
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Застосовують дві схеми вмикання дросельної обмотки з трансформаторними. У першій схем первинна і вторинна обмотки знижувального однофазного трансформатора розміщені на залізному осерді 7, а дросельна обмотка на осерді 2 і становлять два окремо виконаних апарати. При другій схемі вмикання трансформаторні і дросельна обмотки розміщені на спільному залізному осерді і є одним апаратом. Та частина осердя, на якій розміщені обмотки І і II, - це власне трансформатор, а частина, на якій розміщена обмотка III, - дросель. Струм у трансформаторах цих двох типів регулюється зміною самоіндукції дроселя при збільшенні або зменшенні повітряного зазору 5 між рухомою і нерухомою частинами його осердя. Із збільшенням зазору самоіндукція дроселя, яка залежить від магнітного потоку осердя, зменшується, а напруга на дузі і зварювальний струм збільшуються. Зменшенням зазору зумовлюється зворотне явище.
Трансформатори з окремою дросельною обмоткою комплектують трансформатором типу СТЕ і дроселем РСТЕ. До трансформаторів в однокорпусному виконанні належать трансформатори типу СТН.
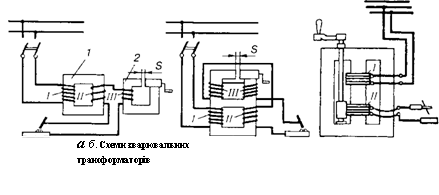 |
У трансформаторах із збільшеним магнітним розсіянням використано властивість магнітного потоку, що замикається через повітря, індукувати у відповідних обмотках ЕРС самоіндукції, спрямовану проти основної ЕРС трансформатора. Первинну і вторинну обмотки розміщують на різних стрижнях або на одному стрижні на деякій відстані. Регулюють силу струму, змінюючи відстань між первинною і вторинною обмотками. Із збільшенням відстані збільшуються потоки розсіяння і зварювальний струм зменшується і навпаки. До цього типу належать такі сучасні трансформатори, як СТШ-250, СТШ-500, ТД-300, ТД-500 ТСП-2.
4. Однопостові зварювальні генератори постійного струму мають спадну зовнішню характеристику, яка утворюється безпосередньо в самому генераторі. Це досягається розмагнічуванням основного потоку генератора магнітним потоком послідовної обмотки збудження або магнітним потоком якоря (реакцією якоря).
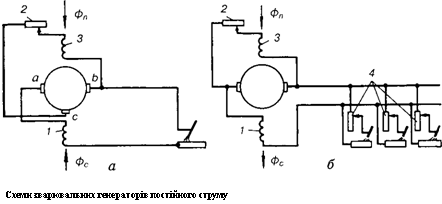
Принципову електричну схему однопостового генератора, що працює за принципом намагнічувальної дії паралельної і розмагнічувальної дії послідовної обмоток збудження, подано на рис. Генератор має обмотку З, що підімкнена до головної щітки Ь і допоміжної щітки с, і обмотку 7, підімкнену до головних щіток а і Ь. Напруга між щітками Ь і с
при холостому ході та при всіх режимах навантаження залишається сталою, тому сталим є і магнітним потік Фп, що створюється обмоткою З, яка підмикається до цих щіток (генератор з самозбудженням). Під час холостого ходу ЕРС генератора і напруга на головних щітках а, Ь і на дузі залежатимуть тільки від магнітного потоку паралельної обмотки. При горінні дуги зварювальний струм проходить через послідовну (серієсну) обмотку 7, увімкнену так, що її магнітний потік Фс спрямований проти магнітного потоку Фп. Тому ЕРС генератора, яка індукцується в обмотці якоря генератора результуючим магнітним потоком, також знизиться, і це зумовить зниження напруги на дузі. При короткому замиканні потік Фс майже дорівнюватиме потоку Фп, тому результуючий магнітний потік і напруга на головних щітках а, Ь і на дузі також знизяться майже до нуля.
Зварювальний струм у генераторах цього типу регулюється зміною струму збудження паралельної обмотки за допомогою реостата 2 або зміною числа витків паралельної і серієсної обмоток.
5. Багатопостові зварювальні генератори постійного струму мають послідовну 7 і паралельну 3 обмотки збудження, які створюють магнітні потоки відповідно Фс і Фп одного напряму, тому зовнішня характеристика у цих генераторах не спадна, а жорстка. Щоб мати спадну характеристику на дузі, на кожному робочому місці послідовно з дугою вмикають баластні реостати 4. При замиканні зварювального кола частина напруги генератора втрачається на баластному реостаті
Отже, напруга на дузі
иа=иг-ир,
де иг - напруга генератора, В.
При короткому замиканні втрата напруги на баластному реостаті майже дорівнює напрузі на затискачах генератора і тому напруга на дузі спадає майже до нуля. Баластним реостатом регулюють також силу зварювального струму, а реостатом 2 змінюють напругу холостого ходу генератора.
До багатопостових належить генератор СГ-1000, від якого живляться шість зварювальних постів. Кожний пост використовує струм до 300 А через баластний реостат РБ-300.
Зварювальні генератори, встановлені на одному валу з двигунами, називають зварювальними перетворювачами. Це однопостові генератори ПСО-300, ПСО-500, багатопостовий ПСМ-1000 та ін.
6. Зварювальні випрямлячі складають із напівпровідникових елементів - вентилів. Напівпровідниковий вентиль добре проводить струм тільки в одному напрямі. Для зварювальних випрямлячів використовують в основному селенові вентилі на алюмінієвій основі. Тепер розроблені і випускаються германієві і силіцієві випрямлячі, які кращі від селенових за технічними даними.
Випрямні установки складаються з трансформатора і напівпровідникового випрямляча. Всі випрямлячі мають високий ККД і невеликі розміри, дають змогу плавно регулювати силу струму і забезпечують стійке горіння дуги. Подібно до зварювальних генераторів вони можуть бути одно - і багатопостовими, мати спадну або жорстку зовнішню характеристику.
Ручне дугове зварювання
1. Електроди для ручного дугового зварювання. Ручне дугове зварювання виконують штучними електродами, які зварник подає до зварювального виробу і переміщує в потрібному напрямі. При зварюванні за методом Бенардоса використовують вугільні або графітові електроди діаметром 6.. .30 мм, завдовжки 200.. .300 мм. Для зварювання за способом Слав'янова використовують металеві електроди, які мають діаметр 1,5... 12 мм і довжину 200.. .450 мм. Зварювання в інертних газах виконують з використанням вольфрамових електродів діаметром 1...6 мм.
Для зварювання сталей електроди виготовляють із сталевого зварювального дроту за ГОСТ 2246-70, яким передбачено 75 її марок. З них шість виготовляють з низьковуглецевої, ЗО-з легованої і 39 — з високолегованої сталі. Всі вони мають обмежений вміст вуглецю, сірки і фосфору. Дугове зварювання стрижнями з сталевого дроту (голими електродами) не застосовують через нестійке горіння дуги і велике насичення металу шва киснем і азотом повітря. Для підвищення стійкості горіння дуги і захисту розплавленого металу від взаємодії з повітрям на електродні стрижні 5 наносять так звані товсті, або якісні, покриття 4. їх складовими, крім стабілізуючих і клейких (рідке скло), є шлако - і газоутворювальні речовини і розкислювачі. Для одержання наплавленого металу спеціального складу і властивостей вони містять також різні легуючі елементи. До стабілізуючих належать різні сполуки лужних (калію, натрію) і лужноземельних (кальцію) металів, які в дузі легше іонізуються, ніж кисень і азот повітря, і цим поліпшують стійкість горіння дуги.
Шлакоутворювальними речовинами є оксиди (ТЮ2, 5Ю2, МпО), карбонати (СаС03, ) й інші сполуки (СаР2), які вносять в покриття у вигляді мінералів (кремнезему, мармуру) і руд (титанової, манганової). Під час плавлення покриття вони утворюють шлаки, які покривають краплини З електродного металу в дузі і зварювальну ванну на металі 1 шва і цим захищають розплавлений метал від азоту і кисню повітря. Після остигання металу шва і шлаку шлакова кірка 2 легко відділяється від поверхні шва.
Для газового захисту в електродні покриття вносять різні органічні сполуки, наприклад електродну целюлозу, які під час згоряння утворюють навколо дуги захисні гази - оксиди вуглецю, водень - і цим захищають розплавлений метал від взаємодії з повітрям.
Як розкислювачі застосовують елементи, що мають більшу спорідненість з киснем, ніж залізо. До них належать манган, титан, силіцій та ін. Перебуваючи в зварювальній ванні, вони відбирають кисень від оксидів заліза, утворюючи нерозчинні в залізі оксиди відповідних елементів, які потім спливають у шлак.
Легуючими елементами є хром, манган, вольфрам, молібден. В електродні покриття їх вносять тоді, коли електроди призначені для зварювання легованих сталей, одержання стійких до спрацювання наплавок тощо. Розкислювачі та легуючі елементи вносять у покриття переважно у вигляді феросплавів.
Для виготовлення покритих електродів усі кускові матеріали шихти покриття подрібнюють, розмелюють, просіюють і змішують з рідким склом. Одержану масу наносять на електродні стрижні опресуванням. Потім електроди просушують і прокалюють.
За призначенням сталеві електроди відповідно до ГОСТ 9466-75 поділяють на чотири групи:
1)для зварювання вуглецевих і легованих конструкційних сталей;
2)для зварювання легованих теплостійких сталей;
3)для зварювання високолегованих сталей з особливими властивостями;
4)для наплавлення поверхневих шарів з особливими властивостями. Цей стандарт установлює також загальні вимоги на електроди - їхні
розміри, технічні умови на виготовлення, правила приймання, методи випробувань, маркування тощо.
ГОСТ 9467-75 регламентує дві перші групи електродів. За цим стандартом для зварювання конструкційних вуглецевих і легованих сталей залежно від механічних властивостей металу шва передбачено 14 типів електродів - 338, 342, 346...3150. Цифри в марках означають гарантовану границю міцності шва - 380... 1500 МПа.
Для зварювання легованих теплостійких сталей залежно від хімічного складу наплавленого металу встановлено 9 типів електродів, зокрема 3-09МХ, 3-09X1М, 3-09М.
ГОСТ 10052-75 регламентує вимоги до електродів для зварювання високолегованих сталей з особливими властивостями. Залежно від хімічного складу металу шва і його структури стандартом передбачено 45 типів електродів: 3-12X13, 3-10Х17Т, 3-10Х17Н13С4 та ін.
Відповідно до ГОСТ 10051-75 електроди для наплавлення поверхневих шарів з особливими властивостями за хімічним складом наплавленого металу і призначенням поділено на 44 типи: для наплавлення деталей, які працюють в умовах ударних навантажень (3-10Г2, 3-30Г2ХМ та ін.), для наплавлення штампів гарячого штампування (3-10Х2ГМ, 3-90Х4М4ВФ та ін.), для наплавлення металорізального інструменту (3-105В6Х5МЗФЗ та ін.).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
