
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
V группа: приспособления для обметывания петель, пришивания пуговиц, крючков и другой фурнитуры.
VI группа: объединены приспособления для вывертывания деталей, наматывания полосок материала на кассеты, надевания замков на застежки-молнии и прочие приспособления.
Первая цифра в обозначении марки приспособления, принятой , указывает номер группы, к которой относится данное приспособление, остальные цифры – порядковый номер внутри группы.
Широкая номенклатура приспособлений требует значительных затрат на их приобретение и поддержание в работоспособном состоянии. Для сокращения затрат в швейной промышленности было предложено применять универсально-сборные приспособления в нескольких комплектах:
УСП-1 для одноигольных стачивающих машин,
УСП-2 для двухигольных машин
УСП-3 для специальных машин.
В зависимости от конструктивных и функциональных признаков элементы УСП образуют группы: базовую, опорную, установочную, сборочные единицы, вспомогательные детали, прижимные лапки, направители. Из этих групп деталей и модулей выполняется сборка приспособления конкретного технологического назначения.
Всем элементам комплекта и их модификациям присвоены цифровые индексы, которые используются при сборке приспособлений.
|
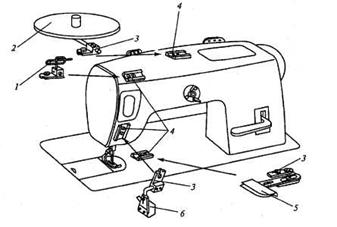 Места установки приспособлений (рис. 3) определяются их функциональным назначением. Наиболее часто эти приспособления устанавливают в корпусе машины и на стержне прижимной лапки. Имея единые установочные колодки 4 и опоры, в которых могут быть закреплены приспособления различного типа, возможна установка приспособлений в различных местах. Направители 5, 6 и 1 материала, тесьмы, корсажной ленты закреплются в опорах 3, которые легко устанавливаются на месте. В опоре 3 можно закреплять не только направители, но и приспособления иного функционального назначения, например кассету 2 с располагаемой в ней тесьмой или корсажной лентой.
Места установки приспособлений (рис. 3) определяются их функциональным назначением. Наиболее часто эти приспособления устанавливают в корпусе машины и на стержне прижимной лапки. Имея единые установочные колодки 4 и опоры, в которых могут быть закреплены приспособления различного типа, возможна установка приспособлений в различных местах. Направители 5, 6 и 1 материала, тесьмы, корсажной ленты закреплются в опорах 3, которые легко устанавливаются на месте. В опоре 3 можно закреплять не только направители, но и приспособления иного функционального назначения, например кассету 2 с располагаемой в ней тесьмой или корсажной лентой.
Современное развитие технологии пошива изделий требует гибкости технологического процесса, что означает возможность перенастройки оборудования и приспособлений для пошива широкого ассортимента изделий на базе одного процесса. Поэтому для рабочих мест, на которых выполняются различные технлогические операции, используют быстросъемные, многопозиционные или комбинированные приспособления.
 В качестве быстросъемных приспособлений можно применять лапки со сменными подошвами (например, прижимные лапки специального назначения к бытовым швейным машинам), а также приспособления с установкой в колодках 4 и фиксацией опоры под действием пружинчатого фиксатора или болтом.
В качестве быстросъемных приспособлений можно применять лапки со сменными подошвами (например, прижимные лапки специального назначения к бытовым швейным машинам), а также приспособления с установкой в колодках 4 и фиксацией опоры под действием пружинчатого фиксатора или болтом.
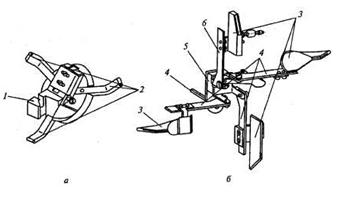
К многопозиционным приспособлениям относится трехпозиционная лапка (рис. 4а), в которой на трехпозиционной державке 1 закрепляются в каждой позиции 2 лапки (на рис. не показаны) различного технологического назначения. Державка 1 крепится винтом к стержню узла прижимной лапки, как обычная прижимная лапка.
В комбинированных приспособлениях сочетаются свойства многопозиционных быстросъемных приспособлений. Так, в комбинированных приспособлениях предусмотрено выключение из работы одного из конструктивных элементов после его снятия или отключения. При этом приспособление приобретает новое технологическое назначение. Количество переключений может происходить несколько раз. При этом приспособление имеет свойство обратимости, т. е. всегда можно восстановить его исходную конструкцию и назначение.
Наладка приспособлений к универсальным швейным машинам должна выполняться для конкретной машины. Для этого необходимо знать вид шва или строчки и их параметры, свойства обрабатываемого материала и т. п. Приспособление подбирается для необходимых параметров и устанавливается на машине. Необходимо добиваться жесткости крепления приспособления, чтобы в процессе работы машины приспособление не меняло свое положение (если это не предусмотрено его функциональным назначением) относительно иглы. Необходимо обеспечить требуемый вид и параметры шва или строчки, производя регулировки в приспособлении или в его креплении на машине. Когда этот этап выполнен, совершают отладку на стабильность и качество исполнения приспособлением заданных функций. Выявленные неисправности устраняют усовершенствованием конструкции, тщательной шлифовкой и другими способами.
Технологическая оснастка требует осторожного отношения при хранении, смазывании и чистке. Не допускается наличие смазочного материала, ржавчины, шероховатостей и заусенцев на направляющих поверхностях приспособлений. На рабочем месте швеи, не используемые на отдельных технологических операциях, приспособления хранятся в ящике промышленного стола к швейной машине.
Стачивающие машины цепного стежка
Швейные машины, выполняющие цепные строчки, работают по другому принципу образования стежка. Типы строчек этих машин отличаются большим разнообразием.
Если челночные швейные машины обычно выполняют двухниточную строчку и редко трехниточную (при работе двумя иглами с одним челноком), то на швейных машинах, выполняющих цепные строчки можно получить однониточную, двухниточную и многониточные строчки.
Машины однониточного цепного стежка
Цепной однониточный стежок представляет собой переплетение из одной нитки, в котором через одну петлю проводится другая петля. С лицевой стороны она имеет вид штриховой линии, с изнаночной – цепочки.
Строчка однониточного цепного стежка применяется:
· для временного соединения деталей (сметывания, наметывания, выметывания)
· для постоянного соединения деталей в головных уборах, для пришивания пуговиц, для отделочных работ и т. д.
Достоинства:
- простота формирования;
- отсутствие необходимости перезаправки ниток;
- растяжимость, следовательно – прочность при растяжении вдоль шва.
Недостатки:
- распускаемость;
- большой расход ниток: на 60 % больше чем у челночного стежка.
В образовании однониточного цепного стежка в основном участвуют два петлеобразующих органа: игла и петлитель (ширитель).
Основной принцип образования цепного стежка любого типа – «петля в петлю». Т. е. захват петли петлителем и проведение новой петли через удерживаемую петлю, захваченную ранее.
 Во всех машинах цепного стежка имеются ограничения минимально-допустимой длины стежка, т. к. перемещение материала влияет на размеры формируемой под захват последней петли в одном стежке. Формирование переплетения нитки в стежке заканчивается через два и более оборота главного вала. Машины не имеют обратного хода и устройства закрепки строчки.
Во всех машинах цепного стежка имеются ограничения минимально-допустимой длины стежка, т. к. перемещение материала влияет на размеры формируемой под захват последней петли в одном стежке. Формирование переплетения нитки в стежке заканчивается через два и более оборота главного вала. Машины не имеют обратного хода и устройства закрепки строчки.
Машина 2222 кл. АО «Орша»
Техническая характеристика
Длина стежка, мм 3…8 / 8…12
Максимальная частота вращения главного вала, об/мин 3000 / 2000
Максимальная толщина обрабатываемых тканей, мм 8
Номера игл 0518 № 000-150
Эти машины предназначены для обработки следующих видов тканей: суконных чистошерстяных и полушерстяных, костюмных ч/ш и п/ш.
Особенности конструкции машины 2222 кл.
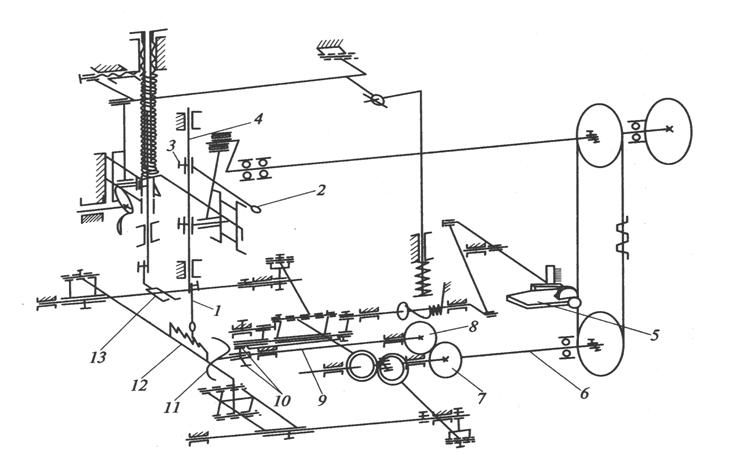
Машина выполнена на базе машины 1022-М кл. В отличие от нее в машине 2222 кл. нет механизмов нитепритягивателя и челнока. В место механизма нитепритягивателя в механизме иглы 1 установлен нитеподатчик 2, который стягивающим винтом 3 закреплен на игловодителе 4.
 Механизм петлителя
Механизм петлителя
На место механизма челнока установлен механизм петлиПетлизакреплен двумя винтами 10 на валу 9. На правом конце вала 9 закреплена шестерня 8, которая взаимодействует с шестерней 7, закрепленной на распределительном валу 6. Зубчатая передача работает с передаточным отношением 1:1.
Регулировки:
Своевременность подхода носика петлителя к игле регулируется поворотом петлина валу 9 после ослабления винтов 10. Носик петлителя должен подойти к игле, когда она сформирует петлю (2…4 мм).
Зазор 0,1…0,5 мм между иглой и носиком петлителя устанавливается смещением петлителя вдоль вала 9 после ослабления винтов 10.
Остальные регулировки аналогичны регулировкам машины 1022 кл.
Машины многониточного цепного стежка
Многониточные цепные стежки обладают повышенной растяжимостью, поэтому их широко применяют при изготовлении трикотажных изделий. Также к достоинствам можно отнести прочность; меньшую распускаемость по сравнению с однониточным цепным стежком; меньшее количество перезаправок ниток; меньшую потерю прочности ниток из-за малых нагрузок на них; более простую конструкцию машин. Т. к. привод механизмов машины выполняется от вала, расположенного в платформе, эти машины имеют более высокую частоту вращения главного вала (до 9000 об/мин), а значит, и производительность, меньше шума и вибрации.
К недостаткам относят: повышенный расход ниток (в 2,3 раза больше, чем у челночного стежка), различие стачивающих строчек с лицевой и изнаночной стороны, утолщение шва на изнаночной стороне, необходимость равномерного схода ниток с бобины (использование конусообразных бобин).
Швейная машина класса 1276 двухниточного цепного стежка
Швейная машина класса 1276 промышленных швейных машин» предназначена для окантовывания бейками краев верхних трикотажных изделий строчкой двухниточного цепного стежка типа 401.
Технические характеристики швейной машины класса 1276
Частота вращения главного вала,
мин-1 ............................................................ 5 200
Длина стежка, мм....................................... 1,8...3,2
Максимальная толщина
обрабатываемого материала, мм............... 3
Высота подъема лапки, мм........................ 5
Применяемые иглы .................................... 0518-75; 0518-90; 0518-100
Заправка игольной нитки 5 выполняется от стойки с бобиной в нитенаправитель, далее проводится между тарелочками регулятора 4, в нитенаправитель 7, регулируемый нитенаправитель 8, колеблющийся нитеподатчик 2, нитеподатчик 9, движущийся поступательно, нитенаправитель 10 на иглодержателе 7 и в ушко иглы.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
