


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Защитный слой в плитах и стенках толщиной до 10 см должен быть не менее 10 мм; в плитах и стенках более 10 см – не менее 15 мм; в балках и колоннах при диаметре продольной арматуры 20... 32 мм – не менее 25 мм и при большем диаметре – не менее 30 мм.
При оформлении акта приемки смонтированной арматуры кроме проверки ее проектных размеров по чертежу контролируют качество выполненных работ; наличие и месторасположение фиксаторов; прочность сборки и расположение стыков арматуры. (Сумма сварных и вязаных стыков в одном сечении при гладкой арматуре не должна превышать 25%; при периодической – 50%.)
5.4 Производство бетонных работ
Чтобы приготовить 1 м3 бетонной смеси, требуется: 250... 350 кг цемента; 500... 600 кг песка; 1000... 1200 кг щебня; 100... 200 л воды. Массу компонентов определяет строительная лаборатория, исходя из требуемого проектом класса бетона и характеристик имеющихся материалов.
Цемент поступает на стройку в мешках или россыпью. Перед применением строительная лаборатория проверяет качество цемента. Инертные крупный и мелкий заполнители (щебень и песок) перед применением моют и сортируют по фракциям [2].
Подготовка инертных материалов (щебень, песок) заполнения бетона включает в себя следующие операции: приемка, сортировка негабаритных частиц, сортировка на ситах, дробление в конусной дробилке, промывка, вторичная сортировка на ситах, затаривание в бункеры.
Приготовление бетонных смесей осуществляется на районных бетонных заводах и центральных бетонорастворных узлах (БРУ), инвентарных построечных и передвижных мобильных установках. Для этого можно использовать резервные мощности бетоносмесительных цехов заводов железобетонных изделий (ЖБИ).
В БРУ могут выпускаться «сухие» смеси по так называемой расчлененной технологии (отдозированные компоненты бетона без воды).
Процесс приготовления бетонной смеси состоит из следующих последовательно выполняемых операций: подача цемента и заполнителей, взвешивание их (дозирование) в соответствии с назначенным лабораторией составом, перемешивание и выдача готовой смеси.
По способу вертикального расположения оборудования различают одноступенчатую (вертикальную) и двухступенчатую (партерную) схему подъема материалов.
По способу перемешивания бетонной смеси (рисунок 5.5) бетоносмесители бывают со свободным перемешиванием (гравитационные), в которых лопасти приварены к барабану, при вращении смесь поднимается и свободно падает вниз, и бетоносмесители с принудительным перемешиванием (с вращающимися лопастями).
На крупных заводах подача составляющих обычно осуществляется по одноступенчатой (вертикальной) схеме (рисунок 5.6). Цемент и заполнители вначале поднимают наверх с помощью цемент-пушки и транспортеров, затем под действием собственной массы они опускаются вниз к бетоносмесителям через систему дозаторов. Точность дозирования составляет 2 % для цемента, добавок, воды и 2,5 % для заполнителей.
Современные бетонные заводы оснащаются смесителями принудительного перемешивания. Все рабочие операции по загрузке, дозировке, перемешиванию и выдаче готовой смеси выполняются комплектом взаимосвязанных механизмов. В перспективе предусматривается применение автоматизированных БРУ. Классы бетона представлены в таблице 5.1.
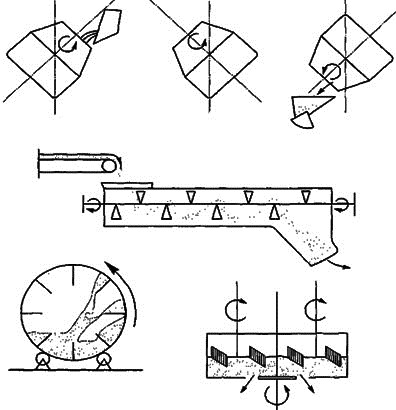
I II III
а)
б)
в) г)
Рисунок 5.5 – Схемы приготовления бетонной смеси: а, б – работа смесителей цикличного и непрерывного действия; в – перемешивание смеси в гравитационном смесителе; г – то же, в смесителе с принудительным перемешиванием; I, II, III – циклы загрузки составляющих, перемешивания и
выдачи бетонной смеси
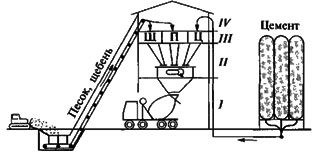
Рисунок 5.6 – Приготовление бетона с вертикальной системой подачи
составляющих:
I – отделение выдачи смеси; II – дозаторно-смесительное отделение;
III – бункерное отделение; IV – надбункерное отделение
Основной технологической задачей при приготовлении бетонных смесей является обеспечение точного соответствия готовой смеси заданным составам. Эту задачу решают благодаря использованию кондиционных компонентов бетонной смеси, точности их дозирования, включая и учет влажности инертных заполнителей.
Приготовление бетонной смеси производится на районных и центральных заводах товарного бетона или на бетоносмесительных установках, располагаемых вблизи от места потребления бетона.
Районные заводы имеют годовую мощность 100...200 тыс. м3 и обслуживают стройки, находящиеся в радиусе до 25...30 км. Завод состоит из одной, двух или трех секций, каждая из которых рассчитана на самостоятельную работу в автоматизированном режиме. Себестоимость товарного бетона на таких заводах сравнительно низка, однако они экономически оправданны, если в районе их действия гарантировано потребление всей продукции в течение 10...15 лет.
Районные бетонные заводы могут готовить и сухие товарные смеси, т. е. отдозированные компоненты смеси без воды. В этом случае бетонные смеси »в специальной таре доставляют обычными автомобилями к месту потребления и перерабатывают на построечных бетоноприготовительных установках или в процессе транспортирования в автобетоносмесителях.
Применение сухих смесей требует решения ряда вопросов, связанных с их надежным тарированием, транспортированием и хранением.
Центральные бетонные или бетонорастворные заводы обычно обслуживают одну крупную строительную площадку, их рассчитывают на срок службы блочной конструкции до 5...6 лет. Такие заводы выполняют сборно-разборными блочной конструкции (рисунок 5.7), что делает возможным их перебазировку за 20...30 суток на трайлерах грузоподъемностью 20 т.
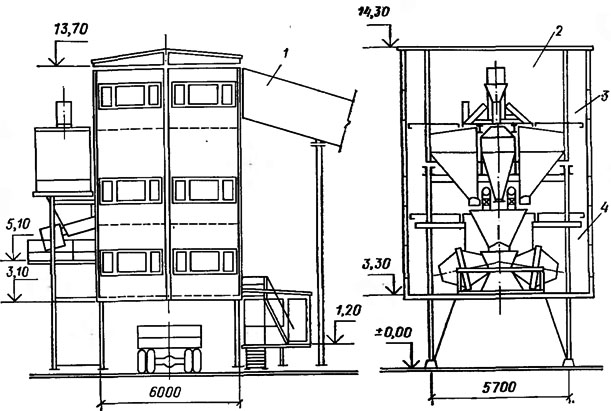
Рисунок 5.7 – Схема бетонного завода блочной конструкции (Оргэнергостроя):
1 – блок галереи подачи инертных; 2 – блок распределения инертных; 3 – блок дозирования; 4 – блок смесительный
Себестоимость приготовления бетонной смеси на таких заводах выше, чем на районных бетонных заводах, и составляет около 0,5 тенге/м3 при трудоемкости приготовления около 0,1...0,2 чел.-дн/м3. Однако их технологическим преимуществом является приближенность к месту потребления бетонных смесей.
Для обслуживания рассредоточенных объектов с незначительными объемами бетонных работ могут использоваться передвижные бетоносмесительные установки (рисунок 5.8) производительностью 15...30 м3/ч. Их монтируют на специальных трейлерных прицепах и перевозят с объекта на объект на буксире. Разновидностью передвижных установок являются установки, монтируемые на плавучих средствах. Передвижные установки могут работать автономно, а будучи приданы районному бетонному заводу, существенно увеличивают радиус его действия.
На рассмотренных выше бетоносмесительных заводах и в установках все рабочие операции, связанные с приготовлением смеси, как правило, частично или полностью автоматизированы.
При месячной потребности в бетоне до 1,5 тыс. м3 и отсутствии в районе строительства бетонных заводов используют инвентарные бетоносмесительные установки (рисунок 5.9). При этом на таких установках должны предусматриваться устройства для точной дозировки компонентов смеси.
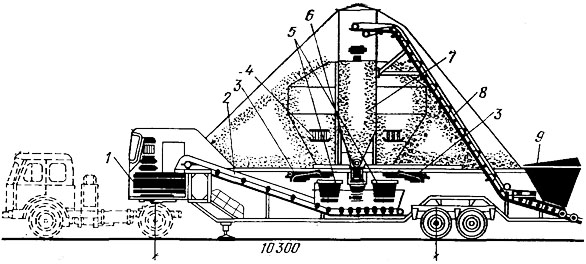
Рисунок 5.8 – Схема мобильной автоматизированной бетоносмесительной установки:
1 – смеситель; 2,8 – ленточный конвейер; 3 – ленточный питатель;
4 – отопительный регистр; 5 – дозатор заполнителей; 6 – дозатор вяжущих;
7 – бункер вяжущих; 9 – приемный бункер заполнителей

Рисунок 5.9 – Инвентарная бетоносмесительная установка:
1 – ковш загрузочного устройства; 2 – секторный склад; 3 – скрепер для подачи заполнителей; 4 – распределительное устройство; 5 – рама; 6 – расходный бункер цемента; 7 – дозировочно-смесительный блок; 8 – питатель песка
Таблица 5.1 – Данные по соотношению между марками и классами бетона по прочности на сжатие
Марка бетона по прочности на сжатие | Соотношение прочностей бетона соответствующим маркам и классам бетона по прочности на сжатие | ||||
Класс бетона по прочности на сжатие | Условная марка бетона, соответствующая классу бетона по прочности на сжатие | ||||
Бетон всех видов, кроме ячеистого | Отличие от марки бетона, % | Ячеистый бетон | Отличие от марки бетона | ||
1 | 2 | 3 | 4 | 5 | 6 |
М15 | В1 | - | - | 14.47 | -3.5 |
М25 | В1.5 | - | - | 21.70 | -13.2 |
М25 | В2 | - | - | 28.94 | +15.7 |
М35 | В2.5 | 32.74 | -6.5 | 36.17 | +3.3 |
М50 | В3.5 | 45.84 | -8.1 | 50.64 | +1.3 |
М75 | В5 | 65.48 | -12.7 | 72.34 | -3.5 |
М100 | В7.5 | 98.23 | -1.8 | 108.51 | +8.5 |
М150 | В10 | 130.97 | -12.7 | 244.68 | -3.55 |
М150 | В12.5 | 163.71 | +9.1 | 180.85 | |
М200 | В15 | 196.45 | -1.8 | 217.02 | |
М250 | В20 | 261.93 | +4.8 | ||
М300 | В22.5 | 294.68 | -1.8 | ||
М300 | В25 | 327.42 | +9.1 | ||
М350 | В25 | 327.42 | -6.45 | ||
М350 | В27.5 | 360.16 | +2.9 | ||
М400 | В30 | 392.90 | -1.8 | ||
М450 | В35 | 458.39 | +1.9 | ||
М500 | В40 | 523.87 | +4.8 | ||
М600 | В45 | 599.35 | -1.8 | ||
М700 | В50 | 654.84 | -6.45 | ||
М700 | В55 | 720.32 | +2.9 |
Примечание: Условная марка бетона – среднее значение прочности бетона из серии образцов (кг/см2), приведенной к прочности образца базового размера (куба с ребром 15 см) в соответствии с ГОСТ 10180-78*, при номинальном значении коэффициента вариации прочности бетона.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 |
