
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Ширина петли, мм 2,5...4,5
Ширина кромки, мм До 1,5...2
Число проколов в закрепке 5...6
Номера игл 0277 № 75–100
Толщина материалов, мм 1,5
Расстояние между кромками, мм 0,5...1,0
Длина прорези петли, мм 9...24
Число стежков в 1 см строчки 16–24
Полуавтомат имеет кривошипно-коромысловый механизм иглы, колеблющиеся петлители. Материал может перемещаться вдоль и поперек платформы, нож прорубает петлю в конце цикла ее изготовления. Имеется механизм обрезки нитки.
Включение полуавтомата осуществляется нажатием на педаль, аварийный останов – нажатием на коленный рычаг. В зависимости от натяжения нитки петля может изготавливаться гладьевой и бисерной строчкой.
Процесс изготовления петли на п/а 811 кл.
 1. Под поднятые лапки подкладывают изделие, и, нажав на педаль, включают полуавтомат. Лапки автоматически опускаются и изготовление петли начинается.
1. Под поднятые лапки подкладывают изделие, и, нажав на педаль, включают полуавтомат. Лапки автоматически опускаются и изготовление петли начинается.
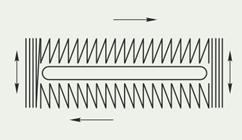
2. Игла отклоняется поперек платформы машины, материал после каждых двух проколов иглы перемещается влево от оператора. В результате получают переднюю кромку петли.
3. Во время изготовления правой закрепки механизм продольных перемещений материалов отключается, а механизм поперечных перемещений включается. В результате сложения двух движений (отклонений иглы на ширину кромки петли и поперечных перемещений материалов) изготавливается правая закрепка. После этого материалы остаются смещенными к оператору, отключается механизм поперечного перемещения материалов и включается механизм продольного перемещения.
4. При изготовлении задней кромки петли после каждых двух проколов иглы материал перемещается вправо.
5. Левая закрепка изготовляется так же, как и правая. В конце ее изготовления материалы смещаются от оператора, игла делает стежок для закрепления строчки и машина автоматически выключается.
6. В момент выключения машины нож опускается и прорубает материал между кромками петли, механизм обрезки обрезает нитку на петлителе, лапки автоматически поднимаются.
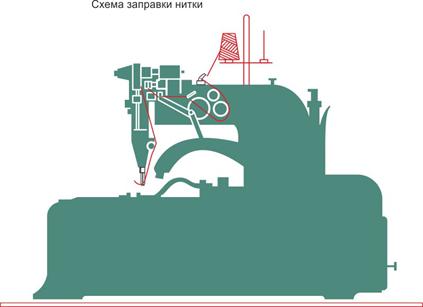 Нитку с бобины последовательно заправляют в три отверстия стержневого направителя, сверху вниз обводят ее между шайбами дополнительного регулятора натяжения, между шайбами 0 основного регулятора натяжения, заводят справа налево в проволочный нитенаправитель и вводят в ушко нитеотводчика, создающего резерв нитки в конце изготовления петли при прорубании материала ножом. Затем нитку сверху вниз вводят в ушко нитеподатчика, заводят между шайбами дополнительного регулятора натяжения, закрепленного на рамке игловодителя, и справа налево заправляют в ушко иглы
Нитку с бобины последовательно заправляют в три отверстия стержневого направителя, сверху вниз обводят ее между шайбами дополнительного регулятора натяжения, между шайбами 0 основного регулятора натяжения, заводят справа налево в проволочный нитенаправитель и вводят в ушко нитеотводчика, создающего резерв нитки в конце изготовления петли при прорубании материала ножом. Затем нитку сверху вниз вводят в ушко нитеподатчика, заводят между шайбами дополнительного регулятора натяжения, закрепленного на рамке игловодителя, и справа налево заправляют в ушко иглы
Полуавтомат 62761-Р3 кл. фирмы «Минерва»
Полуавтомат предназначен для обметывания петель на верхней одежде зигзагообразной двухниточной цепной строчкой с применением третьей каркасной нити. С его помощью можно изготавливать петли с глазком, а также прямые петли без глазка с обычной или клиновой закрепками и без закрепок.
Характеристика полуавтомата 62761-Р3 кл.
Параметр | Значение |
Максимальная частота вращения главного вала, об./мин | 600 |
Количество проколов иглы в мин | 1200 |
Длина петли без закрепок, мм | 11...40 |
Длина петли с обычной или клиновой закрепкой, мм | 13...35 |
Количество стежков в 1 см строчки | 5...20 |
Длина закрепки, мм | 4...8 |
Ширина закрепки, мм | 2...4 |
Количество стежков в закрепке | 10...14 |
Подъем лапок, мм | До 10 |
Ширина петли, мм | До 8 |
Номера игл | 0277 № 90–120 |
П/а отличается от ранее выпускавшихся п/а 62761-Р1 и 62761-Р2 кл. тем, что в нем добавлен механизм закрепок, обеспечивающий выполнение обычной поперечной закрепки после изготовления кромок петли.
В процессе образования строчки участвуют игла, левый петлитель, его ширитель, расположенный над петлителем, правый петлитель и его ширитель.
 Процесс изготовления петли на п/а 62761-Р3 кл.
Процесс изготовления петли на п/а 62761-Р3 кл.
1. Изделие укладывают на пластины механизма перемещения материалов лицевой стороной вниз так, чтобы метка петли находилась под прорубающим ножом. Лапки могут опускаться автоматически или вручную.
2. Включение полуавтомата осуществляется нажатием на кнопку пускового рычага. При этом нож опускается и прорубает вход в петлю на резцовой колодке.
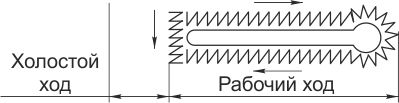
3. Шьющий аппарат (игла и петлители) поворачивается на 180°. Включается первый холостой ход, и платформа с изделием непрерывно перемещается к оператору. Пластины механизма перемещения материалов движутся поперек платформы машины и расширяют прорезь петли.
4. При включении рабочего хода изготовление петли начинается с правого среза, игла получает отклонения поперек платформы на ширину обметочного шва, изделие и платформа после каждых двух проколов иглы толчкообразно перемещаются к оператору.
5. При обметывании глазка петли шьющий аппарат поворачивается на угол 180°, платформа перемещается по кривой, соответствующей форме глазка петли, шаг строчки обметывания автоматически становится реже.
6. При обметывании левого среза петли платформа вместе с изделием перемещается от оператора.
7. При переходе к изготовлению закрепки шьющий аппарат поворачивается на угол 90°, платформа перемещается влево на ширину петли, а затем после каждых двух проколов иглы – вправо; игла отклоняется вдоль платформы и изготавливает поперечную закрепку.
Шьющий аппарат возвращается в исходное положение и рабочий ход выключается.
8. Включается второй холостой ход, и платформа непрерывно перемещается от работающего. В конце холостого хода лапки поднимаются автоматически или после выключения машины вручную. Пластины механизма перемещения автоматически сближаются, при съеме изделия нитки обрезаются ножницами.
Рельефный узор строчки образуется снизу, поэтому изделие размещают на платформе машины лицевой стороной вниз.
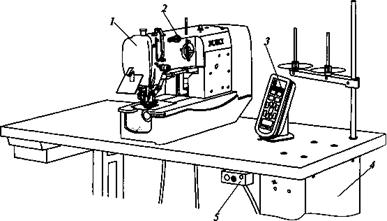
Швейная машина для выполнения петель с ЧПУ модели LBH-1700 фирмы Juki
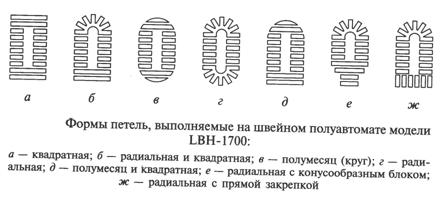 Швейная машина модели LBH-1700 фирмы Juki (Япония) предназначена для выполнения различных по форме петель (рис.).
Швейная машина модели LBH-1700 фирмы Juki (Япония) предназначена для выполнения различных по форме петель (рис.).
Головка 1 швейной машины размещается на промышленном столе. Справа от нее устанавливается многофункциональная операционная панель, на которой устанавливаются не только форма петли, но и режимы работы машины. Микропроцессор с системой хранения и преобразования команд находится в системном блоке 4 управления машиной под крышкой стола.
Технические характеристики петельного полуавтомата LBH-1700следующие:
Максимальная частота вращения
главного вала машины, мин"1................................................... 3600
 Параметры петли, мм:
Параметры петли, мм:
Длина петли................................. устанавливается на цифровом дисплее операционной панели
Длина стежка........................ 0,2...0,7
Длина закрепки............................. 0,4...31,8
Ширина закрепки (макс.)............... 0,4...31,8
Длина прорези (по размеру ножа) 6,4...31,8
Ширина прорубки ножа.. 0... 1,5
Максимальное число шаблонов........89
Общий вид машины модели LBH-1700:
1 — головка; 2 — электронный регулятор натяжения; 3 — операционная панель; 4 — системный блок; 5 — выключатель
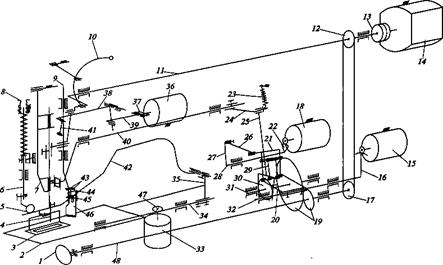 Механизм иглы 4 имеет узел вертикальных перемещений и узел поперечных
Механизм иглы 4 имеет узел вертикальных перемещений и узел поперечных
|
|

отклонений иглы
Регулировки, обеспечивающие взаимодействие иглы с челноком, те же, что и в обычных швейных машинах челночного стежка.
Изменение параметров петли (ширина кромки или закрепки петли, положение петли и расстояние между кромками) производится с помощью команд, задаваемых на операционной панели машины.
Механизм нитепритягивааналогичен п/а класса 25.
Механизм челнока 1 вращающийся с горизонтальной осью вращения
Механизм двигателя ткани имеет узлы перемещения рамки 3 с пластиной 2 и прижатия рамки 3.Усилие прижатия материала рамкой 3 регулируется поворотом винта 8.
Механизм ножа 46 служит для перемещения ножа 46 в конце образования петли.
При изменении длины петли производят смену ножа 46 и игольной пластины (при значительном изменении длины петли), соответствующих по ширине лезвия ширине прорези в петле.
По высоте нож 46 устанавливается его смещением после ослабления винта 45.
Продольное положение прорези в петле устанавливается смещением ножа 46 с его державкой после ослабления винтов 43. Прорезь в петле должна располагаться симметрично относительно петли в ее центре.
В машине имеются механизм обрезки ниток, отводки нитки и автоматическая система смазки механизмов машины.
Общие сведения о влажно-тепловой обработке
Влажно-тепловая обработка (ВТО) – интенсивный процесс тепло - и массообмена, протекающий в очень короткое время и сопровождающийся механическим воздействием на материал. Это элемент технологического процесса изготовления швейного изделия (внутрипроцессная обработка). Ее используют как окончательный этап обработки изделия для получения им товарного вида.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
