
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Целевое назначение процесса окислительной регенерации – удаление кокса без ухудшения свойств катализатора. На практике достичь этого не удаётся. Нередко активность и селективность свежего и регенерированного катализаторов различаются существенно. Это происходит из-за изменения химического состава катализаторов, сопровождающегося изменением удельной активности и вследствие структурных и других превращений, приводящие к изменению удельной поверхности или её доступности [10].
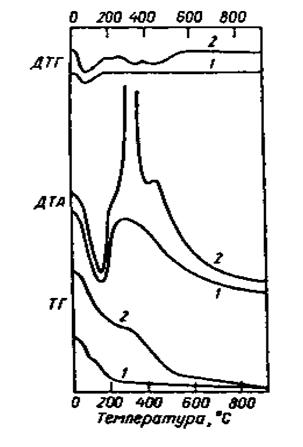
Рис.1.4 Дериватограмма свежего (1) и отработанного (2) палладиевого катализатора
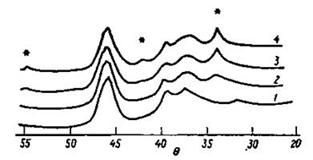
Рис.1.5. Дериватограмма палладиевого катализатора.
1-отработанный катализатор; 2-4-тоже,
после выжига кокса при 300,350 и 550 0С
(*оксид палладия).
Касательно палладиевого катализатора, технология регенерации которого, разрабатывается в рамках настоящей работы необходимо отметить следующее: металлические катализаторы при регенерации в той или иной степени переходят в оксиды.
На рис. 1.4 приведена дериватограмма полученная при окислительной обработке образцов закоксованного и свежего алюмопалладиевого катализатора процесса очистки фракции С4 – пиролиза от ацетиленовых углеводородов. Отчетливо видны три термоэффекта: первый – в интервале температур 30-250 оС связи с удалением адсорбированной воды из катализатора; второй – до 350-400 оС обусловлен горением кокса; третий (400-500 оС) авторы объясняют разложением гидроксидных форм палладия и процессами окисления дисперсного палладия, что подтверждается рентгенографическим исследованием образцов катализатора после окислительной регенерации при различных температурах (рис.1.5).
Следовательно, в процессе окислительной регенерации алюмопалладиевого катализатора одновременно с выжигом кокса происходит окисление дисперсного палладия, что способствует укрупнению частиц палладия и необратимой дезактивации катализатора. В кислородосодержащей атмосфере или в атмосфере водорода высока скорость спекания палладия. При нагревании до 600÷800 оС платиновый катализатор практически полностью теряет активность. В итоге, даже при оптимальной организации процесса невозможно удалить весь отложившийся кокс. В качестве конечной степени закоксованности катализатора в промышленности принимается величина 0,1 (10 %). В промышленности же окислительную регенерацию катализаторы выдерживают, как правило, в виде трех, четырех циклов и не более, что конечно является недостаточным с экономических позиций.
В промышленной практике используют несколько вариантов окислительной регенерации закоксованных катализаторов. Некоторые катализаторы регенерируются непосредственно в каталитическом реакторе, при этом подача в реактор сырья заменяется (на время) подачей кислородсодержащего газа. В других случаях окислительную регенерацию осуществляют в специальном аппарате-регенераторе, и тогда катализатор циркулирует между реактором и регенератором. Выбор того или иного варианта определяется в первую очередь продолжительностью межрегенерационного периода работы катализатора.
Окислительную регенерацию непосредственно в каталитических реакторах используют как для катализаторов, стабильно работающих без регенерации в течение нескольких месяцев (катализаторы риформинга, гидроочистки), так и для катализаторов, теряющих свою активность из-за закоксовывания в течение нескольких минут (например, катализаторы дегидрирования). В первом случае весь реакторный блок периодически переводят на режим окислительной регенерации. Для быстрококсующихся катализаторов включают несколько параллельно работающих реакторов: в одном реакторе осуществляют каталитический процесс, в другом в это время регенерируют катализатор; затем режимы работы аппаратов меняют.
1.4.1 Окислительная регенерация катализаторов риформинга
На всех установках риформинга [11] со стационарным слоем катализатора предусмотрена его окислительная регенерация. Несмотря на то что при риформинге выход кокса на сырье невелик, абсолютное его содержание из-за большой длительности цикла (11-12 мес и более) достигает 3-5% (масс.) на катализатор. Предложен ряд мероприятий, увеличивающих продолжительность межрегенерационного цикла [12, 13-15]. Однако они не исключают необходимости периодической окислительной регенерации.
Регенерация катализаторов риформинга включает следующие стадии: подготовку системы к регенерации, собственно окисление кокса, хлорирование катализатора, восстановление и сульфидирование.
При подготовке освобождают все аппараты и линии, работающие в цикле регенерации, от жидких и газообразных углеводородов. На практике используют несколько вариантов удаления углеводородов. В работе [16] предлагается проводить горячую десорбцию углеводородов с поверхности катализатора водородсодержащим газом при температуре риформинга в течение 2-3 ч после прекращения подачи сырья с последующим дренированием жидких углеводородов из системы. Газообразные углеводороды удаляют с помощью вакуум-насоса. При обработке водородсодержащим газом с поверхности катализатора удаляются наиболее горючие составляющие отложений кокса, а также частично сернистые соединения. Ранее уже отмечалось, что эти соединения, входящие в состав отложений кокса, при окислительной регенерации взаимодействуют с оксидом алюминия с образованием его сульфата [17]. Сульфат алюминия оказывает отрицательное влияние на каталитическую активность алюмоплатиновых катализаторов: она уменьшается в прямой зависимости от увеличения содержания сульфатной серы. Естественно, что удаление серы перед регенерацией при обработке катализатора водородсодержащим газом должно положительно сказываться на свойствах регенерированного катализатора.
Кроме того, подобная обработка перед окислением кокса обеспечивает защиту оборудования от коррозионного разрушения [18]. На зарубежных установках реакторы риформинга перед регенерацией вакуумируют, используя несколько вариантов [19]. Так, на одной установке в течение ряда лет проводят полную откачку реакторов риформинга: вначале слой катализатора в реакторе охлаждают до температуры ~ 400 °С и откачивают дважды, продувая азотом. Затем устанавливают заглушку и еще раз откачивают. На другой установке катализатор предварительно охлаждают. В этом случае возникает опасность подсоса воздуха на горячий катализатор и его локальный перегрев с дезактивацией. При низком давлении риформинга возникает другая опасность — вакуумирование при высоких температурах может вызвать деформацию реактора. Поэтому устанавливают регулирующие клапаны и продувают при низком давлении, чтобы сократить продолжительность операции.
Окисление кокса проводят в температурном интервале 300–500 oС смесью инертного газа с воздухом. Содержание кислорода в инертном газе в начальный период выжига не должно превышать 0.5% (об.); нормируют также концентрации СО2 и СО – не более 1.0 и 0.5% (об.), паров воды –0.2 г/м3, которые могут дезактивировать катализатор. Причины отравляющего действия оксидов углерода не ясны.
Одна из первоначальных схем подачи кислородсодержащего газа при регенерации платинового катализатора представлена на рис. 1.6. Воздух и инертный газ смешивали на входе в сепаратор 13. Смесь проходила последовательно по межтрубному пространству теплообменников 5, 7, 9 и 11 через секции печи и реакторов 4, затем по трубному пространству этих же теплообменников и через холодильники 1 и 3 при 35 °С поступала в сепаратор 2. Далее смесь через колонну 6, адсорбер 8, заполненный оксидом алюминия, и сепаратор 10 подавали в циркуляционные компрессоры 12.
Параметры окисления кокса на одной из установок риформинга следующие [20]. Окислительно-восстановительную регенерацию алюмо-платинового катализатора проводили в течение 6 суток при давлении в системе 0.5 МПа. Циркуляция инертного газа составляла 40-50 тыс. м3/ч; содержание кислорода в инертном газе изменяли в пределах 1.5-2.0% (об.) таким образом, чтобы кокс выжигался равномерно без местных перегревов катализатора. Окисляющий газ подавали в первую ступень, а продукты сгорания выводили из третьей ступени. Продолжительность регенерации соответственно на первой, второй и третьей ступенях составила 3, 48 и 84 ч (соотношение 1:16:28), тогда как соотношение объема катализатора по ступеням составляло 1:2:6.
Для полного выжига кокса и прокаливания катализатора с целью десорбции воды температура в реакторах была повышена до 510 °С, а содержание кислорода-до 5% (об.). При этом наблюдались отдельные вспышки во второй и третьей ступенях, но температура не превышала 510°С.
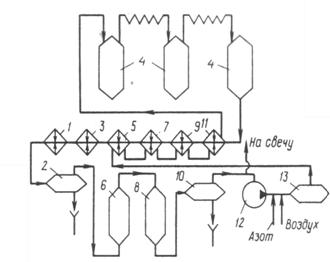
Рис. 1.6. Схема обвязки аппаратов при регенерации катализатора риформинга:
1,3 – холодильники, 2,10,13 – сепараторы, 5,7,9,11 – теплообменники,
4 – реакторы, 6 – колонна, 8 – адсорбер, 12 – компрессор.
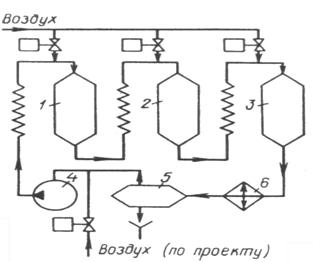
Рис. 1.7. Измененная схема подачи воздуха на регенерацию платинового катализатора на установке 35-5: 1-3 – реактора,
4 – циркуляционный компрессор,
5 – сепаратор, 6 – холодильник циркулирующего газа
Для сокращения длительности регенерации предлагается подавать окисляющий газ двумя потоками [20]: первый – через первый и второй реакторы, а второй – через третий. Двухпоточная регенерация позволяет уменьшить продолжительность регенерации на 24 ч. Имеются сведения [21] об опыте подачи воздуха при выжиге кокса на каждую ступень риформинга, минуя теплообменную аппаратуру. Принципиальная схема одновременной подачи на выжит кокса кислородсодержащего газа показана на рис. 1.7 [21], а режим регенерации катализатора приведен в табл. 1.1.
Таблица 1.1.
Показатели режима регенерации катализатора по
измененной схеме [24]
Показатели | Ступени реакции | ||
I | II | III | |
Давление, МПа | 1.1 | 0.9 | 0.85 |
Расход воздуха на каждую ступень, м3/ч | 400 | 670 | 800 |
Содержание кислорода, % (об.) на входе в реактор, в режиме выжига прокаливания | 0.7 2.9 | 1.1 1.9 | 1.2 2.1 |
Время горения кокса, ч | 3-40 | 3-20 | 4-30 |
После выжига кокса для восстановления кислотных свойств катализатора, а также для повышения дисперсности платины проводят его галогенирование. Сообщается об использовании в качестве переносчика галогена тетрахлоруглерода или дихлорэтана [16, 20, 22]. За рубежом ранее использовали хлорид водорода, но в настоящее время также переходят на хлорпроизводные этана и пропана [23]. Это не только позволяет избежать коррозии, но и упрощает стадию дозирования. Подачу галогена в реактор обычно осуществляют перед завершением регенерации на стадии прокаливания. Например, в работе [20] приведен такой режим: промотирование алюмоплатинового катализатора тетрахлоруглеродом при температуре 480 °С, давлении 0.5 МПа в потоке инертного газа с содержанием кислорода 2% (об.); максимальная температура в случае загорания 500 °С. В ходе промотирования было подано 0.4% (масс.) ССl4.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 |
