
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Прокатні валки: а - гладкий ; б - калібрований
Валки складаються з робочої частини – бочки 1, шийок 2 і трефи 3.
Шейки валків обертаються в підшипниках, які, в один з валків, можуть переміщатися спеціальним натискним механізмом для зміни відстані між валками й регулювання взаємного розташування осей.
Трефу призначена для з'єднання валка з муфтою або шпинделем.
Використовуються роликові підшипники з низьким коефіцієнтом тертя, 0,003...0,005, що забезпечує великий термін служби.
Технологічний процес прокатки
Вихідним продуктом для прокатки можуть служити квадратні, прямокутні або багатогранні злитки, пресовані плити або куті заготівлі.
Процес прокатки здійснюється як у холодному, так і гарячому стані. Починається в гарячому стані й проводитися до певної товщини заготівлі. Тонкостінні вироби в остаточній формі одержують, як правило, у холодному виді (зі зменшенням перетину збільшується тепловіддача, тому гаряча обробка утруднена).
Основними технологічними операціями прокатного виробництва є підготовка вихідного металу, нагрівши, прокатка й обробка прокату.
Підготовка вихідних металів включає видалення різних поверхневих дефектів (тріщин, подряпин, заходів), що збільшує вихід готового прокату.
Нагрівання злитків і заготівель забезпечує високу пластичність, високу якість готового прокату й одержання необхідної структури. Необхідно строге дотримання режимів нагрівання.
Основна вимога при нагріванні: рівномірний прогрів злитка або заготівлі по перетині й довжині до відповідної температури за мінімальний годину із найменшою втратою металу в окалину й ощадливу витрату палива.
Температури качану й кінця гарячої деформації визначаються залежно від температур плавлення й рекристалізації. Прокатка більшості марок вуглецевої стали починається при температурі 1200…11500С, а закінчується при температурі 950…9000С.
Істотне значення має режим охолодження. Швидке й нерівномірне охолодження приводити до утворення тріщин і жолобленню.
При прокатці контролюється температура качану й кінця процесу, режим обтиснення, настроювання валків у результаті спостереження за розмірами й формою прокату. Для контролю стану поверхні прокату регулярно відбирають проби.
Обробка прокату включає різання на мірні довжини, виправлення, видалення поверхневих дефектів і т. п. Готовий прокат піддають кінцевому контролю.
Процес прокатки здійснюють на спеціальних прокатних станах.
Прокатний стан – комплекс машин для деформування металу в обертових валках і виконання допоміжних операцій (транспортування, нагрівши, термічна обробка, контроль і т. д.).
Устаткування для деформування металу називається основним і розташовується на головній лінії прокатного стана (лінії робочих клітей).
Головна лінія прокатного стана складається з робочої кліті й лінії привода, що включає двигун, редуктор, шестеренну кліть, муфти, шпинделі.
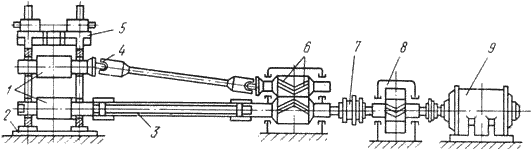
Схема головної лінії прокатного стана
1 - прокатні валки; 2 - плита; 3 - трефовий шпиндель; 4 - універсальний шпиндель;
5 - робоча кліть; 6 - шестеренна кліть; 7 - муфта; 8 - редуктор; 9 - двигун
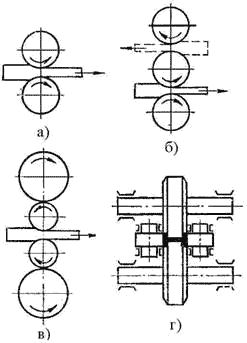
Прокатні валки 1 установлені в робочій кліті 5, що сприймає тиск прокатки. Визначальною характеристикою робочої кліті є розміри прокатних валків: діаметр (для сортового прокату) або довжина (для листового прокату) бочки. Залежно від числа й розташування валків у робочій кліті розрізняють прокатні стани: двохвалкове (дуо-стан), трьохвалкове (тріо-стан), чотирьохвалкові (кварто-стан) і універсальні.
У двохвалкових клітях здійснюється тільки по одному пропуску металу в одному напрямку. Метав у трьохвалкових клітях рухається в одну сторону між нижнім і верхнім, а у зворотну - між середнім і верхнім валками.
У чотирьохвалкових клітях установлюються опорні валки, які дозволяють застосовувати робітники валки малого діаметра, завдяки чому збільшується витяжка й знижуються деформуючі зусилля.
Універсальні кліті мають неприводні вертикальні валки, які перебувають між опорами підшипників горизонтальних валків і в одній площині з ними.
Шестеренна кліть 6 призначена для розподілу крутний моменту двигуна між валками. Це одноступінчастий редуктор, передатне відношення якого дорівнює одиниці, а роль шестірень виконують шестеренні валки.
Шпинделі призначені для передачі крутний моменту від шестеренної кліті прокатним валянням при відхиленні від співвісності до 10...120 При незначному переміщенні у вертикальній площині застосовують шпинделі трефового типу 3 у комплекті із трефовою муфтою. Внутрішні обриси трефових муфт відповідають формі перетину хвостовика валка або шпинделі. Муфтою передбачений зазор 5...8мм, що допускає можливість роботи з перекосом 1...20 При значних переміщеннях валків у вертикальній площині вісь шпинделя може становити значний кут з горизонтальною площиною, у цьому випадку застосовують шарнірні або універсальні шпинделі 4, які можуть передавати крутний момент прокатним валянням при перекосі шпинделя
Робочі кліті прокатних станів
Як двигун прокатного стана 9 застосовують двигуни постійний і змінний струми, тип і потужність залежати від продуктивності стана.
Редуктор 8 використовується для зміни чисел обертів при передачі рухові від двигуна до валянь. Зубчасті колеса – звичайно шевронні з нахилом спирали 30 0.
По призначенню прокатні стани підрозділяють на стани для виробництва напівпродукту й стани для випуску готового прокату.
Нагрівання металу здійснюють у полум'яних і електричних печах. По розподілі температури печі можуть бути камерні й методичні. У камерних печах періодичного нагрівання температура однакова по всім робочому просторі. У методичних печах температура робочого простору постійно підвищується від місця завантаження заготівель до місця їхнього вивантаження. Метав нагрівається поступово, методично. Печі характеризуються високою продуктивністю. Застосовуються в прокатних і ковальсько-штампувальних цехах для нагрівання злитків з кольорових металів. Великі злитки перед прокаткою нагрівають у нагрівальних колодязях - різновиду камерних, полум'яних печей.
Як транспортні пристрої в прокатному виробництві використовують:
· злитковози й різного виду візка для подачі злитків і заготівель від нагрівальних пристроїв до стана;
· рольганги – основний транспортний засіб прокатних цехів (транспортери з послідовно встановленими обертовими роликами забезпечують поздовжнє переміщення металу; при косому розташуванні роликів виникає можливість поперечного рухові смуги);
· маніпулятори, призначені для правильного завдання смуги в калібр;
· кантователі, призначені для повороту заготівлі навколо горизонтальної осі.
Виправлення прокату
Виробу, отримані прокаткою, часто вимагають виправлення. Іноді виправлення виконують у гарячому стані, наприклад, при виробництві товстих аркушів. Алі звичайно в холодному стані, тому що наступне охолодження після гарячого виправлення може викликати додаткова зміна форми.
Процес виправлення полягає в однократному або багаторазовому пластичному вигині скривлених ділянок смуги, щораз у зворотному напрямку.
Виправлення можна виконувати й розтяганням смуги, якщо напруги розтягання будуть перевищувати границя текучості матеріалу.
Ролікоправильні машини з паралельно розташованими роликами призначені для виправлення аркуша й сортового прокату
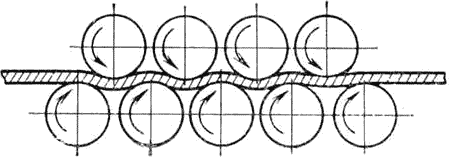
Схема виправлення прокату на роликоправильних машинах з паралельно розташованими роликами
Процес виправлення полягає в проходженні смуги між двома рядами послідовно розташованих роликів, установлених у шаховому порядку таким чином, що при русі смуги, її скривлення усувається. Діаметр роликів - 25...370 мм, крок - 30...400 мм, кількість роликів: для тонких аркушів - 19...29, для товстих - 7...9.
Правильні машини з косо розташованими гиперболоїдальными роликами призначені для виправлення труб і круглих прутків.
Ролики виконують у вигляді однопорожнинного гіперболоїда й розташовують під деяким кутом друг до друга. Метав, що виправляється, крім поступального рухові, робить обертальне, що викликає багаторазові перегинь смуги роликами й забезпечує вісесиметричне виправлення.
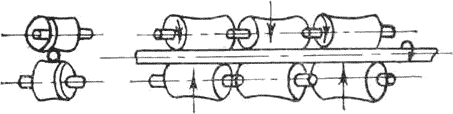
Схема виправлення прокату на машинах з косо розташованими гиперболоідальними роликами
Розтяжні правильні машини використовують для виправлення тонких аркушів (менш 0,3 мм), що важко піддаються виправленню на роликоправильних машинах.
Розрізка й заготівельна обробка прокату
Виробляється на заготівельних ділянках механічних цехів різними способами, що відрізняються продуктивністю, точністю заготівлі, стійкістю інструмента й ін.
Розрізка пиляннями застосовується для відносно великих заготівель, в основному з кольорових металів. Заготівля характеризується високою точністю по довжині, гарною якістю зрізу, перпендикулярністю торця до осі. Основними недоліками є низька продуктивність і значні втрати металу на різ.
Застосовуються пиляння зубчастого й гладкі (тертя).
Розрізка на ексцентрикових прес-ножицях застосовується для сталевого прокату круглого або квадратного перетину до 300 мм. Є найбільш продуктивним і дешевіємо процесом оброблення прокату на заготівлі. Основними недоліками є косою різ і зминання кінців заготівлі.
Заготівлі з високовуглецевих і легованих сталей доцільно підігріти до 450…6500С.
Застосовують ножі із плоскою ріжучою крайкою й зі струмками.
Розрізка на токарських напівавтоматах відрізними різцями.
Електроіскрова й анодно-механічне різання забезпечує максимальну точність розмірів. Застосовується для особливо міцних металів.
Розрізка на пресах-холодноломах застосовується для заготівель великого перетину. На заготівлі попередньо робиться надріз пилкою або газовим різаком.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
