

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Огарок, полученный после сульфатизирующего обжига, или окисленный концентрат подвергается выщелачиванию отработанным электролитом из ванн электролитического получения меди. Электролит содержит 25,0 г/л Cu, 70,0 г/л H2SO4 и около 3-4 г/л Fe. Продолжительность выщелачивания составляет порядка 4 часов. В результате выщелачивания получают раствор, содержащий 60 г/л Сu, 30 г/л Со, 30 г/л H2SO4, 2,2 г/л Fe3+, 0,8г/л Fe2+, 1,5 г/л Mn, 12 г/л P2O5, 0,6 г/л Zn b 0,15 г/л Ni. После отделения песков в классификаторах реечного типа раствор самотёком поступает в сгустители. Часть слива первичных сгустителей после вторичного сгущения и фильтрации на кварцевых песочных фильтрах поступает на электролиз меди. Для ускорения осаждения взвеси в раствор добавляют флокулянты Ягуар и Сепаран. Сгущенную пульпу промывают противоточной декантацией и осветлённый раствор направляют на электролиз с нерастворимыми анодами. Электролитическое получение меди осуществляется при плотности тока 258 А/м2. Напряжение на ванне составляет порядка 2,2 В, выход по току для меди составляет 87-90%.
Другая часть верхнего слива первых промывных сгустителей, содержащего 40г/л Cu, 20г/л Со, 0,4г/л твёрдого и ряд других примесей поступает в кобальтовую ветвь.
Раствор кобальтовой ветви очищается от меди. Очистка от меди осуществляется в три стадии. На первой стадии очистку от меди осуществляют электроэкстракцией. Электролиз меди ведут при плотности тока 160 А/м2 при перемешивании электролита воздухом. Низкая плотность тока позволяет получать катодную медь, содержащую 99,3% Сu, 0,02 %Со, 0,018% S 0,004% Fe. Отработанный электролит, содержащий используется для выщелачивания медно-кобальтовых руд в отдельной ветви. Раствор после выщелачивания руды содержит около 15 г/л H2SO4. Он разделяется на две части.
Первая часть после разделения в сгустителях возвращают на электроосаждение меди, а вторую часть слива смешивают с нижним сливом сгустителей и пульпой гидратов оксидов меди и кобальта, очищают от железа и направляют на дальнейшую очистку от меди.
Вторая и третья стадии очистки от меди производятся путём осаждения её известковым молоком при рН растворов 5,0-5,2 и 6,0-6,2 соответственно. Осветленный раствор после второго осаждения меди ещё содержит около 1% Cu. Он подкисляется до рН=2,5 и направляется на цементацию меди гранулированным кобальтом до остаточного содержания меди 1мг/л.
Очищенный раствор содержит 10г/л Со. Из него известковым молоком при рН=8,3 осаждают кобальт в виде гидрооксида Со(ОН)2. Вместе с кобальтом в осадок переходят цинк, никель и около 50% Мn.
Кобальтовый (синий) кек подвергают репульпации с отработанным электролитом электролиза кобальта и серной кислотой и направляют на электролиз. В процессе репульпации часть гидратов остаётся в нерастворённом состоянии. Они в виде пульпы служат в качестве стабилизатора рН электролита в процессе электролиза кобальта.
После репульпации раствор содержит 40г/л твёрдого в виде пульпы, 15-20г/л Со, 3-5г/л Mn, 15-20г/л MgO, 0,1-0,2г/л Ni, 0,4-0,6г/л SiO2. Он насыщен также сульфатом кальция. Электролиз кобальта ведут при температуре 50оС, рН=7,0-7,2 при продувке пульпы воздухом, который подают в электролит через нержавеющие трубки между электродами. Плотность тока составляет порядка 430А/м2 при напряжении на ванне 5В. Выход по току составляет 85-88%, расход электрической энергии 6500 кВт∙час/т, катоды изготавливаются из мягкой стали. Аноды изготовляются из сплава свинца с добавкой 5% Sb.
Наращивание катода длится в течение суток. Катодный осадок получается с иглами, наростами, которые периодически удаляют. Иглы, шишки, снятые с катодов, объединяют с кобальтом, снятым с матриц. Осыпь, осевшую с катодов на дне ванны, собирают и пропускают через магнитный сепаратор для отделения кобальта в виде магнитной фракции. Магнитную фракцию присоединяют к двум первым видам осадка. Смесь трёх осадков кобальта характеризуется следующим составом: 93-95% Со; 0,01-0,02% Cu; 0,2-0,6 % Mn; 0,8-1,5% Zn; 0,15-0,25% Ni; 0,12-0,20% S; 0,02-0,05 % Pb; 0,05-0,08% P; 0,05-0,08% Fe;0,1% C.
Полученный электролитическим путём кобальт подвергается огневому рафинированию. Главная цель огневого рафинирования заключается в удалении цинка и серы с попутной возгонкой свинца. В процессе огневого рафинирования марганец и фосфор переходят в шлак. Содержание никеля и меди в металле в процессе огневого рафинирование практически не измеряется. Рафинирование осуществляется в трёхэлектродной дуговой печи. В процессе рафинирования происходит некоторое загрязнение металла железом и углеродом электродов. Рафинированный металл содержит 99% Со.
Отработанный электролит содержит гипс с примесью гидрата закиси кобальта. Содержание твёрдого в пульпе составляет 40г/л, рН пульпы составляет порядка 6,0-6,2. Она подкисляется до рН 3,0-3,5 поступает на растворения гидрооксида кобальта (II).
По аналогичной, но несколько усовершенствованной технологической схеме работает завод в Луилу (Рис 3.1).
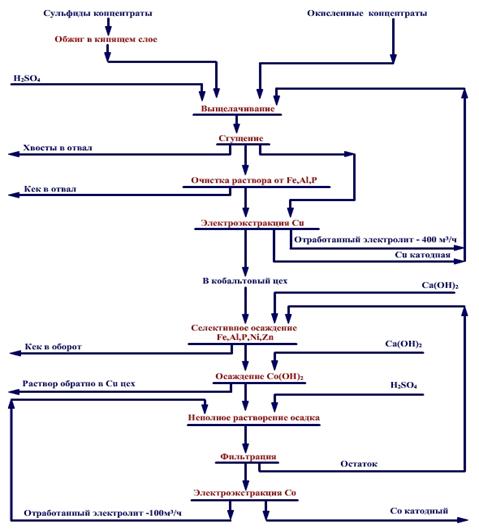
Рисунок 3.1-Технологическая схема переработки медно-кобальтовых концентратов
Здесь часть отработанного электролита процесса электролиза меди подвергается тщательной очистке oт Fe, Al, Cu, Ni, Zn. Осаждение гидрооксидов железа, алюминия, и меди проводят известковым молоком при тех же значениях рН, как и в Шитуру. Очистку от никеля производят гидросульфидом натрия в присутствии металлического кобальта. Цинк осаждают сероводородом с последующей нейтрализации образующейся кислоты содой.
Осаждение кобальта из очищенного раствора осуществляют известковым молоком при рН=8,2. Растворение Со(ОН)2 производят отработанным электролитом при рН=6,5. При этом гидрооксид кобальта (II) растворяется неполностью. Нерастворившийся остаток отфильтровывают и направляют на очистку раствора от железа. Очищенный от примесей раствор, содержащий 50г/л Со и рН порядка 6,5, направляется на электролиз. В процессе осаждения кобальта электролит обогащается серной кислотой и его рН снижается до 1,5. Электролиз проводят при плотности тока 350А/м2. Напряжение на ванне составляет 5,5 В, выход по току 70-75%. Катодный осадок содержит 99,85% Со, 0,1% Ni, 0,002% Zn и 0,007% Fe. В процессе электролиза на катоде происходит также выделение водорода, который растворяется в катодном осадке. С целью удаления из катодного осадка водорода катоды нагревают до 1000оС и выдерживают при этой температуре около 1часа. Содержание водорода в металле при этом снижается до 2∙10-4 %.
3.3 Современные способы извлечения кобальта из комплексных
Никелевых кобальтсодержащих руд
В настоящее время для переработки комплексных руд и концентратов, содержащих кобальт, применяются автоклавные методы, обеспечивающие комплексное извлечение ценных компонентов и обеспечивающих их интенсивную переработку. Так в городе Форт Саскачеван (Канада, фирма «Шеррит-Гордон») работает завод по переработке сульфидных и сульфидно-мышьяковистых руд и концентратов по методу аммиачного автоклавного выщелачивания в присутствии кислорода или воздуха в аммиачных растворах. Переработке подвергается сульфидный концентрат, содержащий 12-14%Ni, 2-3% Cu, 0,3% Co, 30% Fe и 28% S.
Технологическая схема включает в себя следующие основные операции: выщелачивание, осаждение меди, окисление ненасыщенной серы и гидролиз сульфамата, восстановление никеля, восстановление кобальта, получение сульфата аммония.
Предварительно подготовленная шихта поступает на двухстадийное, противоточное аммиачное выщелачивание, которое непрерывно осуществляется в автоклавах горизонтального типа с механическим перемешиванием.
Во флотационных концентратах железо присутствует в виде пирита FeS2, пирротина Fe7S8 и троилита FeS. Пирит практически не растворяется в аммиачном растворе и переходит в твёрдый остаток после выщелачивания. Пирротин Fe7S8 и троилит FeS окисляются с заметной скоростью с образованием гидратированного оксида железа, сульфата аммония и аммонийных солей типа (NH4)2SxOy и сульфамата NH4SO3∙NH3:
2FeS + 2NH3 + 2H2O + 2,5O2 →Fe2O3∙H2O + (NH4)2S2O3 (3.1)
2(NH4)2S2O3 + 2O2 + H2O → (NH4)2S2O6 + (NH4)2SO4 (3.2)
(NH4)2S2O6 + 2O2 + 4NH3 + H2O →NH4SO3∙NH3 + 2(NH4)2SO4 (3.3)
Никель, кобальт и медь представлены во флотационных концентратах высшими сульфидами типа MeS. Их взаимодействие с аммиаком в присутствии кислорода может быть представлено в виде реакции:
MeS + 2O2 + n(NH3) = Me(NH3)nSO4 (3.4)
где Ме –Ni, Co, Cu
Диаметр автоклава 3,35 м, длина 13,7 м и объём 120 м3. Выщелачивание осуществляется при температуре 77-82оС и давлении 700-870 кН/м2. В раствор переходит 90-95% Ni, 50-75% Co, 60-75% S.
После выщелачивания пульпу сгущают с добавкой флокулянта, кек обезвоживают и промывают на фильтрах. Отфильтрованный раствор поступает на двухстадийную очистку от меди. На первой стадии острым паром отгоняют аммиак в течение 2 часов при температуре 110-120оС. При снижении концентрации аммиака до величины менее 70г/л начинает осаждаться медь в результате взаимодействия с тионовыми соединенями:
Cu(NH)3SO4 + (NH4)2S2O3 + H2O → CuS + 2(NH4)SO4 +2NH3 (3.5)
и
Cu(NH)3SO4 + (NH4)2S2O6 + 2H2O → CuS + 3(NH4)2SO4 (3.6)
Операцию заканчивают при достижении молярного отношения NH3:Ni =2:2. При этом остаточное содержание меди в растворе составляет 0,1-0,5г/л. Медный кек промывают, сушат и отправляют на переработку на медеплавильный завод. Вторая стадия очистки от меди производится в автоклаве при температуре 120-125оС сероводородом при давлении 20-100 кН/м2.Осадок от тонкой очистки загрязнён никелем и кобальтом. Поэтому его после репульпации возвращают на первую стадию очистки. Оставшиеся в растворе политионаты окисляют кислородом в автоклаве при температуре 175-180оС при давлении 700 кН/м2:
(NH4)2S2O3 + (NH4)2S2O6 +4О2 + 6NH3 + 3H2O→5(NH4)2SO4 (3.7)
Для разрушения сульфамата раствор выдерживают в течение 20 мин при температуре 240-250оС. В этих условиях сульфамат разрушается за счёт гидролиза:
NH4SO3∙NH3 + H2O → (NH4)2SO4 (3.8)
Остаточное содержание сульфамата в растворе составляет не более 50мг/л.
Очищенный раствор подогревают до 190оС и направляют в автоклавы для осаждения никеля. Раствор после осаждения никеля характеризуется отношением никеля к кобальту около 1:1. Этот раствор обрабатывают сероводородом при температуре 68-70оС и давлении 35 кН/м2. В результате осаждения никеля и кобальта получают коллективный кобальт-никелевый концентрат. Раствор после осаждения металлов содержит до 40-45% (NH4)2SO4 и направляется на получение кристаллического сульфата аммония.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
