
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
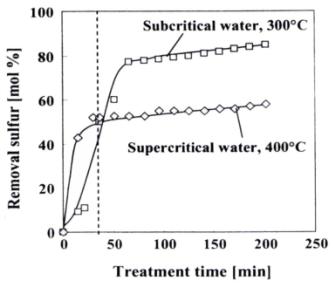
Рис. 1.14. Выход серы в процессе обработки катализатора суб - и сверхкритической водой. Removal sulfur – извлечение серы, Treatment time – время обработки. Subcritical water – субкритическая вода
Supercritical water – сверхкритическая вода
В работе использовался катализатор марки Y-цеолит, состоящий из SiO2 (59.8% массовых), Al2O3 (39.6% массовых) и Na (00.8% массовых). Удельная площадь поверхности катализатора 638 м2/г, объём пор 0.48 см3/г, их средний диаметр 1.4 нм. В работе использовалась установка, позволяющая проводить реакцию и процесс регенерации катализатора. Схема установки представлена на рисунке 1.15.
Эксперимент проходил в два
этапа. Сначала через ячейку с катализатором прогоняли реакционную смесь. Активность катализатора оценивали по содержанию целевой компоненты в продуктах реакции. Когда её содержание падало до нуля, поток реакционной смеси перекрывался, через систему пропускали гелий, чтобы удалить оставшийся газ, и подавали сверхкритический изобутанол.
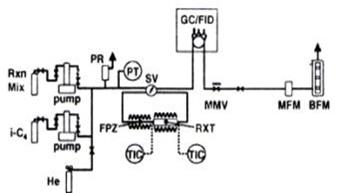
Рис. 1.15. Схема установки для проведения реакции и осуществления регенерации катализатора.
В работе исследовалось влияние на процесс регенерации времени регенерации, давления в системе, температуры системы, и также влияния на регенерацию температуры и давления при постоянной плотности флюида.
Зависимость эффективности
процесса регенерации от времени представлена на рисунке 1.16. Температура процесса регенерации t=150 oC, давление Р=11.1 МПа, расход флюида составлял 1 мл/мин. Эффективности регенерации оценивалась по прошествии 30, 60, 120 и 180 минут. На графике видно, что эффективность регенерации растёт с увеличением времени процесса до 120 минут, а при дальнейшем увеличении времени процесса рост эффективности не наблюдается.
Зависимость эффективности процесса регенерации от давления представлена на рисунке 1.17. Температура процесса регенерации составляла 150 oC, время регенерации – 120 минут, расход сверхкритического изобутана – 1 мл/мин. Процесс проводился при давлениях Р= 1.5, 4.2,7.0,11.1 13.9 и 17.3 МПа. Эксперименты показали низкую эффективность процесса регенерации при минимальном и максимальном давлениях. Максимальная эффективность процесса регенерации была достигнута в диапазоне давлений от Р= 11.1 до 13.9 МПа, и составила примерно 58%.
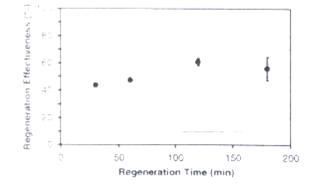
Рис. 1.16. Влияние времени на эффективность процесса регенерации.
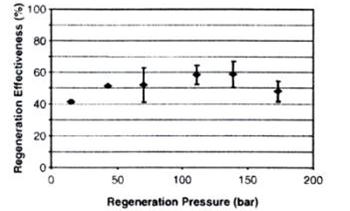
Рис. 1.17. Влияние давления на эффективность процесса регенерации.
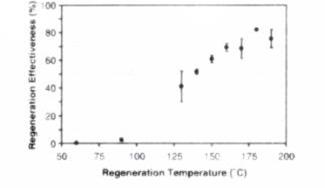
Рис. 1.18. Влияние температуры на эффективность процесса регенерации.
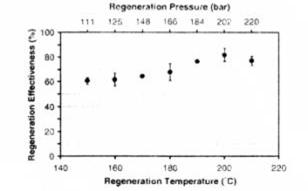
Рис. 1.19 Влияние температуры и давления при постоянной плотности флюида на эффективность процесса регенерации.
Зависимость эффективности процесса регенерации от температуры представлена на рисунке 1.18. Процесс проводился при постоянном давлении Р=11.1 МПа, время регенерации составляло 120 минут, расход изобутана 1 мл/мин. Эксперименты проводились в диапазоне от t=140 до 190 oC с шагом в 10 градусов. Из графика видно, что с ростом температуры эффективность процесса возрастает, и достигает максимума в диапазоне температур от t=170 до 190 oC, после чего начинает снижаться.
Зависимость эффективности процесса регенерации от температуры и давления при постоянной плотности флюида представлена на рисунке 1.19. Термодинамические параметры эксперимента подбирались таким образом, чтобы плотность флюида всегда была 0.41 г/см3, время процесса составляло 120 минут, расход изобутана 1 мл/мин. Из графика видно, что с ростом температуры и давления эффективность процесса возрастает, и достигает максимума при давлении Р=20.2 МПа, и составляет примерно 82%. Дальнейший рост температуры и давления привёл к снижению эффективности процесса регенерации.
1.6 Анализ методов регенерации катализаторов с точки зрения их эффективности и удовлетворения требованиям энерго - и ресурсосбережения
Как уже было сказано выше, существующие технологии не позволяют в полной мере провести регенерацию катализаторов. Так, в процессе окислительной регенерации происходит снижение активности и селективности катализаторов вследствие изменения химического состава катализатора. Кроме того, в процессе окислительной регенерации невозможно удалить весь кокс, часть его неизбежно остаётся на катализаторе.
Другим существенным недостатком процесса является организация. На первый взгляд удобная организация процесса регенерации непосредственно в каталитическом реакторе имеет на поверку множество недостатков (большая вероятность локальных перегревов и спекания катализатора; необратимое снижение активности катализатора по причине неконтролируемого присутствия водяного пара; ограниченная возможность удаления серы; длительность процесса от 5 дней до 5 недель; необходимость в любом случае выгрузка и просеивание катализатора при накоплении отложений, отсутствие возможности предсказывать степень эффективности катализатора в последующей эксплуатации и другие). При регенерации непосредственно в реакторах прямые расходы тем не менее могут быть низкими. Однако при учёте длительности простоя установки и плохих рабочих характеристик катализатора (табл. 1.3) регенерация на месте может и чаще является невыгодной. И в этом случае необходимо регенерировать на специализированных установках (Выгруженный катализатор доставляют на регенерационную установку, а вместо него загружают свежий катализатор) [33].
Таблица 1.3
Степень восстановления активности катализаторов в процессах
осуществлённых непосредственно в реакторах и на отдельных
специализированных установках
Катализатор | Относительная активность катализатора, % | |
Регенерация в реакторе | Регенерация в специальной установке | |
Никельмолибденовый | 75-80 | 95-98 |
Кобальтмолибденовый | 80-85 | 95-98 |
катализатор гидрокрекинга | 75÷80 | 90÷95 |
Это подтверждает обоснованность поиска нового подхода, реализуемого в области умеренных температур (до 150-200 оС), в неагрессивной среде (инертной, как диоксид углерода) и на специализированных отдельно стоящих и функционирующих автономно установках.
Одним из главных недостатков метода регенерации катализаторов с использованием сверхкритических флюидов заключается в том, что необходимо экспериментально искать термодинамические параметры, обеспечивающие максимальную эффективность процесса при минимальных энергозатратах, в силу того что различные классы веществ по разному растворяются во флюидах.
Выводы
1. Роль катализаторов в современном мире крайне высока. Благодаря им возможно существенное удешевление процессов получения различных продуктов в промышленности.
2. Применяемые в настоящее время методы производства катализаторов являются в значительной степени энерго - и ресурсозатратными, ведут к перерасходу ценных компонентов, а также не позволяют в ряде случаев получить качественный продукт. Применяемые в настоящее время методы производства катализаторов обладают рядом существенных недостатков, формирующих в итоге высокую себестоимость продукта.
3. Методы регенерации катализаторов, применяемые в настоящее время в промышленности, в свою очередь ведут к ухудшению рабочих свойств катализаторов, что приводит со временем к необходимости их замены.
4. Использование суб - и сверхкритических флюидных сред в качестве экстрагентов и растворителей принято как один из самых перспективных путей по созданию энергосберегающих и экологически безопасных технологий производства и регенерации катализаторов.
5. Анализ свойств суб - и сверхкритического флюидного состояния вещества указывает на перспективы в части возможности их использования и для решения проблемы удешевления процесса производства катализаторов, а также улучшения рабочих характеристик катализаторов, подвергнутых регенерации.
6. К двум основным подходам использования суб - и сверхкритического флюидного состояния вещества в проблеме производства и регенерации катализаторов относятся:
а. Осуществление процесса пропитки носителя активным металлом в части производства катализаторов;
б. Использование сверхкритического экстракционного процесса на этапе очистки отработанных катализаторов от загрязнителей с целью восстановления рабочих свойств катализатора.
7. Вышеотмеченное указывает на высокую актуальность проблемы и обосновывает необходимость осуществления процесса пропитки носителя активным металлом, осуществления процесса регенерации промышленного катализатора на конкретном примере, а также исследования характеристик фазового равновесия для систем «активный металл – сверхкритический растворитель» и «загрязнитель – сверхкритический экстрагент». В последнем случае прежде всего речь идет о растворимости активного металла и компонентов, входящих в состав загрязнителей катализатора чистом и модифицированном сверхкритическом СО2.
Глава II Растворимость компонентов каталитических систем и дезактивирующих катализаторы соединений в суб - и сверхкритических флюидных средах
2.1 Виды фазовых равновесий и принцип выбора термодинамической поверхности для осуществления суб - и сверхкритического экстракционного процесса
Возможность сверхкритических флюидов растворять в себе различные органические вещества известна давно. Благодаря этому свойству сверхкритические флюиды используются в качестве экстрагентов и растворителей в различных процессах фракционирования, очистки и экстракции. Однако возможности СКФ этим не ограничиваются. Их, например, применяют в процессах получения нанопорошков (метод RESS и SAS), в качестве альтернативных сред для проведения химических реакций, а также для проведения процессов пропитки различных носителей (процесс импрегнации).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 |
