
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В то же время в одном из патентов при регенерации биметаллического катализатора риформинга предлагают проводить подачу галогена в течение всего периода регенерации. Согласно данным работы [25], при подаче хлорсодержашего соединения непосредственно во время окисления кокса сокращается время регенерации, что объясняется диспергирующим действием хлора. Последнее, по мнению авторов, облегчает доступ кислорода к глубоким слоям катализатора. В отработанном катализаторе платина находится в агрегированном состоянии, ее крупные агрегаты могут тормозить проникновение кислорода вглубь катализатора и, соответственно, процесс регенерации.
Обычно катализатор после выжига кокса и хлорирования восстанавливают. Перед подачей водорода реактор продувают до содержания кислорода не более 0.3% (об.) и диоксида углерода 0.1% (об.).
К особенностям регенерации биметаллических катализаторов необходимо отнести следующие. Восстановление водородом, полученным на других установках платформинга, не рекомендуется [26] во избежание гидрокрекинга содержащихся в нем углеводородов, в результате которого закоксовывается катализатор. Практика показала, что чисто платиновый катализатор можно восстанавливать водородом риформинга, если в нем нет углеводородов тяжелее пропана [26]. Для восстановления биметаллического катализатора предлагается только электролитический водород, хотя и сообщаются примеры успешного восстановления биметаллического катализатора водородом риформинга [19, 27].
После регенерации биметаллического катализатора и перед подачей на него сырья, как правило, необходимо сульфидировать катализатор. Это позволяет в начальный период цикла уменьшить активность платиновых катализаторов в реакции гидрогенолиза парафинов, снизить отложение кокса и температурные скачки, а в итоге – увеличить длительность пробега катализатора [12]. Согласно данным работы [26], положительное влияние серы на селективность и стабильность платиновых катализаторов обусловлено тем, что она способствует диспергированию платины. Сульфидированию подвергают катализатор во всех  реакторах установки риформинга, а не только в последнем. Обычно сульфидирующим агентом служит диметилсульфид, этилмеркаптан или сероуглерод [27]. Свежий биметаллический катализатор сульфидируют всегда, регенерированный катализатор не сульфидируют в тех случаях, когда благодаря остаточной сере на катализаторе и определенном влагосодержании сырья в пусковой период подавляются температурные скачки и деметанирование [23].
реакторах установки риформинга, а не только в последнем. Обычно сульфидирующим агентом служит диметилсульфид, этилмеркаптан или сероуглерод [27]. Свежий биметаллический катализатор сульфидируют всегда, регенерированный катализатор не сульфидируют в тех случаях, когда благодаря остаточной сере на катализаторе и определенном влагосодержании сырья в пусковой период подавляются температурные скачки и деметанирование [23].
Таким образом, для биметаллического катализатора предлагают следующий режим регенерации [30].
Первая стадия: выжиг основной массы углерода, для чего катализатор обрабатывают газовой смесью, содержащей предпочтительно 0.5-2.0% (об.) O2, 0.1-5.0% (об.) Н2O и 0.001-0.25% (об.) галогена или его соединений (остальное – инертный газ). Оптимальные условия: температура 375-500 °С, давление 0.1-0.7 МПа, объемная скорость газа 100-2000 ч-1, продолжительность 20-30 ч. Выжиг прекращают, когда перепад температур в слое катализатора становится менее 1 °С
Вторая стадия: обработка катализатора кислородсодержащим газом после выжига углерода с целью удаления остатков углерода и перевода металлов в оксиды. Содержание кислорода в газовой смеси, пропускаемой через катализатор, больше, чем на стадии выжиги, – предпочтительно 4-25% (об.). Смесь содержит также 0.1-5.0% (об.) Н2O, 0.001-0.25% (об.) галогенсодержащего соединения и инертный газ. Оптимальные условия: температура 500-510 °С, давление 0.1-0.7 МПа, продолжительность 1-2 ч.
Иногда от первой ко второй стадии переходят постепенно, медленно повышая температуру и поддерживая концентрацию кислорода в газе в пределах 0.2-3% (об.). Цель такого перехода, длящегося при 500-510 °С в течение 1-3 ч, – полнее удалить углерод чтобы избежать чрезмерного подъема температуры на второй стадии.
Вслед за второй стадией предпочтительно (но не обязательно) продуть катализатор воздухом, содержащим 1.0-3.0% (об.) Н2O и 0.001-1.5% (об.) НСl. Оптимальная температура продувки 525 °С, длительность 1-10 ч, назначение – довести содержание галогена в катализаторе до 0.5-1.5% (масс.). Затем катализатор продувают при 500-600 °С азотом или другим инертным газом, после чего восстанавливают водородом, свободным от серы, от 0.5 до 2.0 ч при 450-600 °С. Давление и объемная скорость газа на этой стадии такие же, как при выжиге углерода.
Восстановленный катализатор нередко сульфидируют, например обрабатывая смесью водорода и сероводорода при 375 °С и 0.7 МПа. Обычно регенерация полностью восстанавливает активность биметаллических катализаторов. Иногда активность катализатора и выход риформата во время второго пробега оказываются даже выше первоначальных. Например, активность регенерированного платинорениевого катализатора оказалась выше активности свежего; температуру процесса снизили более чем на 5 °С [19].
В настоящее время ряд зарубежных фирм для выжига кокса применяет жидкий кислород [23, 26]. Использование жидкого кислорода позволяет проводить процесс регенерации быстрее и при более высоком давлении, повысить массовую скорость газа, что способствует более равномерному выжигу кокса и исключает локальные перегревы. С применением жидкого кислорода удалось сократить первый этап выжига (продолжительность которого лимитируется подводом кислорода к зернам катализатора) с 80 до 23 ч [26]. Если концентрацию кислорода в циркулирующем регенерирующем газе поддерживать на уровне 0.7% (об.), продолжительность регенерации обратно пропорциональна давлению (при повышении температуры до предельной).
Работа с жидким кислородом требует обычных мер предосторожности: кислородные коммуникации очищают от масла (их резьбовые соединения очищают и покрывают тефлоном), устанавливают блокировки, отключающие подачу кислорода при ее уменьшении или в случае остановки циркуляционного компрессора. Проводят проверочный расчет этого компрессора, так как при работе с жидким кислородом циркуляционный газ имеет более высокую плотность. Кроме ускорения регенерации, других преимуществ применения жидкого кислорода не отмечается [23]. Ряд фирм уже 7-8 лет успешно проводят регенерацию жидким кислородом, пользуясь мобильными средствами хранения и испарения кислорода [26]. Другие фирмы предлагают регенерацию воздухом, используя для этой цели воздушные компрессоры. Однако следует учесть, что компрессоры нельзя смазывать минеральным маслом; жидкий же кислород можно подавать при высоком давлении без смазки маслами [26].
1.5 Обзор работ, посвященных регенерации катализаторов с использованием суб - и сверхкритических флюидов
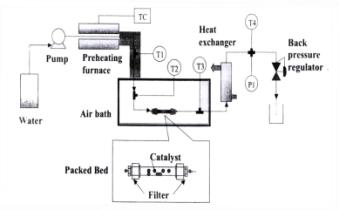
Рис. 1.13. Схема установки для регенерации
катализаторов с помощью суб - и сверхкритической воды. Water – ёмкость с дистиллированной водой; pump – насос; prehaeting furnace – предварительный подогрев; air bath – воздушный термостат; heat exchanger – теплообменник; back pressure regulator – регулятор давления «до себя»; packed bed – ячейка.
Одним из вариантов решения вышеописанных проблем является применение в процессах регенерации катализаторов различных сверхкритических флюидных растворителей. Исследования в данном направлении ведутся не один год. В результате за рубежом был опубликован ряд работ и зарегистрирован ряд патентов, в которых описываются различные варианты регенерации катализаторов и сорбентов с приме-
нением сверхкритических флюидных растворителей.
Так, на пример, в работе [31] исследован процесс регенерации рутениевого катализатора (Ru/TiO2, 2% массовых рутения на титане) с помощью суб - и сверхкритической воды при температуре от 250 до 400 oC и давлении 25 МПа. Исходный катализатор был отравлен серой.
В работе катализатор отравляли искусственно, обрабатывая его водным раствором серной кислоты. Мольное отношение серы к рутению составляло 1. Процесс регенерации катализатора проводился на разработанной авторами установке, схема которой представлена на рисунке 1.13. Установка состоит из узла для подвода воды, теплообменника, узла контроля и поддержания давления, и узла разделения смеси. Эксперимент проходил следующим образом. Один грамм катализатора помещался в ячейку. На входе и выходе из ячейки устанавливались фильтры. Дистиллированная вода с расходом 3 мл/мин подавалась в ячейку с помощью двух высокопроизводительных насосов для жидкостной хроматографии. С помощью регулятора давления, достигалось нужное давление в системе, нагрев производился с помощью электрического нагревателя. Ячейка помещалась в воздушный термостат, нагретый до температуры t=200 oC, после чего температура поднималась до 250~400 oC. После ячейки раствор быстро охлаждался, и поступал в пробоотборник. Количество серы, растворённой в воде, определялось с использованием индуцированной плазмы. Сами катализаторы исследовались с помощью рентгеновской фотоэлектронной спектроскопии до и после процесса регенерации. Активность катализаторов оценивалась в процессе реакции газификации лигнина.
Результаты обработки катализатора флюидом представлены в таблице 1.2. Количество серы, оставшейся на катализаторе после процесса регенерации, проведенного при температурах 250 и 300 oC, меньше чем количество серы, оставшееся на катализаторе после проведения процесса регенерации при t=400 oC. Это также наглядно демонстрирует рисунок 1.14, на котором представлена зависимость выхода серы от времени при разных температурах.
В другой работе [32] предлагается использовать сверхкритический изобутан для регенерации катализатора алкилирования.
Таблица 1.2
Количество серы, оставшееся на катализаторе после
проведения процесса регенерации с использованием
суб - и сверхкритической воды.
Катализатор | Параметры эксперимента | Результаты анализа, [атом%] | |||
Температура, [oC] | Плотность воды, [г/см3] | Время, [часов] | -SO4 | -SO3 | |
S-Ru/TiO2 | - | - | - | 4.4 | 3.0 |
S-Ru/TiO2 (400) | 400 | 0.83 | 3 | 3.4 | 0.7 |
S-Ru/TiO2 (300) | 300 | 0.75 | 3 | 1.5 | 0.2 |
S-Ru/TiO2 (250) | 250 | 0.17 | 3 | 2.3 | 0.2 |
Проблема деактивации твёрдых катализаторов, применяемых в данном процессе, связана в первую очередь с образованием кокса на поверхности каталитической системы. Кокс, в состав которого входят высокомолекулярные органические соединения, закрывает активные центры катализатора, а также закупоривает поры носителя, делая катализатор бесполезным за короткий срок эксплуатации. Применение сверхкритических флюидов, по мнению авторов работы, позволит восстановить 100% активности катализатора.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 |
