
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
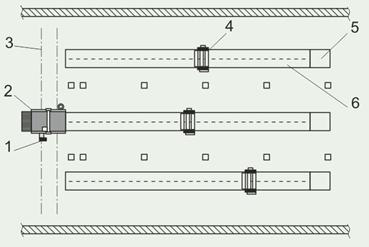
После расстилания полотна настил перемещается в зону его раскроя зажимом с помощью транспортирующего механизма. Перемещение настила осуществляется по команде с пульта управления настилочной машины.
Автоматизированный раскрой ткани. При автоматизированном раскрое [в автоматизированных комплексах «Инвескут» фирмы «Инвестроник» (Испания) и АНРК фирмы «Семенов и К°» (Россия)] перемещение режущего инструмента выполняется двухкоординатным контурным устройством, управляемым системой числового программного управления.
После настилания материала в настил сверху его покрывают пленкой. Под действием вакуумного отсоса воздуха насосом из-под настила через отверстия в поверхности стола пленка плотно прижимает материал к поверхности раскройного стола, что устраняет смещение полотен в настиле при их раскрое.
При раскрое материала пластинчатым ножом пленка прижимает его к поверхности стола, что удерживает материал от смещения при раскрое.
 В начале раскроя материала нож по командам с пульта управления должен быть выведен в исходное положение, как это предусматривается в программе раскроя. Далее нож по программе (полученной в подсистеме «Раскладка» САПР) вырезает основные контуры деталей в настиле согласно последовательности, определенной при проектировании раскладки лекал.
В начале раскроя материала нож по командам с пульта управления должен быть выведен в исходное положение, как это предусматривается в программе раскроя. Далее нож по программе (полученной в подсистеме «Раскладка» САПР) вырезает основные контуры деталей в настиле согласно последовательности, определенной при проектировании раскладки лекал.
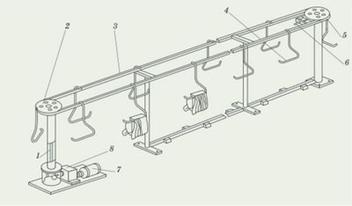
Время, затрачиваемое на настилание, приблизительно в три раза больше времени на раскрой. Поэтому одна раскройная установка может обслужить три настилочных комплекса.
На схеме показан вариант размещения комплексов, включающих в себя три загрузочных устройства 5, три настилочных стола 6 и три настилочные машины 4.
Раскройная установка 2 пультом управления 1 перемещается вдоль торцов настилочных столов 6 по рельсам 3.
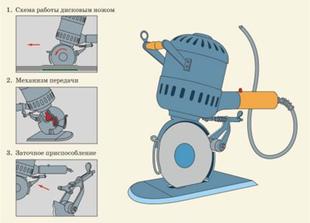
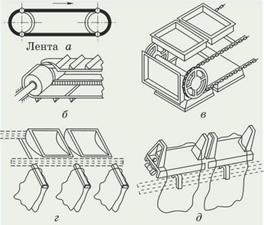
Передвижные раскройные машины. Они используются для рассекания настила на части. Эти раскройные машины выпускаются с прямым (пластинчатым) и дисковым ножом.
Машины с прямым ножом предназначены для раскроя настилов высотой 100-160 мм.
Они имеют электродвигатель, подключаемый через штепсельную вилку к электросети через кабель-шлейф. Вращение вала электродвигателя с помощью кривошипно-шатунного механизма преобразуется в поступательное движение ножа. Машина перемещается по настилочному столу на четырех роликах, оси которых удерживаются в двух пластинчатых пружинах, прикрепленных снизу к платформе. Машину передвигают с помощью эбонитовой ручки. Перед ножом в направляющих зафиксированы стержень и его лапка, предназначенная для предохранения рук работающего от порезов и для прижатия верхнего полотна настила. При подводе машины под настил лапку поднимают вручную, для опускания лапки нажимают на рычаг.
 Нож затачивают шлифовальным бруском после вывода машины из-под настила. Фирмой «Паннония» освоен выпуск ряда модификаций машины Cs-529 с автоматической заточкой ножа.
Нож затачивают шлифовальным бруском после вывода машины из-под настила. Фирмой «Паннония» освоен выпуск ряда модификаций машины Cs-529 с автоматической заточкой ножа.
Передвижные раскройные машины с дисковым ножом предназначены для раскроя настилов высотой до 50 мм по прямым линиям и для вырезания деталей, имеющих небольшую кривизну.
 Вращение от электродвигателя через коническую пару шестерен передается дисковому ножу диаметром 110 мм. В платформе смонтирован подпружиненный нижний нож, взаимодействующий с вращающимся ножом. Платформа перемещается по крышке настилочного стола на четырех бочкообразных роликах. К платформе присоединен подпружиненный козырек для подвода машины под настил. Для предохранения рук от порезов перед дисковым ножом cмонтирован подвижной щиток. Машину передвигают относительно зарисовки раскладки лекал с помощью рукоятки, на которой смонтирован переключатель.
Вращение от электродвигателя через коническую пару шестерен передается дисковому ножу диаметром 110 мм. В платформе смонтирован подпружиненный нижний нож, взаимодействующий с вращающимся ножом. Платформа перемещается по крышке настилочного стола на четырех бочкообразных роликах. К платформе присоединен подпружиненный козырек для подвода машины под настил. Для предохранения рук от порезов перед дисковым ножом cмонтирован подвижной щиток. Машину передвигают относительно зарисовки раскладки лекал с помощью рукоятки, на которой смонтирован переключатель.
В машине предусмотрено устройство для заточки дискового ножа.
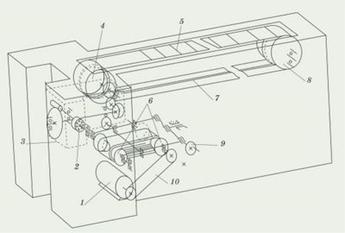
 Стационарные раскройные машины. Раскройные ленточные машины предназначены для чистового вырезания деталей швейных изделий из материалов, уложенных в настил высотой до 250 мм. В качестве режущего инструмента используется замкнутая стальная лента. Скорость движения ленточного ножа 20 м/с.
Стационарные раскройные машины. Раскройные ленточные машины предназначены для чистового вырезания деталей швейных изделий из материалов, уложенных в настил высотой до 250 мм. В качестве режущего инструмента используется замкнутая стальная лента. Скорость движения ленточного ножа 20 м/с.
Машина состоит из станины, привода ножа, лентонаправляющих шкивов, лентоулавливающего устройства и заточного механизма.
Движение рабочему органу машины – ленточному ножу передается от электродвигателя, на валу которого находится шкив, через клиноременную передачу и ведущий шкив, закрепленный на валу, на противоположном конце которого находится шкив.
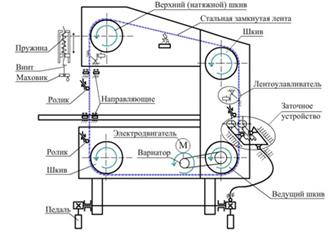 Вал со шкивами вращается на шарикоподшипниковых опорах. Остальные лентонаправляющие шкивы свободно вращаются в шарикоподшипниках, закрепленных на осях.
Вал со шкивами вращается на шарикоподшипниковых опорах. Остальные лентонаправляющие шкивы свободно вращаются в шарикоподшипниках, закрепленных на осях.
Транспортные средства швейных предприятий Работа современного промышленного предприятия связана с перемещением большого количества разнообразных грузов, которое осуществляется промышленным транспортом. По территориальному признаку транспорт делится на внешний и внутренний. С помощью внешнего транспорта на предприятие доставляются сырье, полуфабрикаты, вспомогательные материалы и оборудование, вывозится готовая продукция и отходы производства. К внешнему транспорту относятся железнодорожный, водный (реже) и автомобильный. Внутренний (внутрифабричный, внутризаводской) транспорт подразделяется на межцеховой и внутрицеховой. Межцеховые транспортные средства обеспечивают передачу сырья, полуфабриката или готовых изделий между цехами. К таким средствам относятся конвейеры, скаты, тележки, грузовые лифты, электрокары и др. Вилочный электропогрузчик Внутрицеховые транспортные средства служат для передачи сырья или полуфабрикатов между рабочими местами в цехе. Из внутрицеховых транспортных средств в швейных цехах наиболее распространены конвейеры и тележки. По характеру транспортирования грузов в швейных цехах транспортные средства можно разделить на два вида: бесприводные транспортные средства, приводные транспортные средства и др. (механизированные и автоматизированные транспортные средства). Бесприводные транспортные средства В швейной промышленности получили широкое распространение бесприводные средства транспортирования: напольные и подвесные тележки, наклонные плоскости, желоба, подвесные транспортеры.
Существуют и другие разновидности транспортных средств, которые подбираются конкретно для каждого предприятия с учетом вида производимых изделий, расположения цехов, рабочих мест и организации производственных связей:
Приводные транспортные средства Приводные транспортные средства (ленточные и цепные конвейеры) применяют главным образом на монтажных участках по производству крупногабаритных изделий (например, мужских и женских пальто), а также на отделочных участках, где для сохранения товарного вида изделий необходимо транспортировать их в подвешенном состоянии. В швейной промышленности наиболее целесообразно использовать различные цепные и ленточные конвейеры, которые не только перемещают полуфабрикат от одного рабочего места к другому, но и определяют ритм работы каждого рабочего, т. е. организуют согласованную, ритмичную работу всех исполнителей на поточной линии. В швейных цехах используют конвейеры различного конструктивного исполнения и назначения.
Ленточные конвейеры, используемые в массовом и серийном производстве, имеют брезентовую ленту 5, прикрепленную к цепи 7 и перемещаемую от звездочки ведущего барабана 4. Вариатор 6 обеспечивает регулирование скорости перемещения ленты, которая зависит от такта выпуска изделий (средняя затрата времени на операцию, выполняемую на одном рабочем месте). Регулирование скорости движения ленты 5 выполняется вращением маховика 9, расположенного сбоку корпуса вариатора 6.
Транспортные промышленные роботы, являясь элементом автоматизации технологических процессов, служат средством межоперационной доставки полуфабрикатов на рабочие места и разгрузки рабочих мест. Транспортный робот швейной поточной линии осуществляет: - транспортирование полуфабрикатов в зажимах к заданному рабочему месту; - установку зажима на кронштейн поворотного устройства, расположенного около рабочего места; - взятие с поворотного устройства зажима с полуфабрикатами. Робот состоит из тележки и манипулятора. Тележка обеспечивает перемещение манипулятора между двумя рядами рабочих мест, манипулятор устанавливает или берет зажим с полуфабрикатами. Для внутрипроцессного транспортирования полуфабрикатов применяются роботы двух типов – напольные и подвесные. |





|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
