
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Полуавтомат 820 кл. АО «Орша»
Полуавтомат предназначен для выполнения строчек сложной конфигурации челночным переплетением при пошиве различных видов одежды.
Характеристика полуавтомата 820 кл.
Параметр | Значение |
Частота вращения главного вала, об./мин | 2000 |
Длина стежка, мм | 2,5 |
Максимальная толщина материалов в сжатом состоянии, мм | 6 |
Номера игл | 0518 № 000–150 |
 Полуавтомат имеет те же механизмы, что и полуавтомат 220-М кл., а также дополнительную лапку, которая прижимает материалы, когда игла находится внизу (лапка поднимается при продвижении материалов) и механизм снижения частоты вращения главного вала при выключении машины.
Полуавтомат имеет те же механизмы, что и полуавтомат 220-М кл., а также дополнительную лапку, которая прижимает материалы, когда игла находится внизу (лапка поднимается при продвижении материалов) и механизм снижения частоты вращения главного вала при выключении машины.
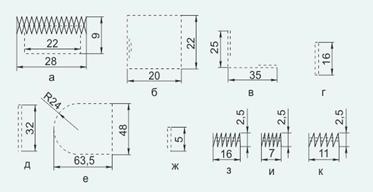
Полуавтомат выпускается в 11 модификациях:
820-1 – для выполнения строчки сложной конфигурации (9´28 мм) за 64 прокола иглы – рис. а;
820-2 – для выполнения прямоугольной строчки (20´22 мм) за 40 проколов при изготовлении изделий из хлопчатобумажных, плащевых, прорезиненных материалов – рис. б;
820-3 – для выполнения Г-образной строчки (25´35 мм) за 32 прокола иглы на платьях и костюмах – рис. в;
820-4 – для выполнения прямой строчки (16 мм) за 20 проколов на изделиях из пальтовых, костюмных материалов и сорочках – рис. г;
820-5 – для выполнения прямой строчки (32 мм) за 28 проколов на изделиях из пальтовых, костюмных материалов и сорочках – рис. д;
820-6 – для притачивания эмблемы (63,5´48) за 84 прокола иглы – рис. е;
820-8 – для выполнения прямой строчки (5 мм) за 14 проколов иглы на изделиях костюмной группы и трикотаже – рис. ж;
820-9, 820-10, 820-11 – для выполнения закрепок за 40 (16х´2,5), 20 (7´2,5), 28 (11´2,5) проколов иглы – рис. з, и, к.
Полуавтомат 1820 кл. АО «Орша»
Полуавтомат предназначен для выполнения строчек сложной конфигурации с числом проколов не более 64. Эти строчки применяются при пошиве различных видов одежды. Короткошовные полуавтоматы применяются для настрачивания эмблем, этикеток, закрепления шлиц и др., а также для выполнения закрепок на карманах, петлях и при прикреплении шлевок к брюкам.
Рабочие органы:
- вертикальная игла, совершающая возвратно-поступательное движение;
- колеблющийся челнок;
- шарнирный нитеподатчик;
- координатник с зажимом, обеспечивающий перемещение материала в горизонтальной плоскости под иглой;
- дополнительная лапка, удерживающая материал при подъеме иглы и образовании петли-напуска;
- электропривод, осуществляющий пуск, автоматический останов иглы в верхнем положении и управление электромагнитами механизмов обрезки ниток, подъема лапки и освобождения нитки.
Режим работы полуавтомата задается оператором путем нажатия на педаль. Цикл работы всех механизмов по образованию стежка соответствует одному обороту главного вала.
Петельные полуавтоматы
В зависимости от вида изделия, модели, вида материала, особенностей эксплуатации изделия петли изготавливаются разной формы (прямые, с глазком и др.), с различными структурами стежков, ширинами кромок, типами закрепки и т. д. Прорезание или прорубание входа в петлю выполняется до или после обметывания срезов в зависимости от свойств материалов, на которых выметывается петля.
 Чаще всего для изготовления петель на изделиях из летних, сорочечных, трикотажных материалов применяется челночное или однониточное цепное переплетение. При изготовлении петель на верхних изделиях из тканей костюмной или пальтовой группы применяют двухниточное цепное переплетение с использованием каркасной нити для создания рельефности петли.
Чаще всего для изготовления петель на изделиях из летних, сорочечных, трикотажных материалов применяется челночное или однониточное цепное переплетение. При изготовлении петель на верхних изделиях из тканей костюмной или пальтовой группы применяют двухниточное цепное переплетение с использованием каркасной нити для создания рельефности петли.
Полуавтомат 25-А кл. АО г. Подольск
Полуавтомат предназначен для изготовления прямых петель под пуговицы на бельевых, платьевых и костюмных материалах строчкой двухниточного челночного стежка с закрепками на концах.
В образовании петли задействованы игла, челнок, рамка, в которой зажат материал, нитепритягиватель, а также нож для прорубания материала между кромками.
Рабочие органы: игла, совершающая возвратно-поступательные движения в вертикальной плоскости и качательные перемещения в горизонтальной плоскости для получения зигзагообразной строчки; рамка, имеющая снизу зубья для прижимания материала к игольной пластине и осуществляющая перемещение материала вдоль платформы; нож для прорубания петли, приводимый в действие от кулачка; устройство автоматического включения и выключения полуавтомата; неподвижные и подвижные ножи для обрезки ниток.
На базе полуавтомата 25-А кл. созданы полуавтоматы классов 25-1, 225, 525. Полуавтомат 225 кл. предназначен для изготовления петель с прокладкой каркасной нити на верхних, бельевых трикотажных изделиях, выработанных из хлопчатобумажной или полушерстяной пряжи. Полуавтомат класса 525 предназначен для изготовления петель (прямых) на изделиях из костюмных и сорочечных материалов строчкой двухниточного челночного зигзагообразного переплетения.
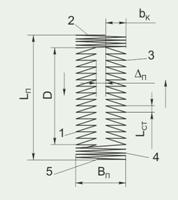
Характеристики петельных полуавтоматов
Параметр | 25-А | 25-1 | 225 | 525 |
Максимальная частота вращения главного вала, об./мин | 2000 | 2450; 2200* | 2000 | 3200 |
Максимальная толщина материалов, мм | 1,5 | 1,5 | 1,5 | 1,5 |
Ширина петли, Вп, мм | 2,5…4,5 | 2,5…4,5 | 2,5…6 | 2,5...5,6 |
Ширина обметываемой кромки, bк, мм | 1…2,5 | 1…2 | 1…2,5 | 1,75...2,8 |
Расстояние между кромками, Δп, мм | 0,9…1 | 0,5…1 | 0,5…1,5 | 0,5 |
Длина прорези петли, D, мм | 9…24 | 9…24 | 9…24 | 9-32 |
Число стежков на 1 см строчки | 26 | 16…24 | 26 | 26 |
Число проколов на закрепку | 5…8 | 5…7 | 11…15 | 7 |
Номера игл (модель 0203) | 90–120 | 90–100 | 90–100 | 75-100 |
Длина петли, мм | 9...24 | 9...24 | 9...24 | 9-32 |
* Первое значение для хлопчатобумажных ниток, второе – для шелковых.
Начиная шить, нажимом на левую педаль поднимают нажимное устройство. Деталь подкладывают под него таким образом, чтобы ближайший к оператору конец изготавливаемой петли находился под иглой. Затем, освободив левую педаль, опускают нажимное устройство и запускают полуавтомат, нажав на правую педаль. После того, как полуавтомат сделает несколько стежков, ногу с правой педали снимают, и машина выполняет очередную операцию автоматически. Надо следить за тем, чтобы подъем нажимного устройства производился только в конце образования петли.
Процесс образования петли на полуавтомате 25-А кл.
 1. Полуавтомат обметывает левую кромку петли (позиция I). Материал в это время перемещается вперед, на оператора. Игла совершает два движения: 1) продольное (основное) – возвратно-поступательное, вверх и вниз; 2) поперечное – колебательное вместе с качающейся рамкой игловодителя, перпендикулярное направлению подачи. В результате сложения этих двух движений на материале образуется зигзагообразная обметочная строчка. Перемещения материала происходят толчкообразно – одно перемещение за два прокола иглы, т. е. через прокол (при перемещении иглы слева направо).
1. Полуавтомат обметывает левую кромку петли (позиция I). Материал в это время перемещается вперед, на оператора. Игла совершает два движения: 1) продольное (основное) – возвратно-поступательное, вверх и вниз; 2) поперечное – колебательное вместе с качающейся рамкой игловодителя, перпендикулярное направлению подачи. В результате сложения этих двух движений на материале образуется зигзагообразная обметочная строчка. Перемещения материала происходят толчкообразно – одно перемещение за два прокола иглы, т. е. через прокол (при перемещении иглы слева направо).
2. Выполняется первая закрепка. Для этого в конце обметывания левой кромки петли качающаяся рамка игловодителя смещается вправо к середине петли и одновременно увеличивает размах своего поперечного колебания при уменьшении подачи материала. Направление подачи материала изменяется на обратное (от оператора) и на материале производится первая закрепка (позиция II).
3. Качающаяся рамка игловодителя снова уменьшает свой размах до той амплитуды, которая соответствовала обметыванию левой кромки петли. Обметывается правая кромка (позиция III).
 4. В конце обметывания правой кромки качающаяся рамка игловодителя вторично увеличивает амплитуду своего поперечного колебания и выполняет вторую закрепку (позиция IV).
4. В конце обметывания правой кромки качающаяся рамка игловодителя вторично увеличивает амплитуду своего поперечного колебания и выполняет вторую закрепку (позиция IV).
Перед выполнением второй закрепки полуавтомат переходит на пониженную частоту вращения главного вала благодаря автоматическому переключению. В этот момент включается механизм ножа, который прорубает материал посередине между правой и левой кромками петли. После изготовления второй закрепки качающаяся рамка игловодителя смещается вправо. Игла располагается по середине петли и делает еще 3…4 прокола (позиция V) для закрепления шва, после чего машина автоматически выключается. Обрезка верхней и нижней ниток производится подъемом нажимного устройства от педали.
Полуавтомат 811 кл. фирмы «Минерва»
Полуавтомат предназначен для изготовления прямых петель с двумя закрепками на белье, мужских сорочках, брюках, женских платьях однониточным зигзагообразным цепным стежком.
Максимальная частота вращения главного вала, об./мин 1500
Количество проколов иглы в минуту 3000
Длина петли, мм 6...36

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
