

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Процесс установки цельной втулки в корпусе включает ее запрессовку, закрепление от провертывания и подгонку отверстия. Перед началом запрессовки втулка и отверстие корпуса должны быть осмотрены, острые углы на торцах притуплены, а поверхности сопряжения тщательно протерты. Во избежание задира при больших натягах поверхности деталей смазывают чистым машинным маслом или сульфидом молибдена.
Ремонт муфт
На работу муфты существенно влияют толчки, удары и колебания, обусловленные характером работы приводимого в движение агрегата строительной машины. Конструкция муфт весьма разнообразна. Тип муфты выбирают в зависимости от тех требований, которые предъявляют к ней в данном приводе. Например, при монтаже втулочной муфты требуется очень точное совмещение осей валов.
Центрирование полумуфт фланцевой муфты обеспечивают цилиндрическим выступом на одной полумуфте и цилиндрической, расточкой на другой или специальными центрирующими полукольцами. Открытые муфты отличаются от закрытых отсутствием буртиков, ограждающих болты. При монтаже фланцевых муфт требуется строгое соблюдение перпендикулярности стыкуемых поверхностей полумуфт к осям валов.
При сборке кулачково-дисковой муфты полумуфты насаживают на валы на переходных посадках. Для дополнительной фиксации полумуфт применяют установочные винты.
Для компенсации смещений валов в зубчатых муфтах предусмотрены торцовые зазоры б, вершины зубьев втулок обрабатывают по сферической поверхности, зубчатое зацепление выполняют с увеличенными боковыми зазорами, а боковым поверхностям зубьев придают бочкообразную форму. Зубчатые муфты допускают угловое смещение Аф<1° .
При сборке муфты упругой втулочно-пальцевой (МУВП) полумуфты насаживают на концы валов с натягом на призматических шпонках. В одной полумуфте на конических хвостовиках закрепляют пальцы с надетыми на них резиновыми втулками. Эти резиновые втулки вводят в цилиндрические расточки другой полумуфты.
Работа кулачковых муфт сопровождается значительным износом кулачков и шлицевых пазов. Изношенные рабочие поверхности восстанавливают способом наплавки или обработки на ремонтный размер.
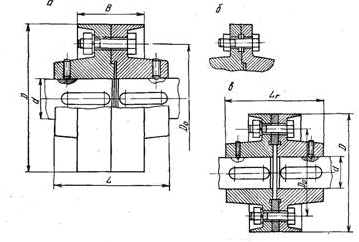
Рисунок 3 Муфты фланцевые:
а – болты поставлены с зазором, муфта закрытая; б - болты поставлены с зазором, муфта открытая; в - муфта закрытая с центрирующими кольцами
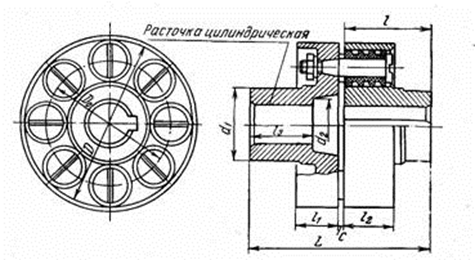
Рисунок 4 Муфта упругая втулочно-пальцевая (МУВП)
Рисунок 5 Кулачково-дисковая муфта |
Рисунок 6 Зубчатая муфта |
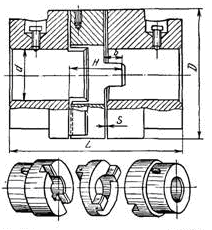
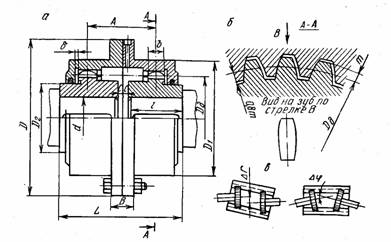
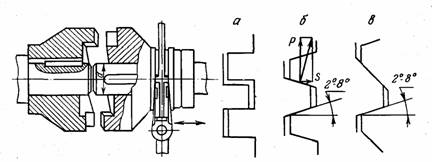
Рисунок 7 Кулачковая сцепная муфта:
а — прямоугольного профиля; в — неравнобочного трапецеидального профиля
При ремонте кулачковой муфты прямоугольного профиля необходимо добиваться строгой параллельности рабочих поверхностей кулачков продольной оси муфты. При контакте трапецеидальных кулачков возникают осевые силы, стремящиеся раздвинуть полумуфты и затрудняющие включение. Поэтому угол трапецеидального профиля выбирают в пределах 2—8°, чтобы обеспечить самоторможение и снизить усилие включения.
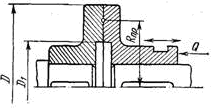
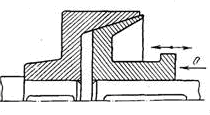
Рисунок 8 Дисковая фрикционная Рисунок 9 Конусная фрикционная
муфта муфта
При постоянном направлении вращения валов (нереверсивные передачи) применяют неравнобочный трапецеидальный профиль кулачков.
Твердость поверхности кулачков увеличивают цементацией или закалкой. Так как после цементации у кулачков сохраняется вязкая сердцевина, то эти кулачки хорошо сопротивляются ударным нагрузкам.
Из различных типов предохранительных муфт наибольшее распространение получили фрикционные и с разрушающимся элементом. Поверхности трения фрикционных полумуфт изнашиваются. На рисунке 8 приведена дисковая фрикционная муфта, а на рисунке 9 — конусная фрикционная муфта. Одна полумуфта закреплена на валу на шпонке посадкой с натягом, а вторая подвижна в осевом направлении. Прикладывая к подвижной полумуфте осевую силу Q, замыкают муфту и обеспечивают передачу за счет сил трения на стыке поверхностей полумуфт. Фрикционную муфту можно отрегулировать на передачу какого-то предельного момента. В этом случае она будет служить предохранительным звеном.
При эксплуатации фрикционных муфт на поверхности трения появляются риски, задиры, постепенно уменьшается фактическая фрикционная поверхность, вследствие чего для передачи одного и того же вращающего момента требуется все большее и большее усилие Q с соответствующим ускорением процесса изнашивания и перегревом муфты. Кроме того, в рассматриваемой конструкции довольно интенсивно изнашиваются поверхности шпоночного соединения правой полумуфты с валом. В многодисковых муфтах прежде всего изнашиваются поверхности трения фрикционных обкладок и металлических дисков, а также детали механизма включения. Кроме того, значительным дефектом таких муфт является неравномерное ослабление пружин, в результате чего возможно перекашивание дисков с последующим проскальзыванием, перегревом и усиленным износом. В такой муфте даже в выключенном положении диски продолжают соприкасаться и передавать вращение.
Балансировка деталей
Вследствие неточности изготовления, отклонения от правильной формы, наличия раковин, вращающиеся детали могут оказаться неуравновешенными. Неуравновешенность приводит к появлению инерционных сил, перегружающих опоры и вызывающих вибрацию насоса. Вибрация же вызывает нарушение центровки насосного агрегата и преждевременный выход его из строя.
Различают статическую и динамическую балансировку ротора и его деталей. При статической балансировке устраняют неуравновешенность, появившуюся вследствие смещения центра тяжести системы, опытным путем определяя наиболее легкую и тяжелую части детали или ротора, при этом деталь или ротор не приводят во вращение. Облегчая тяжелую или утяжеляя легкую части детали или ротора, достигают необходимого уравновешивания.
Статическую балансировку производят на горизонтальных параллелях — ножах (рисунок 10) или на дисках (рисунок 11).
Изготовленные с высокой точностью стальные закаленные ножи с трапециевидным сечением устанавливают так, чтобы их рабочие поверхности находились строго в одной горизонтальной плоскости. Ширина рабочих поверхностей ножей обычно колеблется от 5 до 8 мм в зависимости от массы балансируемого ротора. Диаметр дисков (роликов) балансируемого приспособления в 6—8 раз превышает диаметр вала балансируемого ротора (детали). Ролики устанавливают так, чтобы ось вращения балансируемого ротора была строго горизонтальна.
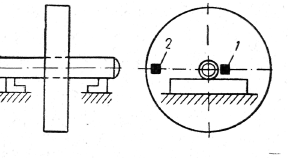
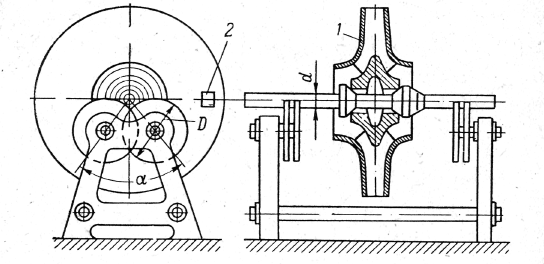
Рисунок 10 Балансировка на Рисунок 11 Балансировка на
горизонтальных параллелях: дисках:
1 — центр тяжести детали; 1 – балансируемый ротор;
2 — пробный корректирующий груз 2 – пробный корректирующий
груз
Установленные на балансировочное приспособление детали или ротор выводят из равновесия, перекатывая их по ножам или дискам на разные углы. Если ротор неуравновешен, он будет стремиться вернуться в прежнее положение, при котором центр тяжести всегда будет находиться ниже оси вращения.
Если деталь или ротор, находящиеся на параллелях, останавливаются в любом положении, на которое их поворачивают, то они полностью уравновешены.
Собранный из предварительно отбалансированных деталей ротор устанавливают в центрах токарного станка и подвергают проверке на биение. Биение устраняют проточкой. Максимальное допустимое биение собранного ротора по рабочим колесам должно быть не более 0,2 мм. Допустимое биение защитных втулок вала составляет 0,03—0,04 мм, биение под уплотнительные кольца между рабочими колесами — 0,05—0,06 мм. После этого ротор подвергают контрольной статической балансировке. Динамическую балансировку в условиях перекачивающих станций не производят, ее осуществляют в специализированных ремонтных мастерских. Балансировку проводят на специальных балансировочных станках.
Во всех балансировочных машинах измеряют колебания опор быстровращающегося ротора. По амплитуде и фазе колебаний определяют значение и положение уравновешивающих грузов. Уравновешивающие корректирующие грузы располагают в двух плоскостях, выбранных с учетом конструктивных особенностей ротора. Пара центробежных сил от корректирующих грузов должна уравновесить пару сил динамической несбалансированности ротора. Если ротор сбалансирован, колебание ротора и опор балансировочной машины не отмечается.
Тема 10. Анализ отказов оборудования на объектах «Транснефть».
Отказом основного механо-технологического оборудования является прекращение выполнения его функций по причине выхода их строя отдельных узлов и деталей.
Виды основного механо-технологического оборудования, по которым регистрируется и анализируется информация по отказам, определяются перечнем основного механо-технологического оборудования НПС для учета отказов.
Перечень основного механо-технологического оборудования НПС для учета отказов
1 Магистральные насосные агрегаты.
2 Подпорные насосные агрегаты.
3 Задвижки Ду300-1200 технологических нефтепроводов.
4 Маслосистемы.
5 Системы вентиляции магистральной и подпорной насосной.
6 Обратные клапаны Ду300-1200 технологических нефтепроводов.
7 Фильтры грязеуловители.
8 Системы сглаживания волн давления.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 |
