
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
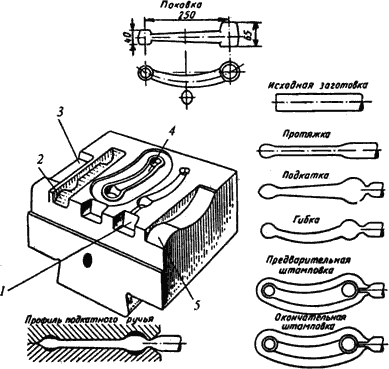
Стадії одержання складного кування в декількох струмках
1 - чорновий струмок; 2 - підкатний струмок; 3 - протяжний струмок; 4 - чистовий струмок, 5 – згинаючий струмок
Заготівельні струмки призначені для фасонування в штампах.
Фасонування – перерозподіл металу заготівлі з метою додання їй форми, що забезпечує наступне штампування з малим відходом металу.
До заготівельних струмків ставляться протяжний, підкатний, згинаючий і пережимний, а також площадка для осідання.
Протяжний струмок призначений для збільшення довжини окремих ділянок заготівлі за рахунок зменшення площі їхнього поперечного перерізу, виконуваного впливом частих слабких ударів з кантуванням заготівлі.
Підкатний струмок служити для місцевого збільшення перетину заготівлі (набору металу) за рахунок зменшення перетину поруч лежачих ділянок, тобто для розподілу обсягу металу уздовж осі заготівлі відповідно до розподілу його в куванні. Перехід здійснюється за кілька ударів з кантуванням.
Пережимний струмок призначений для зменшення вертикального розміру заготівлі в місцях, що вимагає розширення. Виконується за 1...3 удару.
Згинаючий струмок застосовують тільки при штампуванні кувань, що мають вигнуту вісь. Служити для додання заготівлі форми кування в площині рознімання. Зі згинаючого струмка в наступну заготівлю передають із поворотом на 90 0.
При штампуванні кувань, що мають у плані форму окружності або близьку до неї, часто застосовують облогу вихідної заготівлі до необхідних розмірів по висоті й діаметру. Для цього на площині штампа передбачають площадку для осідання.
Штампувальні струмки призначені для одержання готового кування. До штампувальних струмків ставляться чорновий (попередній) і чистовий (остаточний).
Чорновий струмок призначений для максимального наближення форми заготівлі до форми кування складної конфігурації. Глибина струмка трохи більше, а поперечні розміри менше, ніж у чистового струмка (щоб заготівля вільно укладалася в чистовий струмок). Радіуси округлення й ухили збільшуються. У відкритих штампах чорновий струмок не має облойної канавки. Застосовується для зниження зношування чистового струмка, але може бути відсутньою.
Чистовий струмок служити для одержання готового кування, має розміри «гарячого кування», тобто більше, ніж у холодного кування, на величину усадки. У відкритих штампах по периметрі струмка передбачена облойна канавка, для прийому надлишкового металу. Чистовий струмок розташований у центрі штампа, тому що в ньому виникають найбільші зусилля при штампуванні.
Технологічний процес ГОШ відрізняється значною розмаїтістю й визначається вибором самого виробу й застосовуваним устаткуванням.
Технологічний процес залежить від форми кування. За формою в плані кування діляться на дві групи: диски й кування подовженої форми.
До першої групи ставляться круглі або квадратні кування, що мають порівняно невелику довжину: шестірні, диски, фланці, маточини, кришки й ін. Штампування таких кувань виробляється осіданням у торець вихідної заготівлі із застосуванням тільки штампувальних переходів.
До другої групи ставляться кування подовженої форми: вали, важелі, шатуни й ін. Штампування таких кувань виробляється протяганням вихідної заготівлі (плиском). Перед остаточним штампуванням таких кувань у штампувальних струмках потрібно фасонування вихідної заготівлі в заготівельних струмках штампа, вільним малодоходним або на кувальних вальцях.
Тому що характер плину металу в процесі штампування визначається типом штампа, ті ця ознака можна вважати основним для класифікації способів штампування. Залежно від типу штампа виділяють штампування у відкритих і закритих штампах (малий. 13.2).
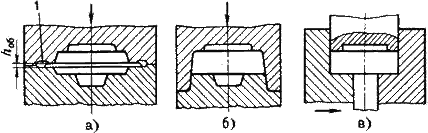
Схеми штампування у відкритих і закритих штампах: 1 – облойна канавка
Штампування у відкритих штампах характеризуються змінним зазором між рухливою й нерухливою частинами штампа. У цей зазор випливає частина металу - облой, що закриває вихід з порожнини штампа й змушує інший метав заповнити всю порожнину. У кінцевий момент деформування в облой вижимаються надлишки металу, що перебувають у порожнині, що дозволяє не висувати високі вимоги до точності заготівель по масі. Штампуванням у відкритих штампах можна одержати кування всіх типів.
Штампування в закритих штампах характеризуються тім, що порожнина штампа в процес деформування залишається закритої. Зазор між рухливою й нерухливою частинами штампа постійне й невеликий, утворення в ньому облоя не передбачено. Пристрій таких штампів залежить від типу машини, на якій штампують. Наприклад, нижня половина штампа може мати порожнина, а верхня - виступ (на пресах), або верхня - порожнина, а нижня - виступ (на молотах). Закритий штамп може мати дві взаємно перпендикулярні площини рознімання.
При штампуванні в закритих штампах необхідно строго дотримувати рівності обсягів заготівлі й кування, інакше при недоліку металу не заповнюються гуляй порожнини штампа, а при надлишку розмір кування по висоті буде більше необхідного. Відрізка заготівель винна забезпечувати високу точність.

Схема до вибору площини рознімання з урахуванням розумів роботи деталі
При виборі площини рознімання необхідно враховувати використання поверхонь кування як бази при механічній обробці. Бази повинні бути циліндричними, без штампувальних ухилів. При цьому припуск на механічну обробку винний бути однаковий у напрямку обробки.
При штампуванні в закритих штампах площина рознімання вибирають по торцевій найбільшій поверхні деталі.
Припуски на механічну обробку регламентуються ДЕРЖСТАНДАРТ 7505 з урахуванням точності кування, що визначається видом устаткування й технологією ГОШ (відкриту або закриту) і призначаються в основному на сполучаються поверхні, щоМ.
Допуски враховують можливі відхилення від номінальних розмірів внаслідок недоштампування по висоті, зрушення частин штампів, їхнього зношування й т. п.
До ковальських напусків ставляться штампувальні ухили, внутрішні радіуси закруглень, перемички отворів.
Штампувальні ухили призначаються понад припуск, смороду підвищують відхід металу при механічній обробці й складнюють кування. Для зовнішніх поверхонь, внаслідок температурної усадки, ухили менше, ніж для внутрішніх поверхонь.
Всі пересічні поверхні сполучаються по радіусах. Це необхідно для кращого заповнення порожнини штампа й запобігання його від передчасного зношування й поломок. Радіуси округлення залежати від глибини порожнини штампа. Внутрішні радіуси округлення в 3...4разу більше, ніж зовнішні. Зовнішні радіуси звичайно становлять 1...60
При штампуванні в штампах з одною площиною рознімання не можна одержати наскрізний отвір у куванні, тому наносять тільки позначку отвору з перемичкою-плівкою, що видаляється згодом у спеціальних штампах. Товщина перемички установлюється залежно від діаметра отвору, але не винна бути менш 4 мм. Отвору діаметром менш 30 мм не штампуються
Технологічний процес гарячого об'ємного штампування
Технологічний процес виготовлення кування включає наступні операції: відрізка прокату на мірні заготівлі, нагрівши, штампування, обрізка облоя й пробивання плівок, виправлення, термічна обробка, очищення кувань від окалини, калібрування, контроль готових кувань.
Перед штампуванням заготівлі повинні бути нагріті рівномірно по всім обсязі до заданої температури. При нагріванні повинні бути мінімальними окалиноутворення (окислювання) і зневуглероджування поверхні заготівлі. Використовуються електроконтактні установки, у яких заготівля, затиснена мідними контактами, нагрівається при пропущенні по ній струму; індукційні установки, у яких заготівля нагрівається вихровими струмами; газові печі, з безокисним нагріванням заготівель у захисній атмосфері.
Штампування здійснюють у відкритих і закритих штампах. У відкритих штампах одержують кування подовженої й вісесимметричної форми. У закритих штампах - переважно вісесимметричне кування, у тому числі з малопластичних матеріалів. Кування простої форми штампують у штампах з одною порожниною. Складні кування з різкими змінами перетинів по довжині, з вигнутою віссю й т. п. штампують у багатострумкових штампах.
Після штампування у відкритих штампах роблять обрізання облоя й пробивання плівок у спеціальних штампах, установлюваних на кривошипних пресах.
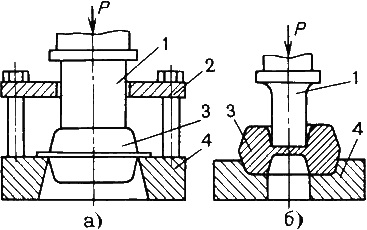
Схеми обрізання облоя (а) і пробивання плівок (б)
Виправлення штампованих кувань виконують для усунення скривлення осей і перекручування поперечних перерізів, що виникають при утрудненому добуванні кувань зі штампа, після обрізання облоя, після термічної обробки. Великі кування й кування з високовуглецевих і високолегованих сталей правлять у гарячому стані або в чистовому струмку штампа відразу після обрізання облоя, або на обрізному пресі (обрізний штамп сполучається із правочним штампом), або на окремій машині. Дрібні кування правлять на гвинтових пресах у холодному стані після термічної обробки.
Термічну обробку застосовують для одержання необхідних механічних властивостей кувань і полегшення їхньої обробки різанням. Віджиг знімає в куваннях з високовуглецевих і легованих сталей залишкові напруги, подрібнює зерно, знижує твердість, підвищує пластичність і в'язкість. Нормалізацію застосовують для усунення грубозернистої структури в куваннях зі сталей зі змістом вуглецю до 0,4%.
Очищення кувань від окалини роблять для полегшення контролю поверхні кувань, зменшення зношування металорізального інструмента й правильної установки заготівлі на металорізальних верстатах. На дробеструйних установках окалину із поковок, що переміщаються по стрічці конвеєра, збивають потоком швидко, що летить дробу, діаметром 1...2 мм. У галтовочних барабанах окалина віддаляється завдяки ударам кувань друг об друга й про металеві зірочки, що закладаються в обертовий барабан.
Калібрування кувань підвищує точність розмірів всього кування або окремих її ділянок. У результаті цього наступна механічна обробка усувається повністю або обмежується тільки шліфуванням. Розрізняють площинне й об'ємне калібрування. Площинне калібрування служити для одержання точних вертикальних розмірів на одному або декількох ділянках кування. Об'ємним калібруванням підвищують точність розмірів кування в різних напрямках і поліпшують якість її поверхні. Калібрують у штампах зі струмками, що відповідають конфігурації кування.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
