

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для удаления из отверстия небольших корпусных деталей сломавшихся шпилек, а также метчиков, сверл и разверток применяют электроэрозионное высверливание и ультразвуковые установки.
Когда процесс травления или электроискровой обработки закончен, гнездо промывают и заостренной изогнутой чертилкой проверяют каждый виток резьбы отверстия, чтобы убедиться, что там не осталось кусочков металла. Тщательно очищенное отверстие необходимо пройти метчиком и лишь потом можно ввертывать новую шпильку.
Если шпилька перекошена и сидит не перпендикулярно к торцовой поверхности корпуса, то ее надо осторожно вывернуть. Такую шпильку запрещается подгибать (выпрямлять), так как она при этом деформируется у корня и может лопнуть во время затягивания или (что еще хуже) во время работы. Если перекос невелик, резьбу в отверстии можно исправить; если перекос велик, нужно нарезать новую резьбу большего диаметра, просверлив предварительно отверстие под эту резьбу по кондуктору. В этом случае изготовляют так называемую «индивидуальную» шпильку, имеющую верхний конец нормальный, а нижний соответственно увеличенному диаметру.
Незначительно поврежденные резьбы (забито несколько витков) на поверхности валов исправляют на токарном станке или слесарными приемами. Резьбу, потерявшую свой профиль вследствие износа или срыва, восстанавливают наплавкой. Предварительно старая резьба удаляется проточкой на токарном станке, после чего полученную поверхность наплавляют электросваркой, обтачивают и вновь нарезают резьбу требуемого шага.
При сборке резьбовых соединений шпильки должны ввертываться в резьбовые отверстия и иметь плотную посадку, которую достигают осевым натягом. Ввернутая шпилька должна быть перпендикулярна к плоскости детали, что можно проверить угольником. В процессе сборки болты и гайки следует подтягивать равномерно. При большом числе гаек рекомендуется завертывать их в определенном порядке; это исключает перекосы и коробление деталей, нередко возникающие, когда гайки затягивают в Произвольном порядке. Недовернутая гайка вызывает перегрузку соседних с ней шпилек, и это может явиться причиной их разрыва во время работы оборудования. Общий принцип — затягивать сначала средние гайки, затем пару соседних справа и пару соседних слева, после чего снова пару соседних справа и т. д., постепенно приближаясь к краям
Затяжку гаек целесообразно производить постепенно, т. е. сначала затянуть все гайки, предположим, на одну треть затяжки, затем на две трети и, наконец, на полную затяжку. Затягивать полностью одну гайку за другой нельзя, потому что это может вызвать перекос и деформацию закрепляемой детали.
Гайки, расположенные по кругу, следует затягивать крест-накрест, причем, как указано выше, вначале все на половину или на треть затяжки, а затем в том же порядке до конца. Для равномерного затягивания гаек и болтов применяют динамометрические ключи. При затяжке обычным ключом следует внимательно следить за тем, чтобы не перетянуть гайку, так как это может быть причиной разрыва шпильки или болта.
В некоторых случаях изношенное резьбовое отверстие в детали заглушают и высверливают рядом другое отверстие, после чего в нем нарезают резьбу требуемого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
Если в корпусе нужно восстановить первоначальную резьбу, можно установить втулку с наружной и внутренней резьбой, рассчитанной на нормальный винт, заподлицо с плоскостью детали и застопорить штифтом.
Ремонт шпоночных и шлицевых соединений
Ниже рассмотрены способы восстановления шпоночных пазов. При большем износе шпоночный паз ремонтируют наваркой грани (рисунок 1, а) с последующим фрезерованием. При этом выдерживают размер паза, установленный стандартом. Возможен и такой ремонт: паз расширяют и углубляют, полностью устраняя следы износа, затем к нему изготовляют ступенчатую шпонку (рисунок 1, б). Однако при таком ремонте не обеспечивается высококачественное соединение и поэтому его применяют в исключительных случаях (при осмотрах и текущих ремонтах). Поэтому когда на чертеже нет указаний о фиксированном положении шпоночного шпонки резьбовое отверстие и в него ввинчивают винт. Когда винт своим концом упрется в вал, его продолжают вращать, и тогда шпонка выходит из паза (рисунок 1, г.).
При подгонке и сборке призматических шпонок в процессе ремонта рекомендуется выполнить специальный скос (рисунок, в), а с обратной стороны сделать соответствующую пометку. Это позволит вынуть шпонку из паза и при помощи молотка с выколоткой, используя имеющийся у нее скос. Выколотку упирают в помеченный конец шпонки со стороны скоса (показано стрелкой) и слегка ударяют по ней молотком. С этой стороны конец шпонки прижимается к основанию паза, а с противоположной приподнимается.
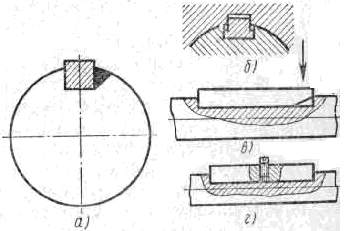
Рисунок 1 Ремонт шпоночных соединений:
а – наваркой; б – установкой ступенчатой шпонки; в – призматическая шпонка со скосом; г – призматическая шпонка с резьбовым отверстием
Шлицы небольших валиков обычно не ремонтируют, детали с изношенными шлицами большей частью заменяют новыми. Однако у деталей, трудоемких в изготовлении, шлицы часто подвергают ремонту. Его производят путем наварки металла с последующей механической обработкой в точном соответствии с размерами и расположением шлицев на соединяемой детали.
Шлицы вала можно ремонтировать путем раздачи зубьев, когда шлицевое соединение центрируется по внутреннему диаметру.
Если шлицы закалены, необходимо сначала вал отжечь, после чего раздать каждый шлиц в продольном направлении, доведя ширину шлица до номинального размера с припуском 0,1—0,2 мм для последующей механической обработки.
Раздачу выполняют вручную или на прессах специальными инструментами — зубилами и чеканами. Для этого вдоль шлицев наносят по одной продольной риске, затем зубилом (рисунок 2, в) вдоль рисок надрубают канавки (рисунок 2, а), которые раздают чеканом (рисунок 2, б).
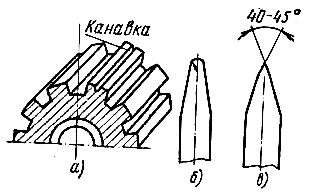
Рисунок 2 Ремонт шлицев раздачей:
а – канавка, полученная раздачей; б – чекан для раздачи шлицев;
в – зубило
Раздачу шлицев можно производить, используя токарные или строгальные станки. Для этого оправку с вращающимся конусным роликом закрепляют в резцедержателе станка, а вал устанавливают в центрах токарного станка или закрепляют на столе строгального станка. Суппортом станка подводят ролик, вдавливают в тело зуба и осуществляют несколько проходов по одной канавке.
После раздачи канавки на шлицах заваривают электросваркой, вал дополнительно отжигают, рихтуют, а шлицы обрабатывают под номинальный размер и подвергают термообработке.
Шлицы в отверстиях (посадка по наружному диаметру) и с небольшим износом можно также ремонтировать раздачей. Для этого применяют специальную прошивку, которую продавливают через шлицевое отверстие с помощью гидравлического пресса. После раздачи зубьев шлицевое отверстие калибруют шлицевой протяжкой, при этом снимают излишне выдавленный металл и придают детали требуемый размер.
Ремонт подшипников скольжения. В подшипниках скольжения наиболее часто встречаются следующие дефекты: задиры, раковины и выкрашивание поверхности трения; засорение маслопроводящих каналов и повреждение канавок; ослабление неподвижной посадки втулки в корпусе; течь сальников; износ рабочей поверхности подшипника; нарушение правильного положения подшипника в узле и погрешности сборки.
Задиры, раковины и другие повреждения деталей выявляют осмотром. Размеры зазоров в разъемных подшипниках контролируют, измеряя люфт свинцовой проволокой, расплющиваемой между валом и подшипником. Для этого снимают верхнюю крышку подшипника, кладут на подшипник вала свинцовую проволоку, крышку ставят на место и затягивают болтами до отказа. Величину зазора определяют по толщине сплющенной проволоки в различных точках подшипника.
Величину зазора и размеры деталей неразъемных подшипников определяют щупом, индикатором, штангенциркулем или микрометром
Для замера изношенных внутренних поверхностей деталей используют индикаторные нутромеры, микрометрические и телескопические штихмасы.
Ремонт подшипников скольжения для многих сборочных единиц оборудования сводится к замене износившихся втулок или вкладышей, восстановлению посадочных мест под втулки и вкладыши путем их наплавки и последующего растачивания.
При ремонте подшипников проверяют маслопроводящие каналы, а смазочные канавки на поверхности вкладыша прорубают вновь, если сечение их оказывается недостаточным.
Для подачи смазочного материала на рабочие поверхности используют специальные сверления, масляные канавки и полости. При постоянном направлении внешней нагрузки, вращающихся цапфах и неподвижных корпусах смазочный материал подводят в ненагруженную зону подшипника через сверления и продольные канавки во вкладыше.
Для предотвращения повышенной утечки смазочного материала длина канавки (паза) не должна превышать 0,8 длины вкладыша. При надежной системе фильтрации смазки используют канавки с плавными закруглениями, в противном случае — с острыми кромками для задержания продуктов износа.
В местах стыка разъемных вкладышей следует делать неглубокие полости (холодильники), распределяющие масло по длине подшипника и предотвращающие вредное влияние на его работу местных деформаций у стыка вкладыша. В таких конструкциях смазочный материал поступает в подшипник через холодильник.
При постоянных направлениях вращения и нагрузки достаточно одной канавки; при переменных условиях работы следует делать две канавки.
Пористые подшипники выполняют без масляных канавок. В некоторых случаях малонагруженные тихоходные подшипники, а также подшипники жидкого трения при достаточно больших зазорах также делают без канавок.
Если нагрузка вращается вместе с валом или если вал неподвижен, а вращается подшипник при постоянном направлении нагрузки, то смазочный материал подводят через сверление и канавки, выполненные в шейке вала. Комплектование сборочных единиц при необезличенном методе ремонта и малосерийном производстве часто сопровождается слесарно-подгоночными работами и частичной сборкой (например, запрессовкой втулок, подшипников и шестерен на валы и пр.).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 |
