
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Режим охолодження повинен виключити виникнення більших гартівних напруг. При високих швидкостях охолодження при загартуванні виникають внутрішні напруження, які можуть привести до жолоблення й розтріскування.
Внутрішні напруження, що врівноважуються в межах макроскопічних частин тіла, називаються напругами I роду. Вони відповідальні за перекручування форми (жолоблення) і утворення тріщин при термообробці. Причинами виникнення напруг є:
· розходження температури по перетині виробу при охолодженні;
· різночасне протікання фазових перетворень у різних ділянках виробу.
Для попередження утворення тріщин необхідно уникати напруг, що розтягують, у поверхневих шарах виробу. На характер розподілу напруг при загартуванні, крім режиму охолодження, впливає й температура нагрівання під загартування. Перегрів сприяє утворенню гартівних тріщин, збільшує деформації.
Режим охолодження повинен також забезпечити необхідну глибину загартованого шару.
Оптимальний режим охолодження: максимальна швидкість охолодження в інтервалі температур А1 – MН, для запобігання розпаду переохолодженого аустеніту в області перлітного перетворення, і мінімальна швидкість охолодження в інтервалі температур мартенситного перетворення MН – MК, з метою зниження залишкових напруг і можливості утворення тріщин. Дуже повільне охолодження може привести до часткової відпустки мартенситу й збільшенню кількості аустеніту залишкового, а отже до зниження твердості.
Як охолодні середовища при загартуванні використовують воду при різних температурах, технічні мастила, розчини солей і лугів, розплавлені метали.
Вода має істотний недолік: висока швидкість охолодження в інтервалі мартенситного перетворення приводить до утворення гартівних дефектів. З підвищенням температури води погіршується її гартівна здатність.
Найбільш високою й рівномірною охолодною здатністю відрізняються холодні 8...12 % водяні розчини NaCl і NaOH. Вони миттєво руйнують парову сорочку й охолодження відбувається більш рівномірно й на стадії пузиркового кипіння.
Збільшення охолодної здатності досягають при використанні струминного або душового охолодження, наприклад, при поверхневому загартуванні.
Для легованих сталей з високою стійкістю аустеніту використовують мінеральне масло (нафтове). Воно забезпечує невелику швидкість охолодження в інтервалі температур мартенситного перетворення й сталість здатності, що гартує. Недоліками мінеральних масел є підвищена займистість, низька охолодна здатність в інтервалі температур перлітного перетворення, висока вартість.
При виборі охолодного середовища необхідно враховувати загартованість і прокалюваність сталі.
Загартованість – здатність стали здобувати високу твердість при загартуванні.
Загартованість визначається змістом вуглецю. Сталі зі змістом вуглецю менш 0,20 % не гартуються.
Прокалюваність – здатність одержувати загартований шар з мартенситної й тросто-мартенситною структурою, що володіє високою твердістю, на певну глибину.
За глибину загартованої зони приймають відстань від поверхні до середини шару, де в структурі однакові об'єми мартенситу й троститу.
Чим менше критична швидкість загартування, тим вище прокалюваність. Укрупнення зерен підвищує прокалюваність.
Якщо швидкість охолодження в серцевині виробу перевищує критичну то сталь має наскрізну прокалюваність.
Нерозчинні частки й неоднорідність аустеніту зменшують прокалюваність.
Характеристикою прокалюваності є критичний діаметр.
Критичний діаметр – максимальний перетин, що прожарюється в даному охолоджувачі на глибину, рівну радіусу виробу.
Із введенням у сталь легуючих елементів загартованість і прокалюваність збільшуються (особливо молібден і бор, кобальт - навпаки).
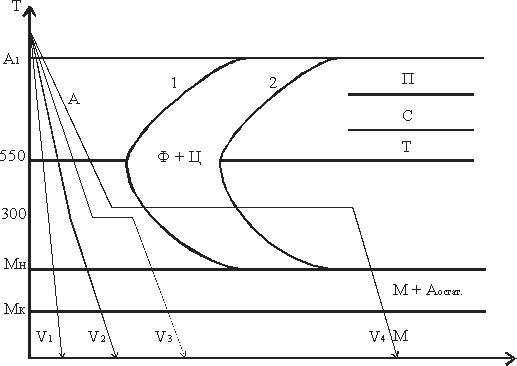
Способи загартування
1. Загартування в одному охолоджувачі (V1).
Нагріту до потрібної температури деталь переносять в охолоджувач і повністю прохолоджують. Як охолодне середовище використовують:
· воду - для великих виробів з вуглецевих сталей;
· масло - для невеликих деталей простої форми з вуглецевих сталей і виробів з легованих сталей.
Основний недолік - значні гартівні напруги.
2. Загартування у двох сферах або переривчаста (V2).
Нагрітий виріб попередньо прохолоджують у більше різкому охолоджувачі (вода) до температури ~ 3000C і потім переносять у більше м'який охолоджувач (масло).
Переривчасте загартування забезпечує максимальне наближення до оптимального режиму охолодження.
Застосовується в основному для загартування інструментів.
Недолік: складність визначення моменту переносу виробу з одного середовища в іншу.
3. Східчасте загартування (V3).
Нагріте до необхідної температури виріб поміщають в охолодне середовище, температура якого на 30 – 50oС вище крапки МН і витримують у перебігу часу, необхідного для вирівнювання температури по всім перетині. Час ізотермічної витримки не перевищує періоду стійкості аустеніту при заданій температурі.
Як охолодне середовище використовують розплавлені солі або метали. Після ізотермічної витримки деталь прохолоджують із невисокою швидкістю.
Спосіб використовується для дрібних і середніх виробів.
4. Ізотермічне загартування (V4).
Відрізняється від східчастого загартування тривалістю витримки при температурі вище МН, в області проміжного перетворення. Ізотермічна витримка забезпечує повне перетворення переохолодженого аустеніту в бейнит. При проміжному перетворенні легованих сталей крім бейнита в структурі зберігається аустеніт залишковий. структура, Що Утворилася, характеризується сполученням високої міцності, пластичності й в'язкості. Разом із цим знижується деформація через гартівні напруги, зменшуються й фазові напруги.
Як охолодне середовище використовують розплавлені солі й луги.
Застосовуються для легованих сталей.
5. Загартування із самовідпуском.
Нагріті вироби поміщають в охолодне середовище й витримують до неповного охолодження. Після витягу виробу, його поверхневі шари повторно нагріваються за рахунок внутрішньої теплоти до необхідної температури, тобто здійснюється самовідпуск. Застосовується для виробів, які повинні сполучити високу твердість на поверхні й високу в'язкість у серцевині (інструменти ударної дії: молотки, зубила).
Відпуск
Відпуск є остаточною термічною обробкою.
Метою відпуску є підвищення в'язкості й пластичності, зниження твердості й зменшення внутрішніх напружень загартованих сталей.
З підвищенням температури нагрівання міцність звичайно знижується, а пластичність і в'язкість ростуть. Температуру відпуску вибирають, виходячи з необхідної міцності конкретної деталі.
Розрізняють три види відпуску:
1. Низький відпуск з температурою нагрівання Тн = 150…300oС.
У результаті його проведення частково знімаються гартівні напруги. Одержують структуру – мартенсит відпуску.
Проводять для інструментальних сталей; після загартування струмами високої частоти; після цементації.
2. Середня відпустка з температурою нагрівання Тн = 300…450oС.
Одержують структуру – тростит відпустки, що сполучить високу твердість 40...45HRC з гарною пружністю й в'язкістю.
Використовується для виробів типу пружин, ресор.
3. Висока відпустка з температурою нагрівання Тн = 450…650oС.
Одержують структуру, що сполучить досить високу твердість і підвищену ударну в'язкість (оптимальне сполучення властивостей) – сорбіт відпустки.
Використовується для деталей машин, що випробовують ударні навантаження.
Комплекс термічної обробки, що включає загартування й високу відпустку, називається поліпшенням.
Відпускна крихкість
Звичайно з підвищенням температури відпустки ударна в'язкість збільшується, а швидкість охолодження не впливає на властивості. Але для деяких сталей спостерігається зниження ударної в'язкості. Цей дефект називається відпускною крихкістю (мал.).
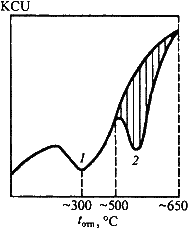
Залежність ударної в'язкості від температури відпустки
Відпускна крихкість I роду спостерігається при відпустці в області температур близько 300oС. Вона не залежить від швидкості охолодження.
Це явище пов'язане з нерівномірністю перетворень опущеного мартенситу. Процес протікає швидше поблизу границь зерен у порівнянні з об'ємами усередині зерна. У границь спостерігається концентрація напруг, тому границі тендітні.
Відпускна крихкість I роду «необоротна», тобто при повторних нагріваннях тих же деталей не спостерігається.
Відпускна крихкість II роду спостерігається в легованих сталей при повільному охолодженні після відпустки в області 450…650oС.
При високій відпустці по границях зерен відбувається утворення й виділення дисперсних включень карбідів. Прикордонна зона збіднюється легуючими елементами. При наступному повільному охолодженні відбувається дифузія фосфору до границь зерна. Прикордонні зони збагачуються фосфором, знижуються міцність і ударна в'язкість. Цьому дефекту сприяють хром, марганець і фосфор. Зменшують схильність до відпускної крихкості II роду молібден і вольфрам, а також швидке охолодження після відпустки.
Відпускна крихкість II роду «оборотна», тобто при повторних нагріваннях і повільному охолодженні тих же сталей у небезпечному інтервалі температур дефект може повторитися.
Стали, схильні до відпускної крихкості II роду, не можна використовувати для роботи з нагріванням до 650oС без наступного швидкого охолодження.
Лекція
Хіміко-термічна обробка стали: цементація, азотування, нітроцементація й дифузійна металізація
Хіміко-термічна обробка стали
Хіміко-термічна обробка (ХТО) – процес зміни хімічного складу, мікроструктури й властивостей поверхневого шару деталі.
Зміна хімічного складу поверхневих шарів досягається в результаті їхньої взаємодії з навколишнім середовищем (твердої, рідкої, газоподібної, плазменої), у якій здійснюється нагрівши.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
