
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
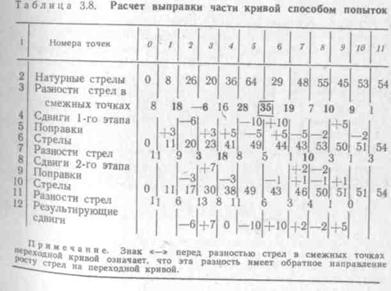
Расчет выправки приведенной части кривой способ попыток произведем в табл. 3.8.
 |
 |
В полевых условиях этот расчет выполняется непосредственно под графиком стрел изгиба, который вычерчивают для наглядности. Поэтому шапка табл. 3.8 дана сбоку, а номера точек-сверху.
Вычисляем фактическую разность стрел изгиба в смежных точках (строка 3). Сравнивая фактическую разность смежных стрел изгиба с допускаемыми величинами, равными в нашем случае на круговой кривой 8 мм, а на переходной кривой от 4 до 16 мм[5], приходим к необходимости выправки кривой на участке между точками 1 и 10. Между точками 5 и 6 разница в смежных стрелах составляет 35 мм, что является отступлением IV степени (пусть в нашем случае, не требующем ограничения скорости движения). Такие отступления должны устраняться в первую очередь.
Для ориентировки на графике стрел изгиба «на глаз» проводим линию проектных стрел.
Учитывая, что при сдвиге центральной точки в стрелы изгиба смежных с ней точек должны быть внесены поправки, равные половине сдвига с обратным знаком намечаем точки, в которых следует произвести сдвиг В первую очередь это точки 5 и 6. При сдвиге одной из них на графике в направлении линии проектных стрел отмеченном на чертеже стрелкой, смежная точка сдвинется в противоположном ей направлении, в данном случае также в сторону проектных стрел. Поэтому сдвигать другую точку, может, и не потребуется. Однако если двигать только одну точку, то величина сдвига будет велика и сдвиг будет односторонний. Так, например, точку 6 нужно двигать до проектной линии на 21 мм (50-29), что нежелательно. Меньшие по абсолютной величине (примерно в три раза меньше разности стрел) и противоположные по направлению сдвиги получаются, если сдвигать одновременно обе точки навстречу друг другу. Рассмотрим совместный сдвиг двух смежных точек кривой.
.Пусть n и n+1 - смежные точки кривой и fn>fn+1, тогда разность стрел изгиба в смежных точках
Δf= fn-fn+1
Примем что точки n и n+1 сдвигаются навстречу друг другу на одинаковую величину, т. е.
en=-en+1 и |en|=|en+1|=ec
Тогда по формуле (3.1) стрелы изгиба в этих точках после осуществления сдвигов будут:
а разность в смежных стрелах изгиба Δf’=Δf’-3ec
Считаем, что разность в стрелах изгиба смежных точек не должна превышать установленного допуска. Тогда Δf’-3ec <|Δf|.
Отсюда можно определить совместный сдвиг:
(3.9)
При выравнивании стрел изгиба в смежных точках до одинаковой величины совместный сдвиг этих точек будет равен одной трети разности стрел:
При допускаемой разности в смежных стрелах в 8 мм совместный сдвиг точек 5 и 6, определяемый по формуле(3.9)
(35-8)/3=9 мм
Принимаем ес= 10 мм.
Кроме точек 5 и 6, на 1-м этапе намечаем сдвиги, в таких точках кривой(если это требуется), которые не влияют на поправки сдвигов предыдущих точек, т. е таким образом, чтобы между точками первой рихтовки было бы не менее двух несдвигаемых точек. Это точки 2 и 9. Намечаем сдвиги этих точек в направлении линии проектных стрел(на графике показано стрелками) на величины, равные разности проектных и натурных стрел в этих точках (строка 4). Вычисляем поправки в смежных точках (строка 5), а затем по формулам (3.4) величины стрел после 1-й «рихтовки» (строка 6). Теперь разность в смежных стрелах изгиба будет превышать допуски только между точками 2-4 и 7-8 (строка 7) На очередном этапе намечаем сдвиг в точке 3 на 7 мм (до линии проектных стрел) и совместный сдвиг точек 7 и 8 на 2 мм, принятый из условия
влияют на поправки сдвигов предыдущих точек, т. е таким образом, чтобы между точками первой рихтовки было бы не менее двух несдвигаемых точек. Это точки 2 и 9. Намечаем сдвиги этих точек в направлении линии проектных стрел(на графике показано стрелками) на величины, равные разности проектных и натурных стрел в этих точках (строка 4). Вычисляем поправки в смежных точках (строка 5), а затем по формулам (3.4) величины стрел после 1-й «рихтовки» (строка 6). Теперь разность в смежных стрелах изгиба будет превышать допуски только между точками 2-4 и 7-8 (строка 7) На очередном этапе намечаем сдвиг в точке 3 на 7 мм (до линии проектных стрел) и совместный сдвиг точек 7 и 8 на 2 мм, принятый из условия
Сдвиги и поправки 2-го этапа заносим в строки 8 и 9 табл. 3.8.
По формулам (3.4) определяем величины стрел после 2-й «рихтовки»-(строка 10). Теперь разности в смежных стрелах (строка 11) нигде не превышают установленных допусков, поэтому дальнейшую «рихтовку» прекратим.
Суммированием промежуточных сдвигов 1-го и 2-го этапов определяем результирующие сдвиги (строка 12).
Анализ полученных сдвигов показывает, что они незначительны по абсолютной величине и число положительных сдвигов примерно равно числу отрицательных.
Указанный способ расчета выправки кривых целесообразно применять также тогда, когда необходимо срочно выправить отдельные отступления в плане, обнаруженные путеизмерителем, особенно когда выдано предупреждение об ограничении скорости движения поездов. В этом случае с помощью ленты путеизмерителя находят неисправное место на пути, производят съемку необходимой части кривой, тут же наносят результаты съемки на миллиметровую бумагу или бумагу в клеточку, выполняют расчет выправки этой части кривой, после чего рихтуют неисправное место. Если стрелы изгиба в результате контрольной съемки будут находиться в допускаемых пределах, предупреждение об ограничении скорости отменяется. В дальнейшем в плановом порядке производят сплошную съемку, расчет выправки по более точному способу и выправку кривой.
3.5. УЧЕТ ИЗМЕНЕНИЙ ДЛИНЫ КРИВОЙ ПРИ ЕЕ РИХТОВКЕ
Смещение всей или значительной части кривой наужу или внутрь вызывает изменение ее длины - удлинение или укорочение (в зависимости от направления сдвига пути). При преобладании односторонних сдвигов возможность такой выправки кривой следует установить по натурному состоянию зазоров, подсчитав, компенсируется ли удлинение или укорочение рельсовой нити за счет изменения величины зазоров.
Наиболее опасными для производства работ и движения поездов могут оказаться участки кривой, сдвигаемые внутрь. На звеньевом пути зазоры вследствие укорочения длины кривой уменьшатся и могут превратиться в слитые. При наличии значительного числа слитых зазоров первая же попытка произвести сдвижку пути внутрь кривой может вызвать выброс пути. На бесстыковом пути при больших температурных напряжениях в рельсах такая сдвижка пути внутрь кривой либо будет практически не осуществима, либо также может привести к выбросу. Преобладающая сдвижка наружу также нежелательна, так как при этом величина зазоров может оказаться близкой к конструктивной.
Поэтому перед рихтовкой звеньевого пути следует:
· выяснить состояние существующих зазоров на подлежащих сдвижке участках;
· определить величину удлинения или укорочения рельсовой нити;
· установить необходимость предварительной разгонки и регулировки зазоров. Эта работа будет требоваться в том случае, если на участке с односторонним сдвигом внутрь кривой сумма фактических зазоров будет меньше или равна расчетной величине укорочения. При сдвижке наружу кривой величина зазоров после рихтовки не должна быть больше нормальной при данной температуре.
В результате регулировки и разгонки зазоров перед рихтовкой они должны получиться такой величины, чтобы они соответствовали нормальной величине для данной температуры рельсов.
Средняя величина зазора перед рихтовкой пути должна определяться по формуле
(3.10)
где : Нт - величина нормального температурного зазора, мм, рельсов соответствующей длины, установленная Инструкцией [3];
Ну - средняя величина укорочения или удлинения зазора сдвига, мм.
В свою очередь
(3.11)
где : ΔL - величина общего укорочения или удлинения рельсовой нити, мм, на участке протяжением L, м;
L - число стыковых зазоров на участке протяжением L, м;
lp - рельсы длиной l, м.
Знак «+» в формуле (3.10) берется при сдвижке кривой внутрь, а знак «-» при сдвижке кривой наружу.
Величина общего укорочения или удлинения рельсовой нити, мм, прямо пропорциональна произведению средней величины сдвига на длину участка и обратно пропорциональна радиусу кривой:
 |
(3.12)
Обычно, используя результаты расчета выправки кривой, величину общего изменения длины рельсовой нити, мм, определяют через среднюю стрелу на круговой кривой вместо радиуса [по формуле (1.12)]. В этом. случае при хорде длиной 20 м:
(3.13)
или
(3.14)
где: Fkk - проектная (расчетная) стрела на круговой кривой, мм;
Σе - алгебраическая сумма сдвигов, мм, на участке.
На составной кривой изменение длины рельсовой нити определяют для каждого радиуса, составляющей кривую. При расчете выправки кривой способом дополнительных сдвигов сумма сдвигов автоматически по у чается близкой к нулю, а следовательно, не произойдет изменения длины кривой.
При расчете выправки кривой по методу разности эвольвент могут получиться односторонние сдвиги. Этот недостаток может быть значительно уменьшен с помощью графика полусдвигов (см. п. 3.2).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 |
