
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Влажно-тепловая обработка является одним из сложнейших этапов изготовления одежды, от качества проведения которого зависят ее формостойкость и внешний вид.
Качество проведения ВТО во многом зависит от квалификации работника, правильного подбора режимов обработки, а также от типа гладильного оборудования и его состояния. При ВТО можно регулировать температуру нагревания материала, степень его увлажнения, усилие давления и его продолжительность.
Процесс ВТО упрощенно может быть представлен в виде непрерывного цикла, состоящего из трех этапов:
2) увлажнение и нагрев материала;
3) деформация материала путем давления утюга или пресса на обрабатываемый участок изделия;
4) сушка материала и фиксация полученной деформации
Увлажнение может осуществляться двумя способами: паром или водой. Увлажнение с помощью пара имеет ряд преимуществ: оно обеспечивает равномерное увлажнение обрабатываемой поверхности материала и ускоряет процесс ВТО вследствие более быстрого нагрева материала.
Сушка материала и фиксация полученной деформации происходят в процессе удаления избыточной влаги под воздействием нагретой гладильной подушки или утюга, а также принудительным отсосом (более форсировано).
Влажно-тепловая обработка в зависимости от воздействия на материал может выполняться тремя способами.
- глажение – способ, при котором гладящая поверхность, нагретая до определенной температуры, перемещается по обрабатываемой поверхности материала и одновременно оказывает на нее давление;
- прессование – способ, при котором материал сжимается между горячими поверхностями (подушками), не имеющими смещения друг относительно друга;
- пропаривание – способ, при котором обработка материала осуществляется паром без давления горячей поверхности.
Глажение в основном выполняется с помощью утюгов, прессование – прессов, пропаривание – паровоздушных манекенов.
Режимы ВТО
Выбор режимов ВТО изделий является важным, ответственным и весьма сложным этапом. Он обуславливается видом и структурой материала, характером ее обработки и многими другими факторами. Неправильно подобранные режимы приводят к браку: появляются ласы, внешние и внутренние опалы, тепловая усадка, оплавление ворса и опорной поверхности материала, пятна, изменяется цвет.
В основе рекомендуемых режимов лежат предельные значения физических факторов, определяющих эффективность ВТО изделий, изготовленных из текстильных материалов.
Физическими факторами, определяющими результат ВТО, являются тепло, влажность полуфабриката, давление на полуфабрикат и время обработки. От количественных характеристик этих факторов во многом зависят качество обработки и производительность труда при выполнении операции.
Выбор оптимальных режимов для конкретных тканей может быть осуществлен непосредственно на предприятии.
Утюги и утюжильные столы Для выполнения ВТО на труднодоступных участках швейных изделий применяют утюги: с электрическим и паровым обогревом, пароэлектрические и электропаровые. Гладильная поверхность в утюгах с электрообогревом нагревается с помощью электронагревательных элементов, а увлажнение полуфабриката осуществляется распылением воды на поверхность обрабатываемой ткани или предварительным ее увлажнением. Недостатком такого утюга является необходимость дополнительного нагревания материала после его увлажнения для испарения воды. При использовании пароэлектрических утюгов увлажнение ткани осуществляется паром, который создается в парообразователе утюга. Недостаток такого утюга – необходимость периодически наполнять парообразователь водой и очищать его от накипи, образующейся при испарении воды в нем. В электропаровых утюгах для увлажнения полуфабриката используется пар, который подводится по специальному шлангу, а для повышения температуры нагревания гладильной поверхности утюга устанавливаются электронагревательные элементы. В утюгах с паровым обогревом нагревание материала и увлажнение полуфабриката осуществляются паром, подводимым по специальному шлангу к утюгу. Но ассортимент материалов, которые можно обрабатывать такими утюгами, ограничен. Общими требованиями, предъявляемыми к утюгам, являются: - небольшая масса; - наличие регуляторов температуры и электромагнитных паровых клапанов; - удобство пользования органами управления, задающими режим ВТО; - наглядность информации о режиме работы утюга. Электропаровые утюги В таких утюгах пар может поступать от утюжильного стола или индивидуального парогенератора. Техническая характеристика промышленного электропарового утюга с терморегулятором марки УПП-М опытно-экспериментальный завод «Легмаш» представлена в следующей таблице.
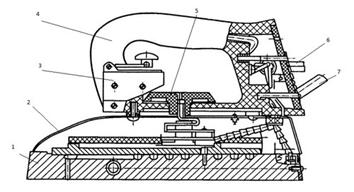
Утюг УПП-М состоит из гладильной плиты 1, крышки 2, ручки 4, терморегулятора 5, переключателя 3, провода с вилкой 6 и паропроводного рукава 7
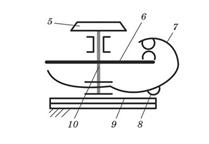
тактов 6 и 7, диска 5 и его стержня 10. Биметаллическая пластина 9 нагревается до определенной температуры, начинает изгибаться вверх и нажимает на контакт 8. Токопроводящие контакты 6, 7 размыкаются, электрический ток прерывается, и утюг начинает охлаждаться. При охлаждении биметаллическая пластина принимает первоначальное положение и контакты 6, 7 замыкаются. Следовательно, чем выше относительно пластины 9 будет расположен контакт 8, тем до большей температуры будет нагреваться утюг. Изменение положения контакта 8 относительно пластины 9 осуществляется поворотом диска 5 и его стержня 10. Необходимая температура устанавливается поворотом терморегулятора до совмещения указателя температуры на ручке утюга с символом, нанесенным на лимб терморегулятора. Каждому символу соответствует определенная температура нагревания подошвы утюга.
Утюжильные столы Это один из наиболее распространенных и простых по конструкции видов оборудования, применяемого на швейных предприятиях для ВТО швейных изделий. Они имеют базовую конструкцию, но отличаются друг от друга оснащением (утюгами различных видов), типом нагрева гладильной поверхности, наличием или отсутствием вакуум-отсоса, возможностью установки дополнительных подушек. Утюжильные столы изготавливают фирмы «Теобальд» (Венгрия), «Макпи», «Ротонди» (Италия), «Файт» (Германия), «Протомет» (Польша). Утюжильный стол марки СУ-М-1. Стол марки СУ-М-1 предприятия опытно-экспериментальный завод «Легмаш» предназначен для ВТО верхних изделий (например, для внутрипроцессной обработки пиджака, внутрипроцессной и окончательной обработки пальто и др.) на предприятиях швейной промышленности, оборудованных технологическими установками по производству промышленного пара. Техническая характеристика утюжильного стола марки СУ-М-1
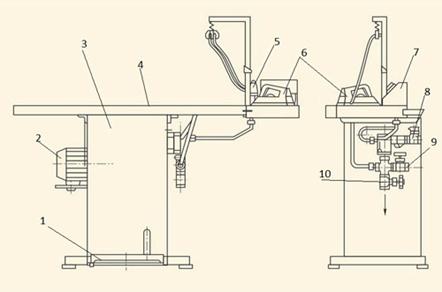
Утюжильный стол состоит из остова 3, подушки прямоугольной 4 (или другой формы в зависимости от заказа), подушки универсальной, блока педали 1, электропарового утюга 6, клапана электроуправления 5, вентилятора 2, электрооборудования 7. Остов предназначен для крепления на нем основных узлов стола. Рабочие органы стола: прямоугольная 4 или универсальная подушки, электропаровой утюг 6 и вентилятор 2. Подушка нагревается паром и имеет устройство для отсоса пара. Выпуск пара утюгом осуществляется посредством электромагнитного клапана, управляемого от кнопки, установленной на ручке утюга. В столе имеется педаль 1, предназначенная для отсоса пара из подушки, а также для сушки изделий с помощью вентилятора. Система пароотвода снабжена вентилями для отключения подушки и всего стола от пароотвода 8, а также для продувки системы. По трубопроводу 9 происходит отвод конденсата, а по трубопроводу 10 – сброс конденсата из подушки. Глажение утюгом сопровождается одновременным увлажнением обрабатываемой поверхности паром, поступающим из утюга при нажатии микропереключателя, установленного на ручке утюга. Нажатием на педаль 1 включается вентилятор 2 и происходит отсос пара и влаги из рабочей зоны. |
Рабочее место утюжильщицы

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
