
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 Скорняжные машины классов 141-50 и 141-40 фирмы «Штробель» предназначены для обработки меховых шкурок с тонкой мездрой, машины класса 141-30 — для обработки меха и пальтовых тканей, обработки деталей с толстой мездрой и обработки искусственного меха.
Скорняжные машины классов 141-50 и 141-40 фирмы «Штробель» предназначены для обработки меховых шкурок с тонкой мездрой, машины класса 141-30 — для обработки меха и пальтовых тканей, обработки деталей с толстой мездрой и обработки искусственного меха.
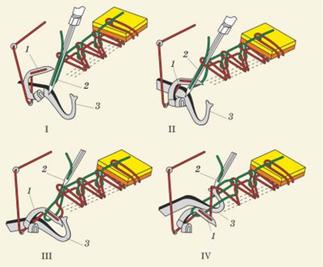
Процесс образования двухниточного краеобметочного стежка 503 типа
В процессе образования двухниточного цепного обметочного стежка участвует игла. Левый петлитель, ширитель, рейка и лапка.
1. Игла 2 опускается в крайнее нижнее положение, левый петлитель 1 находится слева, а ширитель 3 справа.
2. Игла поднимается из крайнего нижнего положения на 2,5…3 мм и образует из нитки петлю, в которую, двигаясь слева направо, входит левый петлитель.
3. Ширитель 3, двигаясь справа налево, встречается с левым петлителем и захватывает его нитку. Игла в это время выходит из материала, а ее петля удерживается на левом петлителе.
4. Ширитель 3 поднимается над игольной пластиной и ставит петлю левого петлителя 1 на линию движения иглы. Рейка перемещает материал на величину стежка. Игла, двигаясь вниз, входит в петлю левого петлителя, подставленную ширителем, и прокалывает материал. Ширитель, двигаясь вправо, освобождает петлю, а игла и левый петлитель затягивают петли, после чего процесс образования стежка повторяется.
 Нитки переплетаются на пальце лапки, при перемещении материала петли соскальзывают с пальца лапки и охватывают срезы материала.
Нитки переплетаются на пальце лапки, при перемещении материала петли соскальзывают с пальца лапки и охватывают срезы материала.
Процесс образования трехниточного краеобметочного стежка 504 типа
Для образования трехниточного цепного обметочного стежка ширитель заменяют правым петлителем, в который заправляют третью нитку
1. Игла 1 опускается в крайнее нижнее положение, левый петлитель находится слева, а правый – справа.
2. Игла поднимается из крайнего нижнего положения на 2,5…3 мм и со стороны заднего желобка образует петлю, в которую, двигаясь слева направо, входит носик левого петлителя.
3. Игла 2 продолжает подниматься и выходит из материала. Навстречу левому петлителю справа налево движется правый петлитель 3 и входит в петлю левого петлителя 1.
4. Правый петлитель 3, двигаясь влево, поднимается над игольной пластиной и ставит свою петлю на линию движения иглы. Рейка перемещает материал на величину стежка. Игла, двигаясь вниз, входит в петлю правого петлителя и прокалывает материал. Затем правый петлитель перемещается вправо, а левый – влево. Происходит затягивание стежка, после чего процесс повторяется.
Швейные машины трехниточного краеобметочного стежка
Для образования краеобметочного стежка широко используется краеобметочная машина класса 51 промышленных машин». Ростовский завод «Агат» по лицензии фирмы «Джуки» (Япония) выпускает краеобметочные машины серий 51, 56 и 60. Осуществляется выпуск машин серий AZ800 и AZ8500 на Азовском оптико-механическом заводе по лицензии фирмы «Ямато» (Япония).
Швейная машина класса 51.
Конструкция машины класса 51 содержит пространственно-рычажный механизм иглы, колеблющиеся петлители, реечный механизм двигателя ткани и механизм ножей, работающий по принципу ножниц. Устройство подачи ниток выполнены на базе конструкций механизмов иглы и петлителей.
Техническая характеристика машин 51 и 51-А кл.
Максимальная частота вращения главного вала, об/мин 3500
Длина стежка, мм 1,5…4
Ширина обметывания, мм 3…6
Максимальная толщина материалов, мм 2,5
Номера игл 0029 № 60, 65, 75, 90, 100
 В машине 51 кл. используется дифференциальный двигатель материала, в машине 51-А кл. – простая рейка.
В машине 51 кл. используется дифференциальный двигатель материала, в машине 51-А кл. – простая рейка.
Заправку ниток в краеобметочной машине выполняют в обратном порядке по отношению к последовательности захвата петель рабочими органами при образовании стежка: первоначально заправляют нитку верхнего петлителя, а в последнюю очередь — игольную нитку. Для заправки ниток в краеобметочных машинах используют специальные приспособления или пинцет.
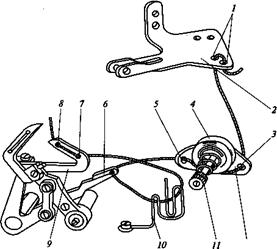
Сначала заправляют нитку верхнего петлиОт стойки с бобиной нитка верхнего петлителя проводится через два отверстия 1 на передней стороне нитенаправительной пластинки 2, через правое отверстие 3 нитенаправительной пластинки 12 регулятора натяжения 11, между шайбами 4 натяжения, в левое отверстие 5 пластинки 12, в нитеподатчик 6, под скобу проволочного нитенаправии в глазки 7 и 8 верхнего петлителя 9.
 От стойки с бобиной нижнего петлителя нитка заправляется в отверстия 7 на нитенаправительной пластине 2, в глазок нитеоттягивателя 3, закрепленный на шатуне механизма иглы, в одно отверстие 4 нитенаправителя 8, закрепленного на крышке машины, в глазок нитеоттягивателя 6, установленного на шатуне механизма иглы, в другое отверстие 5 нитенаправителя 8, через отверстие 9 в крышке машины, в отверстие 10 в боковой крышке машины, через отверстия в нитенаправительной пластине 11 между шайбами 12 регулятора натяжения, через трубчатый нитенаправитель 13, под нитеоттягиватель 14, закрепленный на трехплечем рычаге механизма петлителей, в глазки 15 и 16 нижнего петлителя 17.
От стойки с бобиной нижнего петлителя нитка заправляется в отверстия 7 на нитенаправительной пластине 2, в глазок нитеоттягивателя 3, закрепленный на шатуне механизма иглы, в одно отверстие 4 нитенаправителя 8, закрепленного на крышке машины, в глазок нитеоттягивателя 6, установленного на шатуне механизма иглы, в другое отверстие 5 нитенаправителя 8, через отверстие 9 в крышке машины, в отверстие 10 в боковой крышке машины, через отверстия в нитенаправительной пластине 11 между шайбами 12 регулятора натяжения, через трубчатый нитенаправитель 13, под нитеоттягиватель 14, закрепленный на трехплечем рычаге механизма петлителей, в глазки 15 и 16 нижнего петлителя 17.
 Нитку иглы от стойки с бобинами проводят через отверстия 2 в нитенаправительной пластине 3, между тарелочками 4 регулятора натяжения, отверстия 1 на левой стороне пластины 3 перед фасонным нитеоттягивателем 5, в глазок 6 нитеподатчика, закрепленного на поводке механизма иглы, между шайбами 7 натяжения и в ушко иглы 8.
Нитку иглы от стойки с бобинами проводят через отверстия 2 в нитенаправительной пластине 3, между тарелочками 4 регулятора натяжения, отверстия 1 на левой стороне пластины 3 перед фасонным нитеоттягивателем 5, в глазок 6 нитеподатчика, закрепленного на поводке механизма иглы, между шайбами 7 натяжения и в ушко иглы 8.
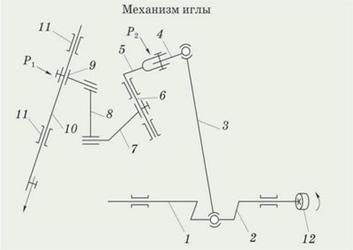 1. главный вал 2. колено главного вала
1. главный вал 2. колено главного вала
3. шатун 4. палец 5. коромысло 6. ось 7. коромысло 8. соединительное звено 9. поводок 10. игловодивтулки 12. маховое колесо (шкив)
Р1 – положение иглы по высоте изменяется путем ослабления винта крепления поводка 9 и осевым смещением игловодивместе с иглой.
Р2 – величина хода иглы регулируется перемещением пальца 4 внутри коромысла 5 после ослабления винта. При выдвижении пальца 4 ход иглы уменьшится.
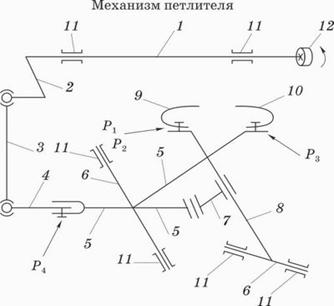 1. главный вал 2. кривошип 3. шатун 4. палец 5. трехплечий рычаг 6. ось 7. соединительное звено 8. рычаг левого петлилевый петлиправый петливтулки 12. маховое колесо (шкив)
1. главный вал 2. кривошип 3. шатун 4. палец 5. трехплечий рычаг 6. ось 7. соединительное звено 8. рычаг левого петлилевый петлиправый петливтулки 12. маховое колесо (шкив)
Р1 – своевременность подхода носика левого петлителя 9 к игле регулируется его перемещением вдоль оси главного вала 1 после ослабления винта. При выполнении этой регулировки необходимо, чтобы в крайнем левом положении носик левого петлителя отстоял от иглы на расстоянии 2-3,5 мм.
Р2 – для регулирования зазора между левым петлителем 9 и иглой, который должен быть равен 0,05 мм, поворачивают петлитель 9 после ослабления винта крепления.
Р3 – положение носика правого петлиотносительно иглы регулируют перемещением петлителя вдоль оси главного вала 1 после ослабления винта. При выполнении данной регулировки следует добиться того, чтобы правый петлитель в своем крайнем левом положении заходил бы за линию движения иглы на 8-9,5 мм.
 Р4 – величина хода петлителей регулируется перемещением пальца 4 внутри плеча рычага 5. Если его переместить ближе к оси 6, то ход петлителей увеличится.
Р4 – величина хода петлителей регулируется перемещением пальца 4 внутри плеча рычага 5. Если его переместить ближе к оси 6, то ход петлителей увеличится.
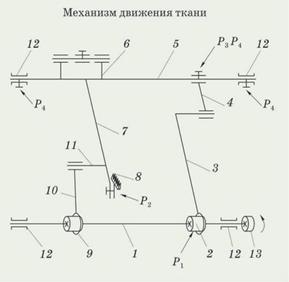
1. главный вал 2. эксцентрик продвижения
3. шатун 4. коромысло
5. вал 6. коромысло
7. рычаг 8. рейка
9. эксцентрик подъема 10. шатун
11. соединительное звено 12. втулки
13. маховое колесо (шкив)
Р1 – длина стежка регулируется путем завинчивания или вывинчивания винта эксцентрика продвижения 2.
Р2 – высота подъема рейки 8 регулируется ее вертикальным перемещением в пределах прорезей игольной пластины после ослабления винта крепления рейки 8.
Р3Р4 – положение рейки 8 в прорезях игольной пластины регулируется поворотом вала 5 после ослабления винта, если рейку необходимо переместить поперек оси главного вала 1. Если требуется переместить рейку вдоль оси главного вала 1, то ослабляются винты и весь вал 5 вместе со втулками 12 перемещают вдоль оси.
машина класса 51-264
назначение: предназначена для обметывания срезов деталей трикотажных, платьевых, бельевых изделий трехниточным цепным обметочным переплетением. Имеет механизмы иглы, нижнего и верхнего петлителя, двигателя ткани и ножей.
техническая характеристика:
1. частота вращения главного вала – до 3500 об/мин;
2. дина стежка – 1,5-4 мм;
3. ширина обметывания – 3-6 мм;
4. толщина материалов под лапкой – до 2,5 мм.
заправка нитей:
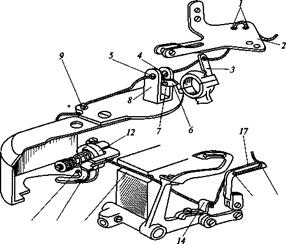
1. 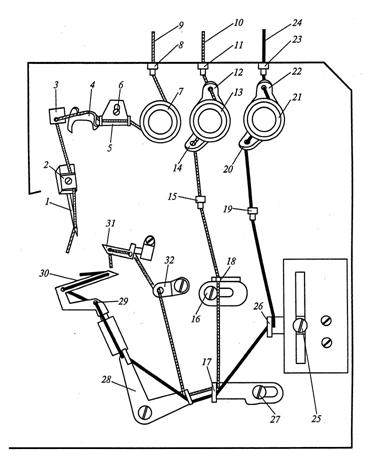 игольная нить 9 с бобины вводят в отверстие трубчатого нитенаправителя 8, обводят между шайбами регулятора натяжения 7, заводят в два отверстия 5 нитенаправителя 6, над нитенаправителем 4, в нитенаправитель 3, под пластину 2 дополнительного регулятора натяжения и в отверстие иглы 1 от работающего.
игольная нить 9 с бобины вводят в отверстие трубчатого нитенаправителя 8, обводят между шайбами регулятора натяжения 7, заводят в два отверстия 5 нитенаправителя 6, над нитенаправителем 4, в нитенаправитель 3, под пластину 2 дополнительного регулятора натяжения и в отверстие иглы 1 от работающего.
2. нить 24 левого петливводят в трубчатый нитенаправитель 23, затем в отверстие нитенаправителя 22, обводят между шайбами регулятора натяжения 21, заводят в отверстие нитенаправителя 20, затем в трубчатый нитенаправитель 19, потом в отверстие нитенаправителя 26, в сдвоенный нитеподатчик 17, в глазки двухплечего рычага 28, затем в отверстие нитенаправии последовательно в два отверстия левого петли
3. нить 10 правого петлис бобины вводят в трубчатый нитенаправитель 11, затем в отверстие нитенаправителя 12, обводят между шайбами регулятора натяжения нити 13 и в отверстие нитенаправителя 14, затем в трубчатый нитенаправитель 15, в проволочный нитенаправитель 18, в сдвоенный нитеподатчик 17, в верхний глазок двухплечего рычага 28, затем в отверстие нитенаправии последовательно в два отверстия правого петли

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
