
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
К оборудованию рабочего места утюжильщицы предъявляются следующие требования.
1. Работающий с утюгом должен быть защищен от поражения током. Утюг должен быть правильно собран, проверен на нагрев и отсутствие замыкания тока на корпус утюга. Все токопроводящие контакты должны быть закрыты специальными ограждениями, а рубильник для включения и выключения утюга – кожухом. Изоляция шнура должна быть в полной исправности, шнур должен быть заключен в резиновый шланг и не касаться ни утюга, ни поверхностей стола. Под ногами работающего должен быть резиновый коврик.
2. Рабочее место для выполнения утюжильных работ должно иметь индивидуальное освещение.
3. Подставка, на которую ставят утюг, должна быть изолирована и установлена на одном уровне с обрабатываемой деталью, чтобы работающему не приходилось высоко поднимать утюг. Она должна быть изготовлена из огнестойкого и малотеплоемкого материала и иметь с трех сторон бортики.
4. Утюги должны иметь штепсельные разъемы такой конструкции, чтобы предупредить включение фазного провода на корпус установки. Ручки утюгов должны быть отполированы и выполнены из материалов, не проводящих ток и плохо проводящих тепло. Подошва утюга должна быть чистой и хорошо отполированной.
5. Гладильные столы должны быть оборудованы устройствами для пропаривания или увлажнения материала.
6. Электрические утюги должны иметь автоматический регулятор температуры.
Прессы
Прессы по сравнению с утюгами обеспечивают более высокую производительность труда и хорошее качество ВТО изделий. Прессы различают:
- по технологическому назначению (для дублирования, внутрипроцессной и окончательной обработки и др.);
- усилию прессования (легкие, средние и тяжелые);
- виду привода (ручные, ножные, электромеханические, гидравлические и пневматические).
В гладильных прессах применяют различные устройства для автоматического регулирования режимов ВТО (времени, температуры, давления и влажности): реле времени, терморегуляторы, реле давления, дозаторы увлажнения и т. д.
Электромеханические прессы
Рассмотрим их на примере пресса марки Cs-311 фирмы «Паннония» (Венгрия). Он предназначен для внутрипроцессной и окончательной ВТО: верхней одежды, белья, трикотажных изделий. В этом прессе можно применять сменные подушки.
Техническая характеристика электромеханического пресса
Параметр | Значение |
Производительность, цикл/смена | 600 |
Усилие прессования, Н | 20 000 |
Температура гладильной поверхности, °С | 80...250 |
Давление пара, МПа | 0,4 |
Мощность, кВт | 7,1 |
Наибольшая толщина прессуемых деталей, мм | 12 |
Масса без подушки, кг | 500 |
Размеры, мм | 1265´1200´1450 |
Изделие или полуфабрикат укладывается на нижнюю подушку. При одновременном нажатии оператором двух кнопок включения верхняя подушка опускается и происходит прессование материала изделия. Затем материал изделия пропаривается через подушку, осуществляется отсос влаги и сушка изделия. По окончании цикла прессования верхняя подушка поднимается и изделие снимается с подушки. Время выполнения каждого этапа обработки изделия устанавливается автоматически.
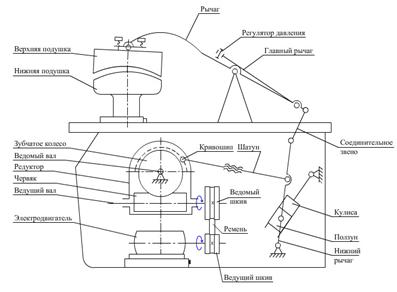 В прессе установлены механизм опускания и подъема верхней подушки, система пароснабжения, отсоса влаги и электрооборудование.
В прессе установлены механизм опускания и подъема верхней подушки, система пароснабжения, отсоса влаги и электрооборудование.
Механизм подъема и опускания верхней подушки обеспечивает перемещение верхней подушки и представляет собой шарнирный механизм с приводом от электродвигателя через клиноременную передачу (шкивы и ремень) и червячный редуктор.
При включении электродвигателя червячное колесо поворачивается по часовой стрелке примерно на 100° и через кривошип и шатун поворачивается рычаг. Через звено рычаг поворачивает главный рычаг на оси. Верхняя подушка опускается, а нижний рычаг и звено устанавливаются в одну линию. Нижний рычаг также поворачивает рычаг-кулису, которая воздействует на концевой выключатель и отключает электродвигатель.
По окончании времени прессования электродвигатель автоматически включается, и его вал начинает вращаться в обратном направлении. Червячное колесо поворачивается против часовой стрелки и через механизм поднимает верхнюю подушку. При повороте в обратном направлении рычаг-кулиса по окончании подъема подушки воздействует на концевые выключатели и отключает электродвигатель. Регулятор давления обеспечивает изменение усилия прессования в зависимости от вида и толщины прессуемой ткани.
 Прессы карусельного типа
Прессы карусельного типа
Новым техническим направлением в работе фирм, изготавливающих гладильное оборудование, является разработка и поставка прессов карусельного типа, позволяющих осуществить несколько операций на одном рабочем месте.
В трехпозиционных прессах имеются три рабочие секции: одна погрузочно-разгрузочная и две для обработки изделий. На прессах можно установить две различные пары гладильных подушек (например, для обработки спинки и полочки пиджака или пальто).
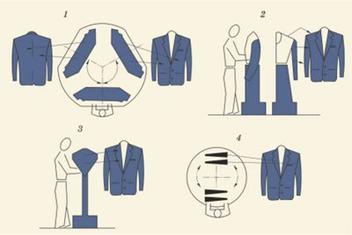
Прессы карусельного типа могут использоваться как для внутрипроцессной ВТО, так и для окончательной. Наиболее эффективная технология окончательной ВТО мужского пиджака предлагается фирмой «Макпи». В комплект оборудования производительностью 350 пиджаков в смену (8 ч) входят: автоматизированный карусельный пресс модели 521 для обработки полочки и спинки 1; автоматизированный пресс модели 232 для обработки плечевых участков, пройм и рукавов 2; автоматизированный пресс модели 247 для обработки воротника и лацканов 3 и автоматизированный карусельный пресс модели 500 для одновременного прессования двух лацканов 4.
В системе управления прессов предусмотрено регулирование:
- разрежения вакуум-отсоса;
- давления и расхода пара;
- температуры и продолжительности пропаривания и вакуум-отсоса;
- расстояния между подушками во время обработки изделия.
 Паровоздушные манекены
Паровоздушные манекены
Паровоздушные манекены являются прогрессивным высокопроизводительным оборудованием для формования и окончательной ВТО швейных изделий. В этом оборудовании использован способ одновременного воздействия тепла и влаги на всю обрабатываемую поверхность изделий, благодаря чему оно имеет высокую производительность. Оборудование автоматизировано, режимы обработки изделий, включающие в себя пропаривание и подачу горячего воздуха под давлением, задаются на пульте управления паровоздушным манекеном.
Для подогрева воздуха паровоздушный манекен имеет специальный калорифер, который крепится к основанию. Внутри основания манекена находится стойка с отверстиями для выхода пара в период пропаривания изделия. К верхней части стойки прикреплен каркас с раздвижными плечами. Сверху на каркас надет чехол. Объем чехла регулируется прижимными планками и системой рычагов.
Паровоздушный манекен включается нажатием на кнопку пульта управления. После включения через систему вентилей и влагоотделителя к манекену подается очищенный от конденсата пар, который проходит через калорифер и отверстия в стойке и заполняет чехол. Пар поступает под давлением 0,3...0,7 МПа, вследствие чего чехол приобретает объемную форму, близкую к внутренней форме обрабатываемого изделия. По истечении времени пропаривания включается электродвигатель вентилятора, с помощью которого под чехол нагнетается воздух, прошедший через калорифер и нагретый до требуемой температуры. Под действием горячего воздуха изделие распрямляется и высушивается. При этом удаляются ласы, а полученная деформация изделия становится устойчивой.
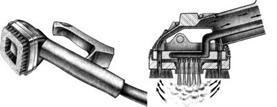 Отпариватели. Для отпаривания швейных изделий используют также пропаривающую и всасывающую щетку – отпариватель, с помощью которой не только снимаются ласы, но и выравниваются замины и сгибы на изделии. Конструкцией щетки-отпаривателя предусмотрено наличие шланга подачи пара, элемента электронагрева камеры перегрева пара всасывающей трубы и съемной щетки.
Отпариватели. Для отпаривания швейных изделий используют также пропаривающую и всасывающую щетку – отпариватель, с помощью которой не только снимаются ласы, но и выравниваются замины и сгибы на изделии. Конструкцией щетки-отпаривателя предусмотрено наличие шланга подачи пара, элемента электронагрева камеры перегрева пара всасывающей трубы и съемной щетки.
Управление щеткой заключается в попеременном включении пропаривания и всасывания. Пароснабжение щетки осуществляется от централизованной системы или индивидуального парогенератора.
Оборудование подготовительного цеха
В подготовительном цехе выполняются операции, связанные с приемом, транспортированием, разбраковкой, измерением и хранением материалов. Подготовительный цех состоит из двух участков: неразбракованного и разбраковонного материалов.
 Оборудование для хранения и разбраковки материалов. Материал поступает на швейное предприятие в рулонах или кипах. После разгрузки с автомобилей материал направляется в складское помещение для хранения или в подготовительный цех для промера, разбраковки и в раскройный цех для раскроя.
Оборудование для хранения и разбраковки материалов. Материал поступает на швейное предприятие в рулонах или кипах. После разгрузки с автомобилей материал направляется в складское помещение для хранения или в подготовительный цех для промера, разбраковки и в раскройный цех для раскроя.
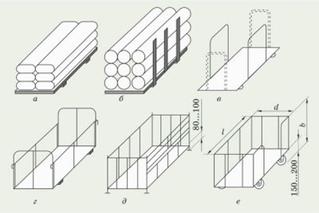
Типы тары для хранения рулонов:
а — поддон-платформа; б, в — поддон со съемными стойками; г — поддон-контейнер со съемными боковыми стенками; д — стоечный поддон-контейнер; е — тележка-контейнер

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
