

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Геометрические размеры ванн зависят от числа и размера электродов, завешиваемых в ванну. Современные ванны имеют длину 3,5-5,5м, ширину - 1-1,1м, высоту 1,2-1,5м. Число катодов в ванне всегда превышает число анодов на единицу. Размеры катодов превышают размеры анодов по высоте и ширине на 20-30мм. Первичными катодами служат тонкие листы катодной меди толщиной 0,4 - 0,5мм. Катодные основы состоят их меди. Их получают электролитическим путём. Для этих целей в специальных электролизёрах на медные матрицы осаждают медь.
Время наращивания одного катода в ванне рафинирования меди составляет 6-15 суток. Масса катода достигает 60-140 кг. После тщательной промывки катоды направляют потребителю или переплавляют в слитки меди.
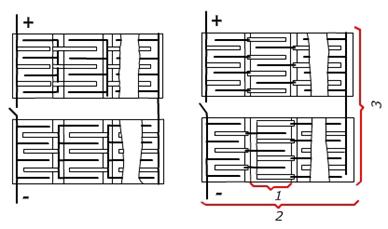
1 - ванна; 2 - блок; 3 - серия
Рисунок 1.26 - Схема питания электролитных ванн электрическим током в блоках и сериях.
Время растворения анода составляет 20-30 суток. Аноды полностью не растворяют. Часть анода, составляющая 12-18 % от первоначальной массы анода, остается в виде скрапа нерастворённой. Анодный скрап направляется на переплавку в анодную печь. За время работы анодов осуществляется 2 - 3 съёма катодной массы.
Поскольку при электролитическом рафинировании меди оба электрода (катод и анод) изготовлены из одного металла (Сu), то напряжение между электродами в процессе электролиза складывается в основном из падения напряжения в электролите между электродами и падения напряжения в ток подводящих шинах и контактах. Поэтому напряжение на ванне можно рассчитать по уравнению:
U = IR1 + IR2 + IR3 (1.93)
где R1 - электрическое сопротивление электролита между электродами,
Ом;
R2 - электрическое сопротивление ток подводящих шин, Ом;
R3 - электрическое сопротивление контактов, Ом;
I - cила тока, А;
U - напряжение между электродами ванны, В.
Напряжение между электродами на ванне обычно составляет 0,25-0,30 В. Плотность тока, поддерживаемая в процессе электролиза, составляет порядка 250-300 А/м2. Катодный выход по току составляет порядка 95 %. Расход электрической энергии составляет 230-350 кВт·час на 1т меди. Температура электролита поддерживается порядка 50-55оС.
В процессе электролиза электролит обогащается медью и загрязняется примесями. Для предупреждения накопления примесей в электролите и для поддержания его постоянного состава электролит подвергают регенерации. Для этих целей часть электролита выводят из ванн. Количество выводимого электролита обычно рассчитывают по предельно допустимой ведущей примеси. Обычно таковой является никель.
Регенерация электролита с целью вывода из него избытка меди обычно производится в регенерационных ваннах, в которых в качестве катода служит матрица из катодной меди, а в качестве анода используется свинец с добавкой 3-6% сурьмы или 1% Аg. На катоде в ванне регенерации протекает реакция разряда ионов меди:
Сu2+ + 2e =Cu (1.94)
Свинцовый анод является нерастворимым и в процессе регенерации электролита на нем протекает электродная реакция, сопровождающаяся выделением кислорода:
Н2О + 2е = 2Н+ + 0,5О2 (1.95)
В ванне регенерации электролита протекает реакция:
CuSO4 + H2O = Cu + H2SO4 (1.96)
В результате протекания реакции (1.96) электролит обедняется медью и обогащается свободной серной кислотой. После частичного обеднения электролит можно возвращать в ванны электролитического рафинирования.
Напряжение на ванне регенерации электролита составляет 2,0-2,5 В.
На многих заводах регенерацию электролита совмещают с получением медного купороса. В этом случае отобранный из рафинировочной ванны электролит нейтрализуют в присутствии кислорода воздуха анодным скрапом или специально приготовленными медными гранулами. При этом протекает реакция:
Сu + H2SO4 + 0,5O2 = CuSO4 + H2O (1.97)
В результате протекания реакции (1.97) раствор обогащается медью и обедняется серной кислотой.
Полученный раствор упаривают в кристаллизаторах. В них при охлаждении выделяются кристаллы медного купороса CuSO4·5H2O. Для ускорения процесс проводят в вакуумных кристаллизаторах.
Процесс кристаллизации проводят в три стадии. Раствор после третей стадии содержит 50-60г/л Сu. Этот раствор подвергают электролизу в ваннах с нерастворимыми анодами. В результате электролиза получают рыхлый катодный осадок меди, загрязнённый мышьяком и сурьмой. Эту медь направляют на медеплавильный завод. Раствор, содержащий около 1 г/л меди и богатый серной кислотой, направляют на получение никелевого купороса, а затем в цех электролитического рафинирования меди для приготовления свежего электролита.
Важным направлением дальнейшего развития электрометаллургии меди является получение медного порошка и фольги.
Получение медного порошка осуществляется путём электролиза с высокой плотность тока, которая может достигать 2000 А/м2, и низким порядка 10-13г/л содержанием меди в электролите. Выделение меди в этих условиях проходит при скоростях близких к предельному току диффузии. Формирование плотного катодного осадка в этих условиях невозможно и в результате получается порошкообразная медь.
Электролитическую медную фольгу получают путём электролитического осаждения меди на барабанном вращающемся катоде. При получении фольги используют электролит с содержанием 40-60 г/л Cu и 40-60 г/л H2SO4. Электролиз ведут при 35-50оС с интенсивным перемешиванием электролита сжатым воздухом при плотности тока 1800-3000 А/м2.
1.9 Гидрометаллургия меди
Гидрометаллургические способы получения меди обычно используются для извлечения меди из окисленных руд или предварительно обожжённых сульфидных руд. В Казахстане гидрометаллургическая переработка медьсодержащего сырья не применяется. В СНГ лишь небольшое количество меди извлекается выщелачиванием забалансовых руд и вскрышных пород в отвалах.
Ограниченное применение гидрометаллургических способов в медной промышленности связано с наличием малых запасов окисленных медных руд и сложностью попутного извлечения из них золота и серебра. Поэтому гидрометаллургическая переработка обычно используется для переработки бедных медных руд с таким содержанием благородных металлов, которое делает нерентабельным их извлечение. При этом выбираются такие руды, пустая порода которых не вступает в химическое взаимодействие с растворителем. Кроме того, медь должна находиться в руде в форме легко растворимых соединений или в виде соединений, которые можно перевести в растворимые соединения без больших затрат.
Любой гидрометаллургический способ переработки медных руд состоит из двух основных стадий: выщелачивание руды (обработка рудного сырья растворителем) и осаждение меди из раствора.
При гидрометаллургической переработке медных руд растворитель должен отвечать ряду требований. Основными из этих требований являются: дешевизна и доступность растворителя, эффективное химическое взаимодействие с полезными компонентами руды, слабое химическое взаимодействие с пустой породой, возможность его регенерации. Применительно к медьсодержащему сырью этим требованиям наиболее полно отвечают вода, растворы серной кислоты и сернокислого железа Fe![]() (SO4)3.
(SO4)3.
Вода является наиболее дешёвым и доступным растворителем. Она пригодна для обработки сырья и промежуточных продуктов, в которых медь находится в форме сульфатов или хлоридов. В условиях естественного (природного) выщелачивания сульфидных минералов при совместном воздействии воды и кислорода воздуха происходит окисление сульфидов с образованием серной кислоты и сульфата железа (III). Эти компоненты в конечном итоге и растворяют сульфиды.
Раствор серной кислоты является наиболее распространённым растворителем в гидрометаллургии меди. Он обладает достаточно высокой растворяющей способностью, является относительно дешёвым реагентом и легко регенерируется. Однако если в руде содержится значительное количество основных минералов (известняк, доломит, кальцит и др.), то использование раствора серной кислоты становится невыгодным. Это связано с большим её расходом из–за взаимодействия с этими минералами.
СаCO3 +H2SO4 = CaSO4 + H2O + CO2 (1.98)
MgCO3 +H2SO4 = MgSO4 + H2O + CO2 (1.99)
При этом регенерация кислоты из СаSO4 и MgSO4 практически невозможна.
Раствор сульфата железа (III) хорошо растворяет многие природные сульфиды меди. Однако в водных растворах он подвергается гидролизу:
Fe![]() (SO4)3 + 6Н2О = 2Fe(OH)3 + 3H2SO4 (1.100)
(SO4)3 + 6Н2О = 2Fe(OH)3 + 3H2SO4 (1.100)
Для придания устойчивости сульфату железа (III) необходимо подкислять раствор серной кислотой.
Поэтому сульфат железа (III) не получил самостоятельного значения в качестве растворителя.
Однако при совместном воздействии на сульфидные минералы серной кислоты и сульфата железа (III) последний выступает как окислитель сульфидов, а кислота является их фактическим растворителем. Сульфат железа (III) при этом восстанавливается до Fe![]() (SO4)3 сульфата железа (II). Регенерация растворителя в этом случае осуществляется продувкой (аэрацией) воздуха через раствор FeSO4. При этом протекает химическая реакция:
(SO4)3 сульфата железа (II). Регенерация растворителя в этом случае осуществляется продувкой (аэрацией) воздуха через раствор FeSO4. При этом протекает химическая реакция:
2FeSO4 + 0,5О2 + Н2SO4 = Fe![]() (SO4)3 + H2O (1.101)
(SO4)3 + H2O (1.101)
В качестве катализатора часто используют определённого вида бактерии.
Для выщелачивания медных руд и концентратов используют различные метолы: выщелачивание в кучах, подземное выщелачивание. Выщелачивание путём просачивания раствора через массив рудного тела (перколяция), автоклавное выщелачивание (выщелачивание под давлением).
В странах СНГ и Казахстане нашли применение только кучное выщелачивание и подземное выщелачивание.
Кучное выщелачивание применяют для извлечения меди на месте из отвалов карьеров и бедных крупнокусковых руд, содержащих 0,1–0,3% Сu. В качестве растворителя используется разбавленный раствор сульфата железа (III), подкисленный серной кислотой. Сульфат железа (III) образуется при воздействии воды и кислорода воздуха на пирит:
2FeS2 + 2H2O + 7O2 = 2FeSO4 + 2H2SO4 (1.102)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
