

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Поэтому для предотвращения возможного загрязнения катодного никеля примесями и снижения выхода по току для никеля необходимо выполнение при организации электролитического рафинирования никеля следующих условий:
- тщательная очистка электролита от примесей;
- поддержание рН электролита в пределах 2,0–5,0;
- разделение катодного и анодного пространств слабо фильтрующей, химически инертной и механически прочной диафрагмой;
- применение оптимального электрического режима и состава электролита.
2.18.3 Технология электролитического рафинирования никеля
Применяемые в настоящее время никелевые электролиты содержат, г/л: Ni – 70-110; Na – 20 25; Cl - - 40–80; SO42 - 110-160; Н3ВО3 – 4– 6. Электролиз ведут в ваннах ящичного типа. В качестве катодов используют никелевые матрицы (тонкие листы), а в качестве анодов черновой никель.
Получение чистых катодных осадков на практике достигается отделением катодного пространства от объёма загрязнённого электролита, образующегося в результате растворения анода, специальной диафрагмой. Диафрагма представляет собой раму из армированного титановыми скобами профилированного пропилена, обтянутую специально обработанным брезентом, хлориновой или другой синтетической тканью. Диафрагма должна обладать химической инертность, механической прочностью и достаточной электропроводностью. Эта конструкция с помещённым в неё катодом представляет собой катодный ящик или катодную ячейку. Очищенный электролит (католит) поступает в катодный ящик, в котором поддерживается более высокий уровень электролита, чем в электролизной ванне. Разность уровней электролита создает гидростатический напор, обеспечивающий движение электролита из катодного пространства в анодное. Обеднённый никелем католит проникает в анодное пространство в том случае, если скорость его движения в порах диафрагмы превышает скорость движения катионов из анодного пространства под действием диффузии и электрического поля. Необходимая для этого скорость движения католита обеспечивается регулированием разности уровня электролита в катодной ячейке и электролизёре. Обычно эта разница составляет 30–40 мм. (рисунок 2.7)
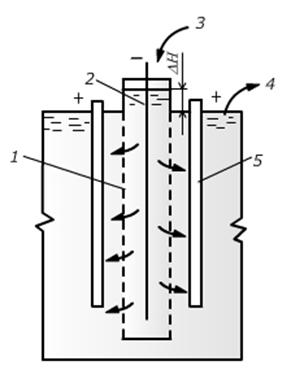
1- катодная диафрагма; 2- катод; 3-католит; 4-анолит; 5 – анод
Рисунок 2.7 - Схема электролитического рафинирования никеля с двумя анодами и одним катодом.
Электролит, находящийся в анодном пространстве, загрязнён примесями из анодного никеля и направляется на очистку от этих примесей.
В первую очередь электролит очищают от таких примесей, как железо, медь и кобальт, которые наиболее быстро накапливаются в электролите.
Очистка от железа основана на окислении двухвалентного железа до трёхвалентного с последующим осаждением гидрата oксида или основной соли трёхвалентного железа, которые образуются в результате гидролиза. В качестве окислителя обычно используется кислород воздуха. Окисление ионов железа (II) и процесс гидролиза описываются реакциями:
2FeSO4 + 0,5O2 + 5H2O = 2Fe(OH)3 + 2H2SO4 (2.93)
NiCO3 + H2SO4 = NiSO4 = 2H2O + CO2 (2.94)
Добавление карбоната никеля обусловлено необходимостью нейтрализации образующейся в результате гидролиза серной кислоты и создания необходимой для процесса гидролиза кислотности среды. Обычно очистку от железа производят при температуре 75-80оС при рН = 4,0–4,5.
Железистые кеки содержат 8-15% Ni. После отделения кеков от раствора на дисковых фильтрах они подвергаются репульпации с целью извлечения из них части никеля. Далее они направляются на плавку вместе с рудным сырьём в электротермических печах.
Очистку от железа производят в чанах–пачуках, в которые непрерывно подаётся загрязнённый электролит и карбонат никеля. Раствор интенсивно перемешивается воздухом Вытекающий электролит фильтруется на фильтр – прессах. В отфильтрованном электролите остаётся железа порядка 10 мг/л.
Очищенный от железа электролит направляется на очистку от меди. В основе очистки электролита от меди лежит процесс цементации меди на никелевом порошке. Цементация основана на вытеснении из раствора металла, обладающего более электроположительным потенциалом (цементируемый металл) другим металлом (цементатором), обладающим более электроотрицательным потенциалом. В качестве цементатора во избежание загрязнения электролита другими примесями используется порошковый никель. При этом протекает реакция:
Ni + CuSO4 = Cu + NiSO4 (2.95)
На практике обезмеживание проводят в чанах с механическим перемешиванием или в специальных аппаратах - цементаторах.
Цементатор представляет собой полый аппарат с вертикальным рабочим пространством и переменным сечением (рисунок 2.8).
Загрязнённый медью раствор подаётся в нижнюю часть цементатора, а очищенный раствор выводится из цементатора через сливной порог, находящийся в верхней части аппарата. Никелевый порошок подаётся либо сверху, либо в месте с поступающим в аппарат раствором. В верхней части аппарата скорость вертикального потока снижается из – за расширения корпуса. В результате частицы твердых материалов образуют чётко выраженный кипящий слой, который удерживается на глубине около 2 м от уровня сливного порога. Выделившуюся цементную медь по мере её накопления периодически выгружают из цементатора и направляют на переработку в медное производство.
Содержание меди в очищенном растворе не превышает 0,5 г/л.
Очистка никелевого электролита от кобальта основана на окислении двухвалентного кобальта до трёхвалентного. Удаление кобальта из раствора осуществляется осаждением малорастворимого гидрооксида Co(OH)3 карбонатом никеля. В качестве окислителя используется газообразный хлор.
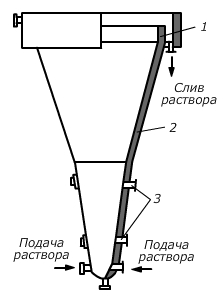
1 – сливной порог,2 - корпус, 3 - патрубки для выгрузки цементной меди
Рисунок 2.8 - Цементатор
Реакцию окисления можно представить следующим суммарным уравнением реакции:
2СoSO4+Сl2+3NiCO3+3H2O=2Co(OH)3+2NiSO4 +NiCl2+3CO2 (2.96)
Процесс ведут в герметизированных барботёрах – пачуках. Очистку ведут при температуре 65оС и рН = 3,6. После фильтрации раствора получается кек, содержащий 6-7% Со, 8,2–8,3 % Ni и 0,5–1,2% Fe при влажности 55%. Кек направляется на извлечение кобальта. Фильтрат содержит не более 20 – 25 мг/л Со.
В случае необходимости электролит подвергается очистке от таких примесей как Zn, Pb, Fs, Sb, Sn, Bi, органические соединения и другие примеси.
После очистки никелевый электролит поступает в катодную ячейку на электролиз.
Электролиз осуществляется в железобетонных ваннах длиною до 6,5 м, шириной 1 м и высотой 1,3м с торцевой стороны ванны устанавливается сливная коробка с опущенной вниз трубкой. Отбор анолита осуществляется на расстоянии 20–30 см от дна ванны. Электролизные ванны соединяются последовательно в серии. Среднее напряжение на ванне колеблется в пределах 2,5–3 В. Число катодов в ванне на единицу превышает число анодов. Масса анода составляет порядка 240–300 кг. Срок службы анодов определяется величиной напряжения на ванне и составляет порядка от 23 до 30 суток. При достижении на ванне напряжения порядка 4,5В при плотности тока 200–250 А/м2 процесс растворения анода прекращают. Остаток нерастворённого анода (анодный скрап) вынимают из ванны и направляют на переплавку. Выход скрапа колеблется в пределах 15–25%. Срок наращивания катода обычно составляет не менее 4 суток. На заводах дальнего зарубежья он составляет 7–12 суток.
Выход шлама составляет 2,0–2,5% от массы анодов. Средний состав промытого шлама составляет, %: Ni – 2 –40; Cu – 15-26; Fe – 3,0–7,5; Co – 0,2-0,7; S – 30–35; C – 3,0–5,0; SiO2 – 5,0–7,0; платиноиды – 0,1–2,5. Шлам направляют на извлечение полезных компонентов: никеля, меди, кобальта, платиноидов, редких и рассеянных элементов.
Процесс электролитического рафинирования никеля характеризуется следующими основными технико–экономическими показателями.
Плотность тока, А/м2 180–250
Катодный выход по току, % 94–97
Напряжение на ванне, В 2,5–3,0
Температура католита, оС 55–75
рН католита 2,1–4,8
Скорость циркуляции электролита на ячейку, л/ч 20–30
Расход электроэнергии на 1т никеля, кВт·час 2400-3300
Выход анодного скрапа, % от массы анода 15–25
2.19 Гидрометаллургия никеля
1.19.1 Гидрометаллургическая переработка окисленных никелевых руд
1.19.1.1 Аммиачное выщелачивание
В основе аммиачного выщелачивания лежит способность кобальта, никеля, меди и цинка образовывать растворимые аммиачные комплексы (аммиакаты) типа Мe(NH3)y+ при обработке исходного сырья аммиачными растворителями. В тоже время железо и пустая порода практически не образуют подобных комплексных соединений и в процессе выщелачивания остаются в хвостах.
В аммиачных растворах аммиакаты металлов диссоциируют по уравнению реакции:
Мe(NH3)уя+ = Mez+ + y(NH3) (2.97)
Константа равновесия этой реакции, которую часто называют константой нестойкости комплекса, выражается уравнением
К=  , (2.98)
, (2.98)
Устойчивость комплексов аммиакатов металлов снижается в ряду
Со(NH3)у3+ - Сu(NH3)у2+ - Ni(NH3)у2+ - Co(NH3)у2+
Различная устойчивость комплексов лежит в основе разделения металлов методом фракционной дистилляции.
Используемые аммиачные растворители помимо аммиака содержат соли аммония, среди которых наибольшее распространение получили сульфат и карбонат аммония. Важной характеристикой комплексов является их растворимость, которая зависит от природы аниона и уменьшается в ряду
[Мe(NH3)у](NO3)2 - [Мe(NH3)у]Cl2 - [Мe(NH3)у]SO4 - [Мe(NH3)у]CO3 -
[Мe(NH3)у](OH)2
Присутствующее в сырье железо окисляется и образует гидратированные оксиды с повышенной адсорбционной способностью. Неустойчивые аммиакаты цветных металлов также способны к гидролизу с образованием гидратов. Гидраты цветных металлов взаимодействуют с оксидами железа и образуют нерастворимые соединения типа MeFe2O3·хН2О, что приводит к их потере в процессе выщелачивания.
В настоящее время гидрометаллургическая переработка окисленных никелевых руд по аммиачной схеме осуществляется на заводах («Команданте Рене Латоур», Куба и «Серед», Чехия ).
На кубинском заводе перерабатывают окисленную никелевую руду состава, %: Ni – 1,2–1,4; Co – 0,08– 0,1; Fe – 35–40; Cr2O3–1,6 – 2,0; MgO – 7 - 10; SiO2 – 12–15.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
