
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
S1=S2
Для выполнения требуемой посадки ∆п между слоями материала вводится разделительная пластина 7 (рис. б), а перемещения S1 и S2 зубчатой транспортирующей лапки 1 и рейки 6 не равны:
при S1>S2 - посадка нижнего слоя материала
при S1<S2 - посадка верхнего слоя материала
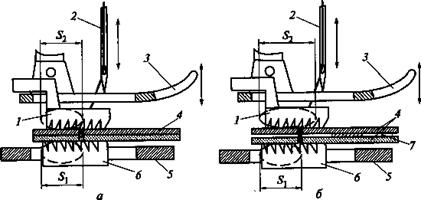 Зубчатая транспортирующая лапка 1 и рейка 6 движутся синхронно по эллипсообразным траекториям и после перемещения материала 4 отходят от него. Материал 4 при отсутствии контакта с ним рейки 6 и транспортирующей зубчатой лапки 1 прижимается лапкой 3 к поверхности игольной пластины 5. Игла 2 прокалывает материал и проводит через него игольную нитку. При транспортировании материала 4 лапка 3 поднимается.
Зубчатая транспортирующая лапка 1 и рейка 6 движутся синхронно по эллипсообразным траекториям и после перемещения материала 4 отходят от него. Материал 4 при отсутствии контакта с ним рейки 6 и транспортирующей зубчатой лапки 1 прижимается лапкой 3 к поверхности игольной пластины 5. Игла 2 прокалывает материал и проводит через него игольную нитку. При транспортировании материала 4 лапка 3 поднимается.
На базе швейной машины челночного стежка общего назначения КУР 31 разработаны машины с верхней транспортирующей зубчатой лапкой. В этих машинах в отличие от базовой используются механизм перемещения зубчатой лапки и узел синхронного подъема лапки.
Технические характеристики швейных машин с регулируемой посадкой
Параметр | 131-41+3 | 131-42+3 | 274-14 «Дюркопп-Адлер» | 487-G «Пфафф» |
Максимальная частота вращения главного вала | 5000 | 5000 | 5000 | 5000 |
Длина стежка, мм | 1,7...3,5 | 1,7...4,5 | До 4 | До 4,5 |
Максимальная толщина материала, мм | 3 | 5 | 6 | 5 |
Мощность электропривода, кВт | 0,37 | 0,37 | 1 | 0,55 |
В узле продвижения зубчатой лапки 2, закрепленной на державке 3, ведущим звеном является эксцентрик продвижения 53.
Узел лапок 2 и 61 включает в себя эксцентрик 15.
Величина перемещения нижней рейки 1 и верхней зубчатой лапки 2 регулируют раздельно с помощью гаек 45 и 44 по шкале, закрепленной на корпусе машины.
Швейная машина с регулируемой посадкой материала
класса 487-G фирмы «Пфафф»
Машина класса 487-G фирмы «Пфафф» предназначена для стачивания материалов двухниточной челночной строчкой без посадки или с требуемой посадкой одного слоя материала относительно другого.
 Устройство швейной машины. Машина содержит механизмы иглы кривошипно-ползунного типа, нитепритягивателя кривошипно-рычажного типа, челнока, равномерно вращающегося с горизонтальной осью, аналогичные машине 1181 фирмы «Пфафф». В механизме иглы отсутствует узел продольных отклонений и поэтому рамка стационарно закреплена в рукаве машины.
Устройство швейной машины. Машина содержит механизмы иглы кривошипно-ползунного типа, нитепритягивателя кривошипно-рычажного типа, челнока, равномерно вращающегося с горизонтальной осью, аналогичные машине 1181 фирмы «Пфафф». В механизме иглы отсутствует узел продольных отклонений и поэтому рамка стационарно закреплена в рукаве машины.
Для обеспечения надежности процесса образования челночного стежка на машине в ней установлен механизм шпулеотводчика.
Швейные машины с регулируемой посадкой материала класса 302 и их модификации
При втачивании рукава в пройму в швейных изделиях костюмной и пальтовых групп выполняется посадка верхней ткани. Использование специальных машин с механизмом верхнего транспортера материала позволяет правильно выполнять посадку материала и упразднить ручную операцию сметывания при выполнении посадки материала. Величина посадки ∆п по периметру проймы имеет различные значения на участках (рис.) втачивания для соответствующих видов изделий.
Одноигольная швейная машина челночного стежка класса 302 промышленных швейных машин» предназначена для втачивания рукава в пройму изделия при изготовлении женских платьев, костюмов, халатов, детской одежды с регулируемей посадкой верхнего слоя материала. Машина класса 302 имеет модификации 302-1 и 302-2 для втачивания рукавов в пройму с одновременной посадкой ткани соответственно на изделиях костюмной, пальтовой групп. Конструктивно машины классов 302-1, 302-2 и 302 идентичны, но отличаются шагом зубьев в рейке и зубчатой лапке, диаметром отверстий в игольной пластине для прохождения иглы, а также габаритными размерами машины со столом.
В машине класса 302 максимальная частота вращения главного вала 2000. В машине класса 302 заправка игольной и челночной ниток аналогична машине класса 852. Машина класса 302 имеет механизмы иглы, челнока, нитепритягивателя и двигателя ткани.
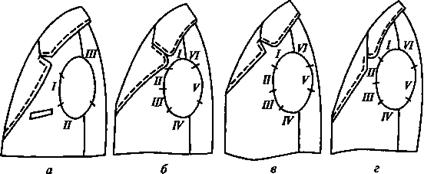 Рис. Участки посадки ткани при втачивании рукава в пройму изделия:
Рис. Участки посадки ткани при втачивании рукава в пройму изделия:
а — пиджак; б — пальто мужское демисезонное; в — пальто мужское летнее; г —жакет
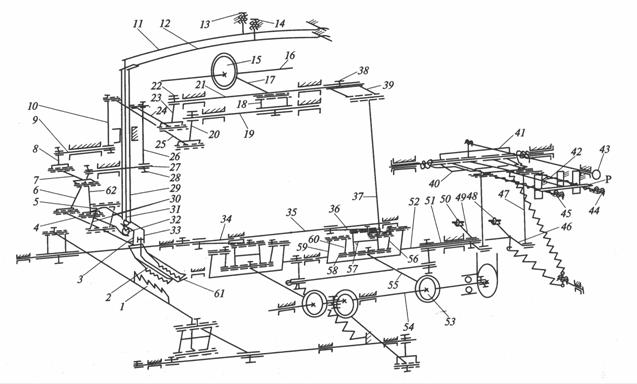
Механизм иглы 38 (рис.) в машине установлен кривошипно-шатунного типа, в котором игловодитель 37 проходит во втулках рамки 35. Рамка 35 закреплена в рукаве машины и имеет возможность прокачивания на шпильке 17.
Положение иглы 38 по высоте регулируется перемещением игловодителя 37 после ослабления винта 34.
Механизм нитепритягивакривошипно-кулисного типа.
Механизм челнока 82 имеет вертикальную ось равномерного вращения. Челнок 82 закреплен на валу 81 и получает вращение от нижнего распределительного вала 59 через зубчатые шестерни 79 и 80 с передаточным отношением 1:2.
Механизм двигателя ткани состоит из следующих узлов: продвижения, подъема и регулирования хода основной рейки 83; продвижения, подъема и регулировки хода зубчатой транспортирующей лапки 85 и подъема прижимной лапки 2
Основная транспортирующая рейка 83 закреплена на рычаге 84 и перемещается горизонтально через рамку 1, вал продвижения 63, коромысло 39, тягу 64, шатун 65 от эксцентрика продвижения 66, закрепленного на нижнем распределительном валу 59.
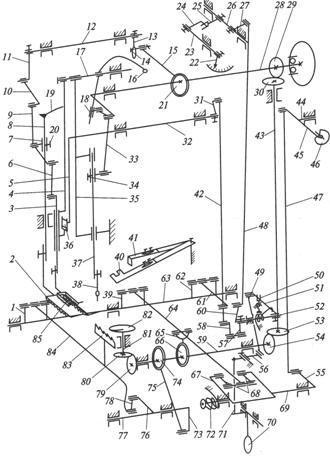 Узел подъема рейки 83 включает в себя соединительное звено 78, рычаг 76, вал подъема 77, коромысло 73, шатун 75 и эксцентрик подъема 74, закрепленный на нижнем распределительном валу 59.
Узел подъема рейки 83 включает в себя соединительное звено 78, рычаг 76, вал подъема 77, коромысло 73, шатун 75 и эксцентрик подъема 74, закрепленный на нижнем распределительном валу 59.
Ход рейки 83 регулируется диском 46.
Узел продвижения транспортирующей лапки 85. Отклонение по направлению транспортирования материала лапке 85 сообщается от вала продвижения 63 через звенья 61, 42, 31, 32, 5, 36, 4 и 3. Рамка 4 прокачивается на шпильке 17.
Подъем и опускание транспортирующей лапки 85 осуществляются от эксцентрика 21, закрепленного на главном валу 28.
Для получения посадки верхнего слоя ткани относительно нижнего между слоями ткани вводится разделительная пластина 40 с упором 41.
Длина стежка регулируется поворотом диска 46.
Посадка верхнего слоя ткани относительно нижнего устанавливается нажатием на рычаг коленного подъемника 70. В машине имеется возможность от рычага коленного подъемника осуществлять подъем лапок 85 и 2, а посадку регулировать нажатием на ножную педаль.
Величина подъема прижимной лапки 2 и транспортирующей лапки 85 регулируется перемещением шарнирного винта 14 в пазу рычага 13 после ослабления его крепления.
Усилие сцепления зубьев транспортирующей лапки 85 с материалом при изменении толщины ткани регулируется смещением поводка 7 на стержне 8 после ослабления винта 20. Ограничения величины посадки ткани достигается поворотом винта 50, которым устанавливается крайнее угловое положение рычага 51. С помощью винта 50 можно исключить посадку ткани в машине.
Машины для выполнения зигзагообразной строчки
При изготовлении швейных изделий широко применяются зигзагообразные строчки: для соединений деталей изделий встык, притачивания кружев, аппликаций, выполнения вышивок и стегальных работ, изготовления закрепок и пришивания пуговиц, для выметывания петель и др.
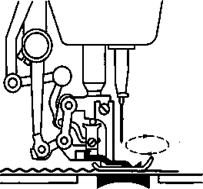
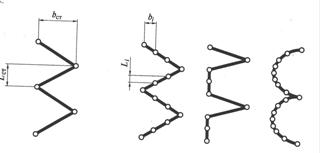 Простая зигзагообразная строчка образуется в результате отклонения bст иглы поперек строчки и перемещения Lст материала двигателем ткани рис.1 Сложные зигзагообразные строчки формируются сложением движений механизмов иглы и двигателя ткани, когда общая ширина зигзага bст складывается из мелких поперечных отклонений bi иглы и перемещений Li ткани.
Простая зигзагообразная строчка образуется в результате отклонения bст иглы поперек строчки и перемещения Lст материала двигателем ткани рис.1 Сложные зигзагообразные строчки формируются сложением движений механизмов иглы и двигателя ткани, когда общая ширина зигзага bст складывается из мелких поперечных отклонений bi иглы и перемещений Li ткани.
Элементарный отрезок строчки, периодически повторяющийся и на основании которого создается рисунок строчки, называется раппортом строчки. Раппорт простой зигзагообразной строчки создается за три прокола иглой материала.
Особенности рабочего процесса
Образование челночного стежка при формировании зигзагообразной строчки имеет ряд особенностей. Игла 1 получает отклонения bст поперек строчки. Диаметр челночного устройства для формирования зигзагообразной строчки увеличен. Плоскость вращения носика 2 челнока обычно располагается поперек направления транспортирования материала (движения рейки). Своевременность подхода носика 2 челнока к игле 1 должна контролироваться при наладке.
При образовании зигзагообразной строчки игла 1 поперечно отклоняется при нахождении над материалом. Прокалывая материал (игла в материале), игла перемещается только по вертикали:
1. игла делает левый прокол и при подъеме из крайнего нижнего положения образует петлю из верхней нити, которую захватывает носик челнока, и обводит вокруг шпульки;
2. затем игла выходит из материала, отклоняется поперек строчки (рейка при этом перемещает материал на расстояние, равное шагу строчки) и делает правый прокол. Далее процесс повторяется.
На отделочных операциях для особо прочного материала скрепление деталей выполняют многоугольные зигзагообразные строчки челночного стежка. Эти строчки могут быть выполнены на одноигольных и двухигольных машинах. Многоугольные строчки могут состоять из двух, трех, шести и двенадцати последовательно повторяющихся стежков.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
