиц возможно последующее перераспределение энергии, например, вследствие столкновений они могут изменить конфигурацию и перейти в состояние активированных комплексов, либо, отдав избыток энергии, возвратиться в исходное состояние. Само понятие активированных комплексов предусматривает обязательное последовательное образование двух превращений в данной элементарной реакции. Если частицы, принявшие конфигурацию двух активированных комплексов с соответствующим запасом энергии, возвратятся в исходное состояние, то они не будут активированными комплексами, поэтому равновесная реакция не произойдет и система возвратится в исходное состояние. При образовании двух последовательных активированных комплексов лимитирующей стадией является та, которая протекает с затратой большей кинетической энергии. В качестве примера рассмотрим реакции вида:
продукт. Для этого существенно, чтобы энергия определенным образом распределялась внутри двух разных комплексов, причем внутри таких активированных молекул энергия сосредоточилась на тех химических связях, разрыв или взаимодействие которых определяют направление данного химического превращения. Следовательно, любая траектория, описывающая изменение реагирующих частиц, в двух комплексах которой не достигается состояние, отвечающее конфигурации двух комплексов, даже если запас энергии превышает необходимый, не может довести систему до химического превращения. Внутри активированных частиц возможно последующее перераспределение энергии, например, вследствие столкновений они могут изменить конфигурацию и перейти в состояние активированных комплексов, либо, отдав избыток энергии, возвратиться в исходное состояние. Само понятие активированных комплексов предусматривает обязательное последовательное образование двух превращений в данной элементарной реакции. Если частицы, принявшие конфигурацию двух активированных комплексов с соответствующим запасом энергии, возвратятся в исходное состояние, то они не будут активированными комплексами, поэтому равновесная реакция не произойдет и система возвратится в исходное состояние. При образовании двух последовательных активированных комплексов лимитирующей стадией является та, которая протекает с затратой большей кинетической энергии. В качестве примера рассмотрим реакции вида:
![]()
Для того чтобы понять механизм указанной реакции, необходимо зафиксировать координаты расположения указанных молекул, например, по отношению к одному атому водорода. Так как любое изменение положения атомов, молекул требует затраты кинетической энергии, которая переходит в потенциальную и фиксируется в виде их расположения по отношению к началу отсчета.
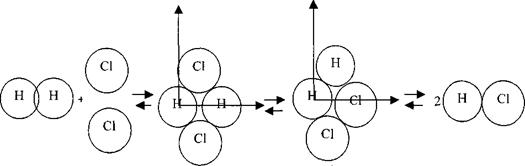
комплекс I комплекс II
Состояние атомов по отношению к атому водорода, находящегося в начале координат отсчета, образующих комплексы I, II, отличаются как геометрически, так и энергетическими составляющими. Кроме того, переход комплекс I ![]() комплекс II требует вращения атомов и их химических связей на 90°, на что требуется также затрата внутренней энергии (
комплекс II требует вращения атомов и их химических связей на 90°, на что требуется также затрата внутренней энергии (![]() ). Поэтому для осуществления любой равновесной реакции необходима затрата энергии (
). Поэтому для осуществления любой равновесной реакции необходима затрата энергии (![]() ) не только на образование двух активированных комплексов, но и на их вращение и на взаимную ориентацию атомов. Отличительной особенностью активированных комплексов друг от друга заключается в том, что комплекс I образуется из четырех атомов и двух химических связей геометрически и энергетически схожих атомам и химическим связям исходного сырья. Аналогично, комплекс II по аналогичным показателям схож с атомами и химическими связями атомов продукта реакции. В состоянии химического равновесия количества активированных комплексов, образующихся в обоих направлениях в единицу времени равны, что выражается равенством скоростей прямой и обратной реакций. Тогда количество активированных комплексов, образующихся в прямой реакции, должно быть равно половине общего количества их, возникающих в единицу времени. Таким образом, в активированном комплексе избыток энергии сконцентрирован по определенным степеням свободы, соответствующим направлению превращения в продукты реакции. Само понятие активированных комплексов предусматривает обязательное их превращение в продукты данной элементарной реакции (при адиабатическом протекании). Если частицы, принявшие конфигурацию активированного комплекса с соответствующим запасом энергии, возвратятся в исходное состояние, они не будут активированными комплексами и не учитываются в расчетах. Если максимальный уровень энергии промежуточных соединений реагирующих частиц хотя бы на бесконечно малую величину не доходит до энергетического уровня активированного комплекса, то реакция не произойдет и система возвратится в исходное состояние. Поэтому сам факт образования активированного комплекса и служит необходимым условием осуществления данного элементарного акта. Активированный комплекс образуется и разлагается, превращаясь в продукты реакции в одном элементарном акте, и в этом заключается коренное отличие активированного комплекса от промежуточных соединений, которые могут быть обнаружены. Делая попытку расчета количества активированных комплексов, образующихся в единицу времени в заданных условиях, мы пытаемся предсказать скорость элементарной реакции. Если реагирует 1 мкмоль исходных частиц и доля их, превращающихся в продукты реакции в единице времени составляет лишь 10-7, то она эквивалентна количеству возникающих активированных комплексов, превышающих 1010. Статистика Максвелла-Больцмана гласит, что протекание данной реакции происходит без нарушения равновесия. Это означает, что в превращении участвует малая доля всех частиц, и превращение протекает так медленно (т. е. не мгновенно), что статическое равновесие успевает восстановиться, время релаксации достаточно мало. Протекание реакции рассматривается как непрерывное изменение конфигурации частиц по ее координате с соответствующим изменением энергии вплоть до возникновения конфигурации активированного комплекса и его дальнейшего превращения в продукты реакции.
) не только на образование двух активированных комплексов, но и на их вращение и на взаимную ориентацию атомов. Отличительной особенностью активированных комплексов друг от друга заключается в том, что комплекс I образуется из четырех атомов и двух химических связей геометрически и энергетически схожих атомам и химическим связям исходного сырья. Аналогично, комплекс II по аналогичным показателям схож с атомами и химическими связями атомов продукта реакции. В состоянии химического равновесия количества активированных комплексов, образующихся в обоих направлениях в единицу времени равны, что выражается равенством скоростей прямой и обратной реакций. Тогда количество активированных комплексов, образующихся в прямой реакции, должно быть равно половине общего количества их, возникающих в единицу времени. Таким образом, в активированном комплексе избыток энергии сконцентрирован по определенным степеням свободы, соответствующим направлению превращения в продукты реакции. Само понятие активированных комплексов предусматривает обязательное их превращение в продукты данной элементарной реакции (при адиабатическом протекании). Если частицы, принявшие конфигурацию активированного комплекса с соответствующим запасом энергии, возвратятся в исходное состояние, они не будут активированными комплексами и не учитываются в расчетах. Если максимальный уровень энергии промежуточных соединений реагирующих частиц хотя бы на бесконечно малую величину не доходит до энергетического уровня активированного комплекса, то реакция не произойдет и система возвратится в исходное состояние. Поэтому сам факт образования активированного комплекса и служит необходимым условием осуществления данного элементарного акта. Активированный комплекс образуется и разлагается, превращаясь в продукты реакции в одном элементарном акте, и в этом заключается коренное отличие активированного комплекса от промежуточных соединений, которые могут быть обнаружены. Делая попытку расчета количества активированных комплексов, образующихся в единицу времени в заданных условиях, мы пытаемся предсказать скорость элементарной реакции. Если реагирует 1 мкмоль исходных частиц и доля их, превращающихся в продукты реакции в единице времени составляет лишь 10-7, то она эквивалентна количеству возникающих активированных комплексов, превышающих 1010. Статистика Максвелла-Больцмана гласит, что протекание данной реакции происходит без нарушения равновесия. Это означает, что в превращении участвует малая доля всех частиц, и превращение протекает так медленно (т. е. не мгновенно), что статическое равновесие успевает восстановиться, время релаксации достаточно мало. Протекание реакции рассматривается как непрерывное изменение конфигурации частиц по ее координате с соответствующим изменением энергии вплоть до возникновения конфигурации активированного комплекса и его дальнейшего превращения в продукты реакции.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 |
