
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
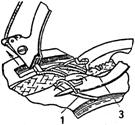
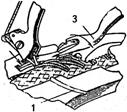
В процессе петлеобразования участвуют изогнутая игла 1, выдавливатель, две лапки, расположенные под игольной пластиной 2, петлитель 3, лапка 4.
№ | Процесс образования | Схема процесса образования |
1 | Изогнутая игла 1 двигаясь поперек строчки слева направо проходит над игольной пластиной 2, прокалывает ткань и достигает крайнего правого положения. |
|
2 | При обратном ходе иглы 1 образуется петля напуска, в которую своими рожками входит петлитель 3. |
|
3 | Игла 1 выходит из материала и достигает крайнего левого положения. Рейка 4 перемещает материалы на величину стежка. Петлитель 3 поворачивается против часовой стрелки на 90°и переносит петлю игольной нити над выгибом ткани на противоположную сторону. |
|
4 | Петлитель 3 опускается в специальное окошко в игольной пластине и подставляет Петю на линию движения иглы. Игла 1 начинает свое движение вправо и входит в эту петлю. Рейка 4 заканчивает перемещение материалов. |
|
5 | Игла 1 прокалывает материалы и двигается вправо. Петлитель 3 начинает свой обратный ход и сбрасывает петлю напуска. |
|
6 | Игла 1 двигается в крайнее правое положение, петлитель 3 разворачивается на 90° по часовой стрелке и переходит на правую сторону выгиба ткани в исходное положение. Далее процесс повторяется. |
|




Краеобметочные и стачивающе-обметочные машины
Швейные краеобметочные машины могут быть предназначены не только для обметывания края материала в целях предохранения его от осыпания, но и для стачивания деталей (особенно при пошиве трикотажных изделий). Швейные краеобметочные машины имеют различия по технологическому назначению, но их общим признаком является выполнение стежка с переплетением ниток в виде цепочек, проложенных через край материала. В технологии изготовления швейных изделий для обметывания и стачивания края изделия наиболее распространены следующие типы стежков:
ü 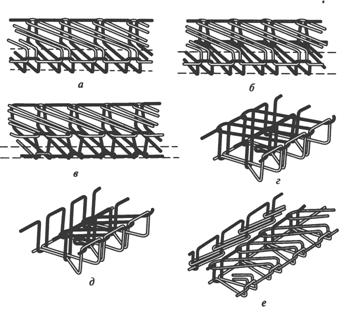 однониточный краеобметочный типа 501 используется в качестве краеобметочного и стачивающего в производстве меховых изделий
однониточный краеобметочный типа 501 используется в качестве краеобметочного и стачивающего в производстве меховых изделий
ü двухниточный краеобметочный типа 503 (рис. а) для обметывания края швейных материалов;
ü трехниточный краеобметочный типа 504 (рис. б) для обметывания и стачивания швейных и трикотажных изделий из малосыпучих материалов;
ü трехниточный краеобметочный типа 505 (рис. в) для обметывания швейных и трикотажных изделий из малосыпучих материалов;
ü четырехниточный стачивающе-обметочный типа 514 (рис. г) для обметывания и стачивания деталей трикотажных изделий, выработанных на трикотажных машинах низкого класса (крупной вязки) и при обметывании деталей из легкоосыпающихся материалов;
ü четырехниточный стачивающе-обметочный типа 512 (рис. д) для обметывания и стачивания деталей трикотажных изделий и при обметывании деталей из легкоосыпающихся швейных материалов;
ü пятиниточный стачивающе-обметочный типа 401+504 (рис е) для одновременного стачивания и обметывания легкоосыпающихся материалов.
Процесс образования однониточного краеобметочного стежка 501 типа
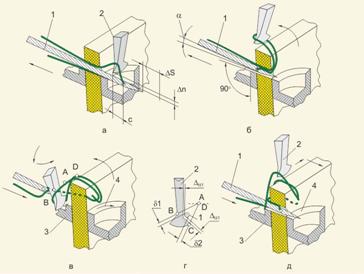 1. Игла 1 прокалывает материал, проводит через него нить, достигает крайнего переднего ее положения и, двигаясь от рабочего на 3…4 мм, образует петлю-напуска, которую захватывает носик петлителя 2.
1. Игла 1 прокалывает материал, проводит через него нить, достигает крайнего переднего ее положения и, двигаясь от рабочего на 3…4 мм, образует петлю-напуска, которую захватывает носик петлителя 2.
2. Захватив игольную нить, петлитель 2 расширяет петлю и переносит ее через обметываемый край.
3. После выхода иглы из материала он передвигается дисками 3 и 4. Петлитель 2, опускаясь за обрабатываемым краем, максимально приближается к игле. Игла 1, достигнув крайнего дальнего положения, начинает движение к материалу и захватывает вынесенную петлителем игольную петлю.
4. После захвата иглой петли петлитель должен выйти из-под иглы, сбросить игольную петлю и перейти через материал.
Носик петлителя имеет сложную пространственную траекторию. При проведении игольной нити через материал происходит первый этап затяжки стежка, при ее расширении петлителем – второй этап.
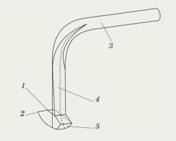 При образовании стежка используется игла, петлитель (ширитель), транспортирующий и прижимной диски (ролики). В отличие от швейных машин материал зажимается между дисками в вертикальном положении. Выход края материала над дисками определяет высоту стежка. Игла устанавливается под углом от 10 до 30 к горизонтали. Игла движется к рабочему и от него, а диски перемещают материал. Петлитель имеет специальную форму и состоит из стержня 3, лезвия 4, носика 1 для захвата игольной петли, подъема 2 для поднятия передней ветви игольной петли, хвостика 5 для удержания нижней ветви петли.
При образовании стежка используется игла, петлитель (ширитель), транспортирующий и прижимной диски (ролики). В отличие от швейных машин материал зажимается между дисками в вертикальном положении. Выход края материала над дисками определяет высоту стежка. Игла устанавливается под углом от 10 до 30 к горизонтали. Игла движется к рабочему и от него, а диски перемещают материал. Петлитель имеет специальную форму и состоит из стержня 3, лезвия 4, носика 1 для захвата игольной петли, подъема 2 для поднятия передней ветви игольной петли, хвостика 5 для удержания нижней ветви петли.
Скорняжная машина класса 10-Б
 Швейная машина класса 10-Б предназначена для сшивания однониточным обметочным стежком типа 501 средних и тонких шкурок: кролика, сурка, мерлушки, хорька, кошки и др.
Швейная машина класса 10-Б предназначена для сшивания однониточным обметочным стежком типа 501 средних и тонких шкурок: кролика, сурка, мерлушки, хорька, кошки и др.
Техническая характеристика скорняжной машины 10-Б кл.
Частота вращения гл. вала, об/мин 2500
Длина стежка, мм до 4
Толщина материалов, мм 5
Высота обметывания, мм до 2,5
Номера игл 0277 №75-110
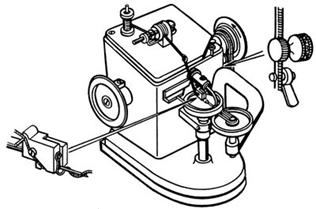
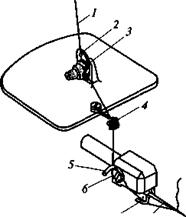 Игольная нитка 1 с бобины, установленной на стойке, поступает в нитенаправитель 2, регулятор натяжения 3 и с нитенаправителя 4 под стержень 5, зажим 6, в проволочный нитенаправитель 7 и проводится в ушко иглы 8 снизу вверх.
Игольная нитка 1 с бобины, установленной на стойке, поступает в нитенаправитель 2, регулятор натяжения 3 и с нитенаправителя 4 под стержень 5, зажим 6, в проволочный нитенаправитель 7 и проводится в ушко иглы 8 снизу вверх.
При работе машины зажим 6 взаимодействует со стержнем, имеющим наклонную плоскость, которой стержень при выходе иглы из материала отжимает этот зажим, уменьшая натяжение нитки. При достижении иглой крайнего переднего положения (игла в материале) происходит первый этап затяжки нитки в стежке, а второй — при максимальном расширении игольной петли петлителем.
Своевременность освобождения нитки можно регулировать положением стержня 5, отжимающего зажим 6, смещая его вперед или назад в корпусе машины.
Натяжение игольной нитки регулируется в регуляторе натяжения 3 поворотом гайки с рифленой поверхностью.
Механизм иглы – кривошипо-кулисный
Механизм петлителя состоит из узлов продольных и поперечных колебаний
Механизм двигателя ткани включает в себя узел приводного диска и узел прижимного диска.
Особенности эксплуатации машины. При работе на машине необходимо периодически заливать масло в маслоприемник, расположенный на крышке машины. Масло по фитилям поступает к шарнирам и смазывает их. Периодически необходимо открывать крышку машины и масленкой закапывать масло в шарниры механизма продвижения, валы дисков и другие удаленные от крышки шарниры.
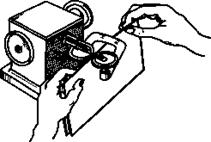 При сшивании шкурок необходимо предварительно их подготовить, обрезав край и срезав (при большой их площади) мех по краю. При стачивании шкурки складывают волосяной поверхностью друг к другу. Выступающий над обрабатываемым краем мех заправляется указательным пальцем левой руки или специальной пластинкой внутрь между шкурками. Обрабатываемые детали удерживаются правой рукой и при отжатии диска устанавливаются между дисками. Для устранения вытягивания деталей, особенно при сшивании длинных соединительных линий, края предварительно уравнивают и скрепляют их в некоторых местах (или сметывают редким стежком по всей длине шва), при необходимости припосаживая деталь. Стежок должен плотно соединять обрабатываемые детали. В этом случае шов со стороны волосяного покрова незаметен.
При сшивании шкурок необходимо предварительно их подготовить, обрезав край и срезав (при большой их площади) мех по краю. При стачивании шкурки складывают волосяной поверхностью друг к другу. Выступающий над обрабатываемым краем мех заправляется указательным пальцем левой руки или специальной пластинкой внутрь между шкурками. Обрабатываемые детали удерживаются правой рукой и при отжатии диска устанавливаются между дисками. Для устранения вытягивания деталей, особенно при сшивании длинных соединительных линий, края предварительно уравнивают и скрепляют их в некоторых местах (или сметывают редким стежком по всей длине шва), при необходимости припосаживая деталь. Стежок должен плотно соединять обрабатываемые детали. В этом случае шов со стороны волосяного покрова незаметен.
Швея имеет возможность по окончании операции доводить вал левой или правой рукой, вращая один из шкивов. Обрыв нитки по окончании операции производится при нахождении ее на петлителе, что не приводит к самороспуску строчки.
Машины классов 0810, 0810-1, 0810-2 и 0810-5 имеют автоматизированный электропривод с устройством остановки игл в двух положениях. Машины этих классов оснащены шестеренным насосом для подачи масла, а в машинах классов 0810-3 и 0810-4 подача масла осуществляется поршневым насосом. Машины класса 0810 имеют ворсозаправочное устройство, работающее от сжатого воздуха.
Машина класса 0810 предназначена для работ в скорняжно-пошивочном производстве при изготовлении меховых и шубных изделий из натурального меха с толстой кожевой тканью (0,8... 1,5 мм).
Швейная машина класса 0810-1 предназначена для пошива меховьгх изделий из натурального меха, имеющих среднюю толщину кожевой ткани 0,6... 0,8 мм.
Машина швейная промышленная класса 0810-2 предназначена для стачивания натуральных мехов с тонкой кожевой тканью на предприятиях легкой промышленности, а также рекомендована для скорняжных работ в меховых ателье и на малых предприятиях.
Скорняжные машины классов 0810-3 и 0810-4 предназначены для сшивания одежды и головных уборов из натуральных и искусственных мехов в цеховых мастерских, ателье и фермерских хозяйствах, а также для выполнения скорняжных работ на отдельных операциях на предприятиях легкой промышленности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
