


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Окисление проводили в реакторе манометрической установки, позволяющей фиксировать изменение объема поглощенного в результате реакции кислорода как функцию времени [2].
Окисление этилбензола инициировали системой ROOH (гидропероксид этилбензола (ГПЭБ), пероксид дикумила (ПДК)) - катализатор.
Начальная скорость радикально-цепного окисления стирола выражается через концентрацию ЭБ [RH] и скорость инициирования Wi формулой:
W0 = [RH]·(k2/√k6)·(√Wi) (1)
k2/√k6 – отношение констант продолжения и обрыва цепи окисления,
[RH] – концентрация этилбензола, моль/л
Wi – скорость инициирования.
По тангенсам угла наклона кинетических кривых поглощения кислорода были рассчитаны скорости окисления ЭБ в присутствии различных катионных ПАВ, которые представлены в таблице 1.
В результате экспериментов установлено, что при добавлении катионных ПАВ происходит значительное увеличение скорости окисления углеводорода по сравнению с автоокислением ЭБ.
Из полученных результатов видно, что все катализаторы ускоряют распад стандартного инициатора радикально-цепных реакции - пероксида дикумила.
Как видно, в присутствии катализаторов сильно увеличивается скорость гомолитического распада ГПЭБ, в зависимости от природы ПАВ, в 4 ÷ 30 раз.
Таблица 1 - Скорости окисления ЭБ в присутствии различных катионных ПАВ. [ЭБ]0 = 2,45 моль/л; [ПДК]0 = 2·10-2 моль/л, [катализатор]0 = 1·10-3 моль/л, [ГПЭБ]0 = 8,32·10-3 моль/л, Т = 100˚С
Компоненты реакционной массы | Начальные скорости окисления W0 (·106), моль/л·сек | |||
Без кат. | катализаторы | |||
КАТАПАВ | ТОБАХ | АЛКАПАВ | ||
ЭБ+ПДК | 1,74 | - | - | - |
ЭБ+ПДК+ГПЭБ | 7,48 | - | - | - |
ЭБ+катализатор+ПДК | - | 6,32 | 3,01 | 4,94 |
ЭБ+катализатор+ГПЭБ+ПДК | - | 20,26 | 17,02 | 10,27 |
ЭБ+катализатор+ГПЭБ | - | 11,39 | 11,18 | 7,01 |
При сравнении скоростей окисления видно, что активность в процессе окисления уменьшается в ряду КАТАПАВ>ТОБАХ>АЛКАПАВ.
Мы предполагаем, что фактором, определяющим тип распада, является физическая ориентация пероксида по отношению к ПАВ. В случае катионного ПАВ оптимальное по энергии взаимное расположение катионного ПАВ и гидропероксида, вероятно, таково, что О-О связь оказывается ориентированной в поле между положительно заряженным катионом и противоионом — то есть, активируется в сильном электростатическом поле слоя катионного ПАВ и удлиняется, претерпевает облегченный распад с образованием свободных радикалов.
Список литературы:
1 , [и др.] // Вестник моск. ун-та. Сер. 2. химияТ. 51. - № 3. - С. 246.
2 Эммануэль реакции окисления углеводородов в жидкой фазе / , , – М.: Наука, 1965. – 376 с.
УДК 665.62
СОЦИАЛЬНО - ЭКОЛОГИЧЕСКИЙ АНАЛИЗ СИТУАЦИИ В НЕФТЕПЕРЕРАБАТЫВАЮЩЕМ СЕКТОРЕ РФ
Уфимский государственный нефтяной технический университет, г. Уфа
В исследовании анализируется ситуация, сложившаяся в российской нефтеперерабатывающей промышленности в постсоветский период, и ее последствия для окружающей среды. Рассмотрены особенности государственного регулирования в сфере производства и потребления нефтепродуктов и возможные пути его развития с целью стимулирования производства в России моторных топлив более высокого качества. Представлены результаты опроса отечественных нефтеперерабатывающих компаний, и выявлены возможности «экологизации» отрасли. Подчеркнуты растущий потенциал и важность повышения экологической ответственности в сфере конечного потребления нефтепродуктов.
Проблематика нефтеперерабатывающей промышленности России:
1 Устаревание НПЗ
2 Низкая глубина переработки нефти
3 Низкая загрузка производственных мощностей
4 Дефицит мощностей по вторичной переработке нефти
5 Слабое использование современных технологических процессов
6 Нерациональное размещение предприятий отрасли по регионам России, и чрезмерная удаленность заводов от рынков сбыта
7 Несбалансированность спроса и предложения по федеральным округам.
8 Низкая доля нефтяного сырья, используемого для получения продукции нефтехимии
9 Неразвитая система нефтепродуктопроводов.
10 Существенное превышение объема экспорта нефти над экспортом нефтепродуктов.
11 Неэффективная структура экспорта нефтепродуктов.
12 Высокая нагрузка на окружающую среду.
Для решения вышеназванных проблем необходимо провести широкомасштабную модернизацию НПЗ и резко повысить качество нефтепродуктов. Развитие современных нефтеперерабатывающих производств и нефтехимической промышленности, а также переход от экспорта сырья к экспорту готовой продукции позволит России отойти от статуса в основном сырьевого поставщика для развитого мира и получать существенно более высокие доходы от экспорта. Модернизация нефтепереработки и развитие нефтехимии позволит эффективно использовать два важнейших конкурентных преимущества России: высокий научно-технический потенциал и богатые углеводородные запасы. В сфере нефтепереработки применение последних достижений научно-технического прогресса принесет осязаемый коммерческий результат, поскольку позволит предлагать на внутреннем и мировом рынках существенно более дорогую и качественную продукцию. Потребуются как использование инструментов госрегулирования, так и запуск рыночных механизмов экологизации конечного спроса. В комплексе, эти меры создадут необходимый стимул для необходимых многомиллиардных инвестиций в модернизацию существующих и строительство новых, современных НПЗ в России.
Список литературы
1 Дуплякин проблемы российской нефтепереработки и отдельные задачи её развития. // Рос. Хим. Ж. – 2007. – т. LI.- №4.
2 Нефедов переработка нефтяных остатков как стратегическое направление развития нефтеперерабатывающей промышленности России в гг. // Катализ в промышленности.-2010.-№4.
3 Шмат нефтепереработка: мазут не сдается. Ж. Эко. – 2012. - №8.
УДК 665.664
,
ИЗОМЕРИЗАЦИЯ ПЕНТАН-ГЕКСАНОВОЙ ФРАКЦИИ
Уфимский государственный нефтяной технический университет, г. Уфа
E-mail: alfa348@yandex.ru
Процесс изомеризации является одним из самых рентабельных способов получения высокооктановых компонентов бензинов с улучшенными экологическими свойствами. Актуальность установок изомеризации также возросла с введением новых сверхжестких ограничений на экологические свойства автомобильных бензинов, включая ограничение по фракционному составу, содержанию ароматических соединений и бензола. Установки изомеризации позволяют получить топливо с характеристиками, отвечающими жестким стандартам ЕВРО-4 и ЕВРО-5.
Целью работы является выбор оптимальной технологической схемы и температуры процесса.
Известны способы низко-, средне - и высокотемпературной изомеризации.[1] От температуры ведения процесса изомеризации зависит основной показатель – октановое число получаемого изомеризата.
Наибольшее распространение получили следующие схемы изомеризации[2]:
«Однопроходная» схема – экономически эффективная схема без рециркуляции.
Схема с колонной деизопентанизации (ДИП). В этой схеме до изомеризации с помощью колонны ДИП выделяют из сырья высокооктановый изопентан, который далее смешивается и изоризатом.
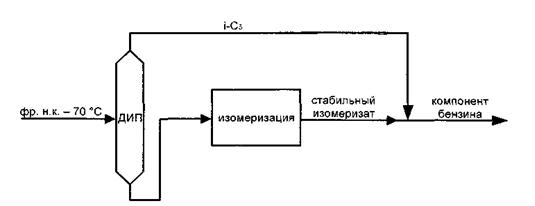
Схема с деизопентановой колонной и рециркуляцией н-пентана. В этой схеме пентановая колонна расположена после блока изомеризации. В верхней части колонны выделяется непрореагировавший н-пентан, который возвращается в блок изомеризации.
Схема с колонной деизогексанозации (ДИГ) после реактора изомеризации. При этом непрореагировавшие низкооктановые компоненты (метилциклопентан и н-гексан) рециркулируются в реактор. Однако данная схема позволяет увеличить конверсию гексанов, но не повышает содержание изопентанов в продукте.
«Однопроходная» схема отличается наименьшими капитальными и эксплуатационными затратами, но получается изокомпонент с ИОЧ от 82-84 пунктов.
Схема с деизопентановой колонной и рециркуляцией н-пентана применяется для переработки сырья с содержанием пентанов 50-60%. ИОЧ изокомпонента 84-85 пунктов.
Схема с колонной деизогексанозации является оптимальным технологическим решение для переработки сырья с содержанием гексанов 50-70% и высоким содержанием примесей углеводородов С7+ и бензола. Обеспечивает получение изокомпонента с ИОЧ 87-88 пунктов.
Дооборудование схемы с колонной деизогексанозации колонной с деизопентанизацией сырья позволяет снизить нагрузку на реакторный блок, повысить глубину изомеризации пентана. ИОЧ изокомпонента составляет 89-90 пунктов. Этот вариант установки считается одним из наиболее оптимальных технологических решений.
Список литературы
1 , Мхитарова как эффективный путь производства высокооктановых компонентов бензина // Информационно-аналитический обзор. М.: ЦНИИТЭнефтехим, 2005. – 80 с.
2 Бруно Домерг, Лоран Ватрипон. Дальнейшее развитие технологии изомеризации парафинов // Нефтепереработа и нефтехимия – 2001. – № 4. – c. 15-27.
УДК 661.862.65:547.313
, ,
синтез алюмосиликатных катализаторов олигомеризации октена-1 с использованием нового источника кремния
Институт нефтехимии и катализа РАН, г. Уфа
E-mail: *****@***ru
Весьма перспективным считается использование мезопористых алюмосиликатов в нефтехимии взамен традиционных кислотных катализаторов в реакциях алкилирования ароматических углеводородов [1], олигомеризации лёгких олефинов в бензины и реактивное топливо [2].
Путем варьирования условий синтеза могут быть получены мезопористые алюмосиликаты с достаточно широким спектром физико-химических характеристик. Наибольший интерес для нефтехимии представляют материалы с диаметром пор от 25 до 500 Å, сопоставимым с размером молекул большинства веществ, входящих в состав нефтяного сырья.
Цель настоящей работы – получение мезопористых алюмосиликатов и изучение их активности в реакции олигомеризации октена-1.
Синтез алюмосиликатов осуществляли по запатентованной методике [3,4] с использованием в качестве источника SiO2 олигомерных этиловых эфиров ортокремниевой кислоты (этилсиликат-40, этилсиликат-32) и солей алюминия (хлорид, нитрат) в качестве источника Al2O3. Синтезирована серия алюмосиликатов с модулем SiO2/Al2O3 от 4 до 160.
Определены значения равновесных адсорбционных ёмкостей по парам С6Н6, н-С7Н16 при 20оС с помощью эксикаторного метода; значения удельной поверхности, суммарного объёма микро - и мезопор, его распределение по радиусу измеряли на объёмной вакуумной статической автоматизированной установке "Sorptomatic-1900" ("Fisons").
Показано, что полученные образцы алюмосиликатов являются микро-мезопористыми материалами с преобладанием мезопор с развитой поверхностью (Sуд. до 750 м2/г), большими удельным объёмом (Vs до 0,85 см3/г) и средним диаметром пор (D = 40 – 85 Å).
Каталитические свойства синтезированных алюмосиликатов оценивали в реакции олигомеризации октена-1. Эксперименты проводили во вращающемся термостатируемом автоклаве в интервале температур от 80 до 180оС, количестве катализатора от 1 до 10 мас.% в течение 8 часов без использования растворителя. Показано, что основными продуктами реакции являются изомеры октена (S=10-20%), димерная (S=40-60%) и тримерная (S=20-30%) фракции. Установлено, что наши образцы алюмосиликатов по каталитической активности в олигомеризации октена-1 сравнимы с цеолитом BETA (К до 100%).
Список литературы:
1 Perego C., Amarilli S., Caratti A., Flego C., Bellussi G.// Micropor. Mesopor. Mater. 19
2 Peratello S., Molinari M., Bellussi G., Perego C.// Catal. Today. Mater. 19
3 , , Дроздов . 2420455 РФ. 2009.
4 , , Дроздов . 2422361 РФ. 2009.
УДК 665.775.4
,
совершенствование технологий получения битумов, применяемых в Республике Ирак
Уфимский государственный нефтяной технический университет, г. Уфа
E-mail: *****@***ru
Битум – это продукт черного цвета с плотностью около единицы, обладающей низкой тепло - и электропроводностью. Он прекрасно противостоит воздействию различных химических реагентов, водо - и газонепроницаем, устойчив к действию различных видов радиации и длительному тепловому воздействию. Именно такие ценные качества битумов в сочетании с низкой стоимостью и массовым производством сделали их незаменимыми во многих областях хозяйства. Битумы не растворимы в воде, полностью или частично растворимы в бензоле, хлороформе, сероуглероде и других органических растворителях плотностью 0,95 – 1,50 г/см3.
В Ираке ещё древние люди знали о свойствах битума и использовали его во всех сферах жизни еще 5000 лет назад, так как его территория имела большое количество месторождений битума, например в современных городах Хит в центре и Каяра на севере Ирака. Из битума строили дома и здания, использовали в качестве кровли. С помощью битума делали дороги. Битум разогревали и смешивали в определенных пропорциях с фракционированными минеральными материалами. Полученную смесь распределяли по поверхности и уплотняли. Собственно такая технология приготовления твердых дорожных покрытий в основе своей сохранилась и до наших дней. В военных целях из битума делали шары, поджигали и бросали в сторону противников. Но самое главное и ценное качество битума для древних людей – это его водозащитные свойства. Природные битумы и асфальты, добываемые в районах нефтяных месторождений, издавна использовали в качестве вяжущих, антисептических, противокоррозионных и водозащитных материалов при строительстве зданий, туннелей, водохранилищ, применяли в судостроении, медицине и т. д. Мастера изготовляли из листьев пальмы и битума стаканы для питья. А в сельско-хозяйственной отрасли битумы использовали для орошения, каналы покрывали битумом, чтобы вода не пропитывалась землей и дошла до отдаленных участков.
В настоящее время на нефтеперерабатывающих заводах в Республике Ирак производят два вида дорожных битумов:
– вязкий дорожный битум (требования к качеству, нормируемые стандартом ASTM – D3381, используемом в Республике Ирак, приведены в таблице 1);
– жидкий дорожный битум (требования к качеству приведены в таблице 2). Производят эти марки с добавлением легких дистилляций фракции для битума.
Проводимые нами исследования по совершенствованию технологий получения битума, применяемых в Республике Ирак, позволят получать качественные продукты, удовлетворяющие современным международным требованиям.
Таблица 1 – Требования ASTM-D3381 к качеству вязких дорожных битумов
Метод испытаний | Марка битума | Показатели | |
60-70 | 40-50 | ||
ASTM D - 287 | 1,,047 | 1,,047 | Плотность г/см3 15.6 0С |
ASTM D-92(IP-36) | 230 | 240 | Температура вспышки (С. О.С) 0С, не менее |
ASTM D-5 (IP - 49) | 60-70 | 40-50 | Пенетрация 25 0С (100 г, 5сек., 0,1мм) |
(IP - 58) | 47-55 | 49-58 | Температура размягчения 0С |
ASTM D-133 | 100 | 100 | Дуктильность 25 0С (см) не менее |
ASTM D - 2042 | 99.0 | 99.0 | Растворимость в трихлорэтилене % масс не менее |
ASTM D-2171 | 4000+800 | 2000+400 | Динамическая вязкость (p.) 60 0C |
ASTM D-2170 | 300 | 210 | Кинематическая вязкость (сСт) @ 135 0C не менее |
ASTM D-5 (IP - 49) | 52 | 55 | Пенетрация @25 0С (100 г, 5сек., 0,1мм) |
(IP-45) | 0,5 | 0,5 | Потерь на нагрев % масс. не выше ( 5 ч, 163 0С ) |
ASTM D-2171 | 20000 | 10000 | Динамическая вязкость (p.)@ 60 0C, не выше |
Таблица 2 – Требования к качеству жидких дорожных битумов согласно стандарту AASHTO - M82-75
Метод испытаний | Марка битума | Показатели | |
MC-250 | MC-30 | ||
ASTM D - 287 | 1,01 | 1,01 | Плотность г/см3 @15.6 0С |
ASTM D-2170 | 250-500 | 30-60 | вязкость (сСт) @ 60 0C |
ASTM D-92 (IP-36) | 66 | 38 | Температура вспышки (C. O.C) 0C, не менее |
ASTM D-95 (IP-74) | 0,2 | 0,2 | Вода % объём, не выше |
ASTM D-86 (IP-123) | Аналитическая разгонка до 360 0C, % объем | ||
– | 10 | 25 | До 225 0C, не выше |
– | 15-55 | 40-70 | До 260 0C, не выше |
– | 60-87 | 75-93 | До 315 0C, не выше |
– | 67 | 50 | Остаток после разгонки 360 0C, % объем |
ASTM D-5 (IP - 49) | 120-250 | 120-250 | Пенетрация @ 25 0C (100 г, 5сек., 0,1мм) |
ASTM D-133 | 100 | 100 | Дуктильность @ 25 0C ( см) не менее |
ASTM D- 2042 | 99,5 | 99,5 | Растворимость в трихлорэтилене % мас. не менее |
СЕКЦИЯ

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 |
