
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Металеві форми ізложниці виготовляють із чавуну й стали. Товщина ізложниці в 1,5...2 рази більше товщини виливка. У процесі лиття ізложниці зовні прохолоджують водою або повітрям.
На робочу поверхню ізложниці наносять теплозахисні покриття для збільшення рядок їхньої служби. Перед роботою ізложниці нагрівають до 2000C.
Схеми процесів виготовлення виливків відцентровим литтям представлені на малий.6.4.
При одержанні виливків на машинах з обертанням форми навколо вертикальної осі метал з ковша 4 заливають в обертову форму 2, укріплену на шпинделі 1, що обертається від електродвигуна.
Під дією відцентрових сил метав притискається до бічної стінки ізложниці. Ливарна форма обертається до повного затвердіння виливка. Після зупинки форми виливок 3 витягає.
Виливки мають різностінність по висоті - більше товстий перетин у нижній частині. Застосовують для одержання виливків невеликої висоти - коротких втулок, кілець, фланців.
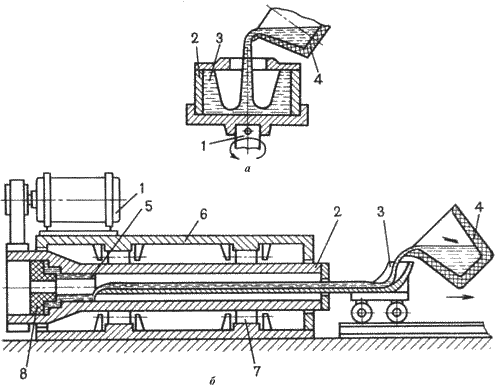
Схеми процесів виготовлення виливків відцентровим литтям
При одержанні виливків типу тіл обертання великої довжини (сурми, втулки) на машинах з горизонтальною віссю обертання ізложницю 2 установлюють на опорні ролики 7 і закривають кожухом 6. Ізложниця приводитися в рух електродвигуном 1. Розплавлений метав з ковша 4 заливають через ринву 3, що в процесі заливання металу переміщається, що забезпечує одержання рівностінної виливка 5. Для утворення розтруба сурми використовують піщаний або оболонковий стрижень 8. Після затвердіння металу готовий виливок витягають спеціальним пристосуванням.
Відцентровим литтям виготовляють виливка із чавуну, сталі, сплавів титана, алюмінію, магнію й цинку (сурми, втулки, кільця, підшипники кочення, бандажі залізничних і трамвайних вагонів).
Маса виливків від декількох кілограмів до 45 тонн. Товщина стінок від декількох міліметрів до 350 мм. Відцентровим литтям можна одержати тонкостінні виливки зі сплавів з низькою плинністю, що неможливо зробити при інших способах лиття.
Недолік: наявність усадочної пористості, ликватов і неметалічних включень на внутрішніх поверхнях; можливість появи дефектів у вигляді поздовжніх і поперечних тріщин, газових міхурів.
Перевага - одержання внутрішніх порожнин трубних заготівель без застосування стрижнів, економія сплаву за рахунок відсутності ливникової системи, можливість одержання двошарових заготівель, що виходить почерговим заливанням у форму різних сплавів (сталь - чавун, чавун - бронза).
Використовують автоматичні й бакаюваті карусельні машини з керуванням від ЕОМ.
Лиття під тиском
Литтям під тиском одержують виливки в металевих формах ( прес-формах), при цьому заливання металу у форму й формування виливка здійснюють під тиском.
Виливка одержують на машини лиття під тиском з холодною або гарячою камерою пресування. У машинах з холодною камерою пресування камери пресування розташовуються або горизонтально, або вертикально.
На машинах з горизонтальною холодною камерою пресування (малий. 7.1) розплавлений метав заливають у камеру пресування 4 . Потім метав плунжером 5, під тиском 40…100МПа, подається в порожнину прес-форми, що складає з нерухливої 3 і рухливий 1 напівформ. Внутрішню порожнину у виливку одержують стрижнем 2. Після затвердіння виливка прес-форма розкривається, стрижень 2 витягає і виливок 7 виштовхувачами 6 віддаляється з робочої порожнини прес-форми.
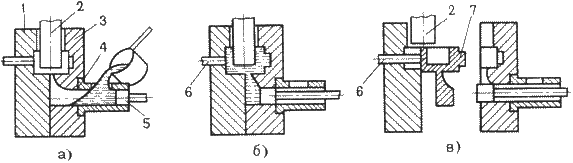
Технологічні операції виготовлення виливків на машинах з горизонтальною холодною камерою пресування
Перед заливанням прес-форму нагрівають до 120…3200C..... Після видалення виливка робочу поверхню прес-форми обдувають повітрям і змазують спеціальними матеріалами для попередження приварювання виливка. Повітря й гази віддаляються через канали, розташовані в площині рознімання прес-форми або вакуумування робочої порожнини перед заливанням металу. Такі машини застосовують для виготовлення виливків з мідних, алюмінієвих, магнієвих і цинкових сплавів масою до 45 кг.
На машинах з гарячою камерою пресування камера пресування 2 розташована в обігрівається тиглі, щоМ, 1 з розплавленим металом. При верхнім положенні плунжера 3 метав через отвір 4 заповнює камеру пресування. При русі плунжера долілиць отвір перекривається, сплав під тиском 10...30МПа заповнює порожнина прес-форми 5. Після затвердіння виливка плунжер вертається у вихідне положення, залишки розплавленого металу зливаються в камеру пресування, а виливок віддаляється із прес-форми виштовхувачами 6.
Одержують виливки із цинкових і магнієвих сплавів масою від декількох грамів до 25 кг.
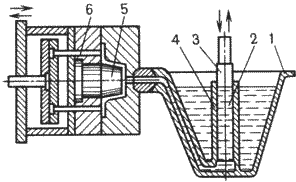
Схема виготовлення виливка на машинах з гарячою камерою пресування
При литті під тиском температура заливання сплаву вибирається на 10...200C вище температури плавлення.
Лиття під тиском використовують у масовому й крупносерійному виробництвах виливків з мінімальною товщиною стінок 0,8 мм, з високою точністю розмірів і малою шорсткістю поверхні, за рахунок ретельного полірування робочої порожнини прес-форми, без механічної обробки або з мінімальними припусками, з високою продуктивністю процесу.
Недоліки: висока вартість прес-форми й устаткування, обмеженість габаритних розмірів і маси виливків, наявність повітряної пористості в масивних частинах виливка.
Виготовлення виливків електрошлаковим литтям
Сутність процесу електрошлакового лиття полягає в переплаву електрода, що витрачається, у водоохолоджуємій металевій формі (кристалізаторі).
При цьому операції розплавлювання металу, його заливання й витримка виливка у формі сполучені по місцю й години.
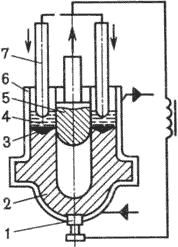
Схема виготовлення виливків електрошлаковим литтям
Як що витрачається електрод використовується прокат. У кристалізатор 6 заливають розплавлені шлаки 4 (фторид кальцію або суміш на його основі), що володіє високим електроопором. При пропущенні струму через електрод 7 і запала 1 виділяється значна кількість теплоти, і жужільні ванна нагрівається до 1700C, відбувається оплавлення електрода. Краплі розплавленого металу проходять через розплавлені шлаки й утворять під їм металеву ванну 3. Вона у водоохолоджуємій формі твердіє послідовно, утворюючи щільну без усадочних дефектів виливок 2. Внутрішня порожнина утвориться металевою вставкою 5.
Розплавлений шлаки сприяє видаленню кисню, зниженню змісту сірки й неметалічних включень, тому одержують виливки з високими механічними й експлуатаційними властивостями.
Виготовляються виливки відповідального призначення масою до 300 тонн: корпуса клапанів і засувок атомних і теплових електростанцій, колінчаті вали суднових двигунів, корпуса посудин надвисокого тиску, ротора турбогенераторів.
Виготовлення виливків безперервним литтям
При безперервному литті розплавлений метал з металоприймача 1 через графітову насадку 2 надходити у водоохолоджуємий кристалізатор 3 і твердіє у вигляді виливка 4, що витягається спеціальним пристроєм 5. Довгі виливки розріжуть на заготівлі необхідної довжини.
Використовують при одержанні виливків з паралельними утворюючими із чавуну, мідних, алюмінієвих сплавів. Виливка не мають неметалічних включень, усадочних раковин і пористості, завдяки створенню спрямованого затвердіння виливків.
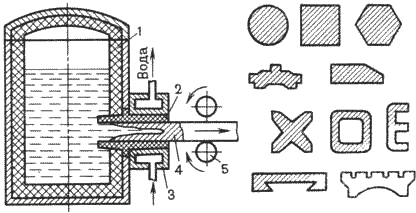
Схема безперервного лиття (а) і різновиду одержуваних виливків (б)
Особливості виготовлення виливків з різних сплавів
Чавун. Переважна кількість виливків із сірого чавуну виготовляють у піщаних формах. Виливка одержують, як правило, одержують без застосування прибутків.
При виготовленні виливків із сірого чавуну в кокілях, у зв'язку з підвищеною швидкістю охолодження при затвердінні, починає виділятися цементит - поява відбілювання. Для попередження відбілу на робочу поверхню кокілю наносять малотеплопроводні покриття. Кокілі перед роботою їх нагрівають, а чавун піддають модифікуванню. Для усунення відбілу виливку піддають відпалу.
Виливка типу тіл обертання (сурми, гільзи, втулки) одержують відцентровим литтям.
Виливка з високоміцного чавуну переважно виготовляють у піщаних формах, в оболонкових формах, литтям у кокіль, відцентровим литтям. Досить висока усадка чавуну викликає необхідність створення розумів спрямованого затвердіння виливків для попередження утворення усадочних дефектів у масивних частинах виливка шляхом установки прибутків і використання холодильників.
Розплавлений чавун у порожнину форми підводять через ливникову систему, що звужується й, як правило, через прибуток.
Особливістю одержання виливків з ковкого чавуну є ті, що вихідний матеріал - білий чавун має знижену рідкоплинність, що вимагає підвищеної температури заливання при виготовленні тонкостінних виливків. Для скорочення тривалості відпалу чавун модифікують алюмінієм, бором, вісмутом. Виливка виготовляють у піщаних формах, а також в оболонкових формах і кокілях.
Сталеві виливки
вуглецевій леговані сталі - 15Л, 12Х18Н9ТЛ, 30ХГСЛ, 10Х13Л, 110Г13Л - ливарні сталі.
Ливарні сталі мають знижену рідкоплинність, високу усадку до 2,5%, схильні до утворення тріщин.
Сталеві виливки виготовляють у піщаних і оболонкових формах, литтям по виплавлюваних моделях, відцентровим литтям.
Для попередження усадочних раковин і пористості у виливках на масивні частини встановлюють прибутку, а в теплових вузлах - використовують зовнішні або внутрішні холодильники. Для попередження тріщин форми виготовляють із податливих формувальних сумішей, у виливках передбачають технологічні ребра.
Подачу розплавленого металу для дрібних і середніх виливків виконують по розніманню або зверху, а для масивних - сифоном. У зв'язку з низкою рідкоплинністю площа перетину живильників в 1,5...2 рази більше, ніж при литті чавуну.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
