
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В трансформаторостроении применяются углеродистая и кремнистая стали, медь, алюминий, бронза, медно-фосфористый и оловянно-свинцовый сплавы. Для покрытий черных и цветных металлов используют цинк, олово, кадмий, никель и хром.
Коррозия металлов в среде трансформаторного масла прежде всего приводит к образованию мыл органических кислот, которые ускоряют окисление масла и обусловливают рост диэлектрических потерь.
В ряде конструкций коррозия металлов подвижных контактов переключающих устройств приводит к увеличению переходного сопротивления между контактами, что в свою очередь может вызвать их разогрев. Это особенно опасно для таких подвижных контактов, которые работают периодически, поскольку за отрезок времени между последовательными переключениями коррозия может быть существенной.
К сожалению, до сих пор нет стандартизованного метода оценки коррозионной агрессивности трансформаторных масел по отношению к металлам. Наиболее пригодны для этого (с точки зрения воспроизводимости реальных условий) статические методы, в которых окисление масла осуществляется достаточно продолжительное время (до 1000 ч) при температуре +95° С в присутствии того или иного металла. Изучение коррозии металлов в этих условиях показало
(табл. 9-1), что сталь, кадмий, цинк, никель, хром мало разрушаются в среде окисляющегося масла. Наиболее интенсивно протекает коррозия меди. Можно считать, что медь является наиболее чувствительным индикатором коррозионной агрессивности трансформаторных масел. Интересно, что вес пластинок из олова, его сплавов и большинства других изученных металлов в процессе испытания возрастает, что также обусловлено коррозией. Однако образующиеся при этом соли мало растворимы в масле и при отсутствии механического воздействия сохраняются на поверхности пластинок.
Таблица 9-1. Коррозия различных металлов в трансформаторных маслах
Металл | Коррозия металлов в трансформаторных маслах за 1 000 ч при 95° С, г/м2) в ч при 95° С, г/м2: | |
из смеси Бакинских нефтей | из сернистых нефтей (S = 0,5%) фенольной очистки с 0,2% ионола | |
Медь | - 1,6 | -3,0 |
Олово | +0,27 | +0,52 |
Оловянно-свинцовый припой | +0,25 | +0,12 |
Сталь 2 | +0,20 | +0,14 |
Кадмий | +0,10 | +0,13 |
Цинк | +0,05 | +0,10 |
Никель | +0,05 | +0,10 |
Хром | +0,05 | +0,20 |
Примечание. ( + ) — увеличение веса пластин; (—) — потеря веса пластин.
В результате воздействия окисляющегося трансформаторного масла на медь на ее поверхности образуются пленки, обладающие электроизоляционными свойствами. Это удалось установить, изменяя с помощью чувствительного микроомметра (тип М-246) величину переходного сопротивления между двумя медными пластинами, находившимися различное время в среде окисляющегося трансформаторного масла. Перед измерением пластины отмывались в спиртобензольной смеси от осевшего на них осадка. Измерения производили в строго идентичных условиях (рис. 9-1).
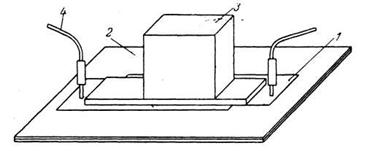
Рис. 9-1. Измерение переходного сопротивления между двумя медными пластинами. 1 — медные пластины; 2 — пластины из изоляционного материала; 3 — постоянный груз; 4 — щупы микроомметра.
Установлено, что величина переходного сопротивления возрастает с увеличением продолжительности нахождения пластин в кислом масле. В маслах различного происхождения рост переходного сопротивления неодинаков (рис. 9-2). В маслах, полученных фенольной очисткой из восточных сернистых нефтей и не содержащих антиокислительных присадок, переходное сопротивление довольно быстро начинает превосходить величин 30 000 мком. В присутствии ионола в этом же масле процесс несколько замедляется. В масле из сернистых нефтей, подвергшемся гидроочистке, переходное сопротивление пластин возрастает медленно. Остальные масла (из бакинских и анастасиевской нефтей) занимают промежуточное положение. Введение в гидроочищенное масло ионола приводит к парадоксальному явлению — росту переходного сопротивления, причем тем большему, чем выше концентрация присадки (рис. 9-3). Это «аблюдается и у масла из бакинских нефтей, но только при достаточно большой концентрации ионола (0,5%). В этих случаях, как и в большинстве других, рост переходного сопротивления сопровождается увеличением коррозии меди.
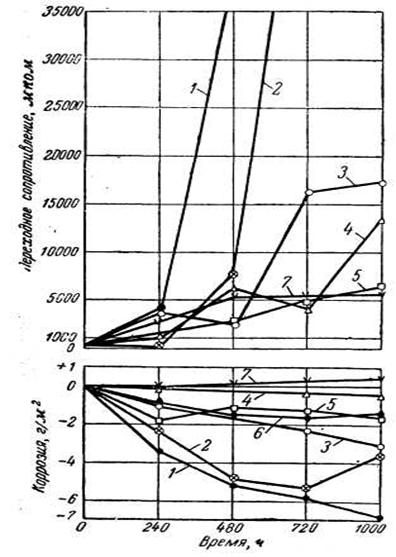
Рис. 9-2. Зависимость коррозии медных пластин и переходного сопротивления между ними от продолжительности окисления в различных трансформаторных маслах (окисление в статических условиях при температуре +95° С). 1— масло из сернистых нефтей (очистка 100% фенола; S = l,0%); 2 — масло из сернистых нефтей (очистка 135% Фенола; S = 1,0%); 3 — масло из сернистых нефтей (очистка 200% фенола; S = 0,58%) с 0,2% ионола; 4 — масло из сернистых нефтей (гидроочистка); 5 — масло из бакинских нефтей, I960 г.; 6 —масло из эмбенских нефтей, 1961 г.; 7 — импортное масло (английское).
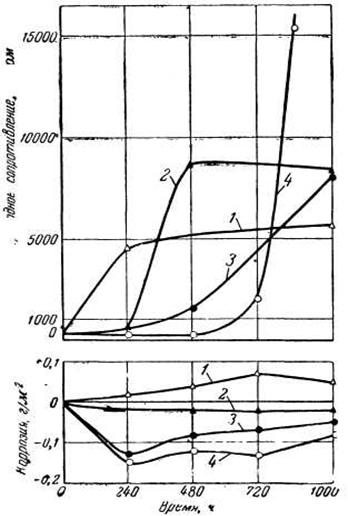
Рис. 9-3. Зависимость коррозии медных пластин и величины переходного сопротив-ления между ними от продолжительности окисления в трансформаторном масле из сернистой нефти (гидроочищенном) и концентрации в «нем ионола (окисление в статических условиях при температуре +95° С). 1 — масло чистое; 2 — масло+0,2%ионола; 3 — масло+0,3% ионола; 4—масло+0,5% ионола.
По мере увеличения продолжительности окисления масла коррозия меди возрастает (рис. 9-2 и 9-3). Однако наступает момент, когда изменение веса медной пластины замедляется; это связано, очевидно, с оседанием на поверхности меди продуктов взаимодействия ее с кислыми компонентами масла, в результате чего увеличивается вес пластин. Интересно, что при данной температуре коррозия меди мало зависит от соотношения между величиной поверхности металла и объемом масла, в связи с чем в лабораторных опытах в небольших сосудах (140 г масла) и при стендовых испытаниях в трансформаторах емкостью 10 и 25 л масла получены величины одного порядка (табл. 9-2).
Таблица 9-2. Коррозия меди при различных соотношениях между величиной ее поверхности S и весом окисляющегося масла Р
Условия окисления | S/P, см2/г | Коррозия меди в трансформаторных маслах, г/м2 | ||
из сернистых нефтей фенольной очистки 1960г. с 0,2% ионола | из бакинских нефтей,1962 г. | из анастасиевской нефти,1962 г. | ||
В трансформаторе на стенде при 95° С;750 ч; Р=10*103 г; S = 10 см2 | 1*103 | —3,9 | —0,6 | +0,2 |
В трансформаторе на стенде при 95 °С,2 500 ч; Р = 25*103 г; S = 300 см2 | 12*10-3 | —4,4 | —1,6 | — |
В стеклянном сосуде при 95° С;1000 ч; Р = 140 г; S = 200 см2 | 1 400*10-3 | —3,0 | —1,1 | +0,2 |
В стеклянном сосуде при 95°С;1 000 ч; Р = 140 г; S= 100 см2 | 700*10-3 | —3,1 | — | — |
Как правило, с повышением температуры, при которой осуществляется контакт металла с маслом, коррозия возрастает. Это обусловлено влиянием температуры на скорость коррозионного процесса, а также на скорость окисления масла и накопления коррозионна агрессивных продуктов окисления (рис. 9-4).
Интенсивность коррозии меди зависит от особенностей химического состава масла.
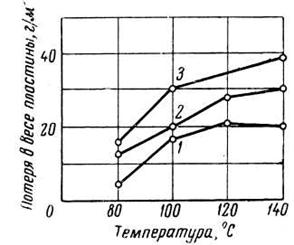
Рис. 9-4. Зависимость коррозии медно-свинцовых пластин от температуры в маслах различной кислотности [Л. 8-21]. 1 — кислотное число масла 1,09 мг КОН/г; 2 — то же 1,5 мг КОН/г; 3 — то же 2,7 мг КОН/г.
В одних маслах, например сернистом фенольной очистки, эмбенском, коррозия меди весьма значительна, в других (масло гидроочистки, импортное) мало заметна. Обращает на себя внимание, что масла, обладающие повышенной коррозионной агрессивностью по отношению к меди, содержат значительное количество парафиновых цепей. Такие данные вполне согласуются с результатами оценки коррозионности других сортов масел, на пример автомобильных [Л. 8-11, 9-1].
При наличии в масле воды корродирующее действие таких кислот, как муравьиная, уксусная, масляная, повышается [Л. 8-11].
Характерно, что в трансформаторных маслах, которые обладают повышенной коррозионной агрессивностью по отношению к меди, наблюдается резкое увеличение тангенса угла диэлектрических потерь tgδ масла (табл. 9-3).
Таблица 9-3. Коррозия меди в трансформаторных маслах различного происхождения
Происхождение масла | Показатели после 1000 ч окисления при +95° С | |
Коррозия меди, г/м2 | tgδ масла при 70° С, % | |
1. Из сернистых нефтей фенольной очистки (S — 1,0%), без присадки 1957 г | -6,9 | Более 100 |
2. Из сернистых нефтей фенольной очистки (S — 0,4%) с 0,2% ионола | —3,0 | Более 100 |
3. Импортное (французское) фирмы „Esso" | —4,2 | 94,7 |
4. Из смеси бакинских нефтей кислотно-контактной очистки, (S = 0,13%), 1960 г | —1,6 | 19,0 |
5. Из сернистых нефтей; получено методом гидроочистки (S = 0,14%), 1960 г. | +0,20 | 9,8 |
6. Импортное (английское) фирмы “Shell” | +0,40 | 5,2 |
По современным представлениям коррозия металлов в масле обусловлена воздействием на них перекисей и кислот. Роль перекисей сводится к окислению металла, а кислоты, взаимодействуя с окислами металлов, образуют мыла, растворимые в масле или же выпадающие в осадок. Присутствие таких мыл является причиной высоких диэлектрических потерь в масле. В образовании окислов металлов может принимать участие также растворенный в масле молекулярный кислород.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 |
