
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В отсутствие перекисных соединений коррозии меди не происходит (рис. 9-5, кривая 1), о чем свидетельствует сохранение первоначального значения величины tgδ масла.
При одновременном присутствии в масле меди и перекисных соединений tgδ масла возрастает в продолжение опыта примерно пропорционально концентрации перекисных соединений в масле (кривые 2 и 3).
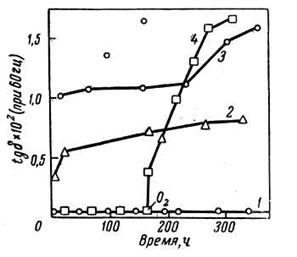
Рис. 9-5. Зависимость величины tgδ электроизоляционного масла Univolt-35 фирмы «Esso» от продолжительности старения его при температуре + 85° С (в вакууме) [Л. 9-5]. 1 — отсутствие перекисей в масле, поверхность меди 1 600 см2 на 1 л масла; 2—концентрация перекисей в масле 1,85 моль-экв/л, поверхность меди та же; 3— концентрация перекисей в масле 3,6 моль-экв/л, поверхность меди та же; 4—в сосуд с маслом введено 18 моль-экв/л кислорода; стрелкой обозначен этот момент.
Высокая коррозионная агрессивность парафинистых трансформаторных масел определяется тем, что при их окислении имеет место повышенный выход перекисных соединений наряду с низкомолекулярными кислотами, являющимися вторичными продуктами окисления.
В связи с тем значением, которое имеют перекисные соединения в развитии процесса коррозии меди, становится понятным наблюдавшийся нами факт замедления коррозии в присутствии целлюлозных материалов. Как будет показано ниже, перекисные соединения активно воздействуют на целлюлозу, вызывая ее разрушение. В результате только часть всех перекисных соединений участвует в реакциях с металлом. Кроме того, целлюлозные материалы обладают высокой адсорбционной способностью по отношению к кислотам, прежде всего низкомолекулярным, которые вызывают наибольшую коррозию. Конечный результат зависит от количественного соотношения между скоростями этих одновременно протекающих процессов. Эти особенности следует учитывать при интерпретации результатов испытаний коррозионности трансформаторных масел.
Особо стоит вопрос, в какой степени сераорганические соединения масла оказывают влияние на его коррозионную агрессивность и рост переходного сопротивления контактных систем.
Наши опыты показали, что между количеством природных сернистых соединений, обычно содержащихся в трансформаторных маслах и их коррозионной агрессивностью нет четко выраженной зависимости.
Следует подчеркнуть, что вопросы коррозионной активности различных типов сернистых соединений в среде трансформаторного масла, так же как и механизм этих процессов, еще нельзя считать вполне изученными.
В настоящее время лишь в отношении меркаптанов можно с уверенностью сказать, что они вызывают интенсивную коррозию меди в среде окисляющегося трансформаторного масла [Л. 9-2, 9-3, 9-4].
Глава десятая
ВЛИЯНИЕ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ В ТРАНСФОРМАТОРОСТРОЕНИИ, НА СТАРЕНИЕ МАСЛА
Быстрое ухудшение качества трансформаторных масел в эксплуатации может происходить как из-за недостаточной химической стабильности масла, так и под воздействием конструкционных и изоляционных материалов трансформатора.
Жесткие требования, предъявляемые современным траноформаторостроением к качеству и долговечности изоляционных и других материалов, а также разработанная за последнее десятилетие широкая номенклатура новых материалов заставляют в каждом конкретном случае обоснованно подходить к их подбору.
Для оценки возможности применения различных материалов в среде трансформаторного масла нами была предложена методика [Л. 10-1], моделирующая основные условия работы масла в обычных и герметичных трансформаторах (за исключением электрического поля).
Старение осуществляется при температуре +95° С (такая температура является максимально допустимой для верхних слоев масла в трансформаторах) в течение 1 000 ч в сосудах цилиндрической формы 200x36 мм. Такое соотношение между величиной свободной поверхности масла и высотой столба его характерно для большинства типов трансформаторов.
В каждый сосуд помещают 140 г масла. Такого количества достаточно для определения обычными методами основных показателей масла. Для получения сравнимых результатов используются равновеликие поверхности каждого материала (по 210 см2). Для ооновных материалов (медь, электротехнический картон, бумага, трансформаторная сталь, лаки) такое соотношение (1,5 см2 на 1 г масла) соответствует тому, что имеется в реальных трансформаторах.
Для моделирования условий, в которых масло работает в герметичных трансформаторах, производится длительное термостатирование при +95° С дегазированного масла совместно с твердыми материалами в запаянных сосудах в отсутствие кислорода. В таких условиях легко выявить влияние на масло различных материалов.
Для моделирования условий работы масла в трансформаторах обычного типа осуществляется окисление масла в открытых сосудах при свободном доступе воздуха к его поверхности в присутствии материалов.
10-1. ВЛИЯНИЕ МЕТАЛЛОВ
Металлы находят широкое применение в трансформаторостроении. Для обмоток, шин и т. д. используют медь или алюминий. Из сталей изготавливают баки, опорные и крепежные детали и другие узлы трансформатора. Магнитопровод набирают из листов специальной кремнистой стали. Многие цветные металлы находят применение как антикоррозионные покрытия для черных металлов. В качестве примера в табл. 10-1 приведены величины удельной поверхности (по отношению к весу масла) меди в трансформаторах различной мощности.
Таблица 10-1. Удельная поверхность меди по отношению к весу масла в трансформаторах различной мощности [Л. 10-34]
Мощность трансформаторов, ква | Отношение полной поверхности всего обмоточного провода к весу масла, см2/г | Мощность трансформаторов, ква | Отношение полной поверхности всего обмоточного провода к весу масла, см2/г |
300—500 | 1,36 | 120 000 | 0,28 |
2 500 | 0,61 | 144 000 | 0,57 |
30 000 | 0,72 | 183 000 | 0,58 |
60 000 | 0,30 | 240 000 | 0,30 |
Известно, что интенсивность каталитического действия металла в процессах окисления масел при прочих равных условиях зависит от величины поверхности металла [Л. 10-2, 10-3].
Окисление нефтяных масел, в том числе трансформаторных, в присутствии металлов изучено довольно подробно [Л. 10-4—10-8, 10-10].
Наиболее активным катализатором окисления трансформаторного масла является медь. В отношении степени активности железа, алюминия, никеля, цинка, олова мнения отдельных исследователей расходятся. Это можно объяснить, с одной стороны, различием условий окисления масла, с другой — неодинаковой чувствительностью масел различного углеводородного состава к влиянию тех или иных металлов
[Л. 10-7, 10-11, 10-13].
По нашим данным (табл. 10-2), кроме чистой (электролитической) меди, весьма активно ускоряет окисление масла медно-фосфористый припой. Другие металлы, применяемые в трансформаторостроении: алюминий, сталь, олово, сплав олова со свинцом, кадмий, никель, мало влияют на окисляемость масла.
Следует заметить, что измерение величины tgδ масла является наиболее чувствительным методом, позволяющим обнаружить влияние металлов на окисляемость масла; кислотные числа масел после окисления в присутствии каталитически малоактивных металлов практически не различаются, в то время как величины tgδ разнятся заметно.
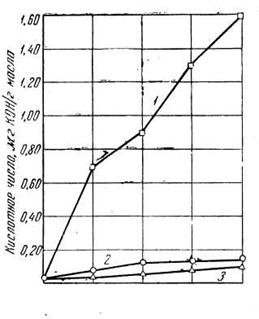
В присутствии медного провода, плотно обмотанного несколькими слоями кабельной бумаги, наблюдаются меньшие изменения показателей масла, чем в случае такого же провода, но без бумажной изоляции (рис. 10-1). Это связано с ухудшением условий диффузии масла к поверхности меди через слой бумаги, а также с влиянием процессов адсорбции продуктов окисления масла бумагой.
Активность меди в качестве катализатора окисления зависит от состояния ее поверхности [Л. 10-5].
Таблица 10-2. Влияние металлов на окисление трансформаторного масла
Металл | Показатели качества масел после 1 000 ч окисления при +95° С | |||
Кислотное число, мг КОН/г | Содержание водорастворимых кислот, мг КОН/г | Осадок, % | tgδ при +70° С, % | |
Масло из смеси бакинских нефтей (1958 г.) | ||||
Отсутствие металла | 0,05 | 0,01 | 0,06 | 5,9 |
Медь | 1,60 | 0,40 | 1,34 | 19,0 |
Сталь оцинкованная | 0,09 | 0,02 | 0,02 | 8,0 |
Алюминий | 0,05 | 0,01 | 0,07 | 8,0 |
Сталь трансформаторная | 0,06 | 0,01 | — | 5,8 |
Оловянно-свинцовый припой | 0,08 | 0,01 | 0,07 | 10,0 |
Медно-фосфористый припой | 0,52 | 0,05 | 0,60 | 16,0 |
кт. 2 | 0,06 | 0,01 | 0,08 | 7,3 |
Садмий | 0,07 | 0,02 | 0,03 | 7,7 |
Никель | 0,07 | 0,02 | 0,05 | 8,1 |
Олово | 0,07 | 0,02 | 0,04 | 9,2 |
Хром | 0,11 | 0,03 | 0,03 | 12,5 |
Масло из сернистых нефтей (S = 0,5%) фенольной очистки с присадкой 0,2 % ионола (1960 г.) | ||||
Отсутствие металла | 0,03 | 0,02 | 0,10 | 2,9 |
Медь | 0,56 | 0,17 | 0,30 | Более 100 |
Сталь оцинкованная | 0,04 | 0,02 | 0,12 | 7,3 |
Оловянно-свинцовый припой | 0,11 | 0,02 | 0,13 | 3,2 |
Медно-фосфористый припой | 0,66 | 0,09 | 0,40 | Более 100 |
Ст. 2 | — | 0,02 | 0,15 | 11,7 |
Кадмий | 0,03 | 0,01 | 0,08 | 3,3 |
Никель | 0,06 | 0,02 | 0,07 | 5,7 |
Олово | 0,05 | 0,02 | 0,06 | 3,8 |
Хром | 0,12 | 0,02 | 0,01 | 12,4 |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 |
