
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Застосовують моделі рознімні й нероз'ємні, дерев'яні, металеві й пластмасові.
Розміри моделі більше розмірів виливка на величину лінійної усадки сплаву.
Моделі дерев'яні (сосна, бук, ясний), краще виготовляти не із цілого шматка, а склеювати з окремих брусочків з різним напрямком волокон, для запобігання жолоблення.
Достоїнства: дешевина, простота виготовлення, малий важіль. Недолік: недовговічність.
Для кращого видалення моделі з форми її офарблюють: чавун - червоний, сталь - синій.
Металеві моделі характеризуються більшою довговічністю, точністю й чистою робочою поверхнею. Виготовляються з алюмінієвих сплавів - легені, не окисляються, добрі обробляються. Для зменшення маси моделі роблять пустотілими з ребрами жорсткості.
Моделі із пластмас стійкі до дії вологи при експлуатації й зберіганні, не піддаються жолобленню, мають малу масу.
Стрижневий ящик – формотворний виріб, що має робочу порожнину для одержання в ній ливарного стрижня потрібних розмірів і обрисів зі стрижневої суміші. Забезпечують рівномірне ущільнення суміші й швидке добування стрижня. Виготовляють із тихнув же матеріалів, що й моделі. Можуть бути рознімними й нероз'ємними, а іноді з нагрівачами.
Виготовлення стрижнів може здійснюватися в ручну й на спеціальних стрижневих машинах.
Модельні плити формують рознімання ливарної форми, на них закріплюють частини моделі. Використовують для виготовлення опочних і безопочних напівформ.
Для машинного формування застосовують координатні модельні плити й плити зі змінними вкладишами (металева рамка плюс металеві або дерев'яні вкладиші).
Виготовлення ливарних форм
Основними операціями виготовлення ливарних форм є: ущільнення формувальної суміші для одержання точного відбитка моделі у формі й додання формі достатньої міцності; пристрій вентиляційних каналів для виводу газів з порожнини форми; добування моделі з форми; обробка й складання форми.
Форми виготовляються вручну, на формувальних машинах і на автоматичних лініях.
Ручне формування застосовується для одержання однієї або декількох виливків в умовах досвідченого виробництва, у ремонтному виробництві, для великих виливків масою 200…300тонн.
Прийоми ручного формування: у парних опоках по рознімній моделі; формування шаблонами; формування в кесонах.
Формування шаблонами застосовується для одержання виливків, що мають конфігурацію тіл обертання в одиничному виробництві
Шаблон - профільна дошка.
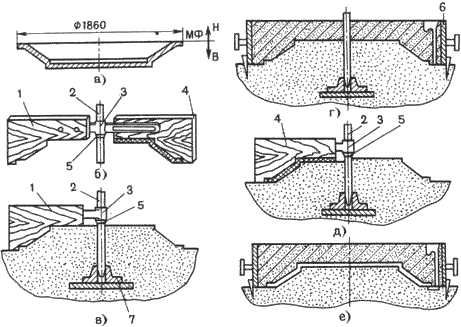
Шаблонове формування
В ущільненій формувальній суміші обертанням шаблона 1, закріпленого на шпинделі 2 за допомогою серги 3, оформляють зовнішню поверхню виливка і використовують її як модель для формування в опоці верхньої напівформи 6. Знімають сергу із шаблоном, площина рознімання покривають розділовим кулею сухого кварцового піску, установлюють моделі ливникової системи, опоку, засипають формувальну суміш і ущільнюють її. Потім знімають верхню напівформу. У підп'ятник 7 установлюють шпиндель із шаблоном 4, яким оформляють нижню напівформу, стискаючи куля суміші, рівний товщині стінки виливка. Знімають шаблон, видаляють шпиндель, обробляють дурень і встановлюють верхню напівформу. У готову ливарну форму заливають розплавлений метав
Формування в кесонах
Формуванням у кесонах одержують великі виливки масою до 200 тонн.
Кесон - залізобетонна яма, розташована нижче рівня підлоги цеху, водонепроникна для ґрунтових вод.
Механізований кесон має дві рухливі й дві нерухливі стінки із чавунних плит. Дно з порожніх плит, які можна продувати (для прискорення охолодження виливків) і кесона. Кесон має механізм для пересування стінок і пристосований для установки й закріплення верхньої напівформи.
Машинне формування
Використовується в масовому й серійному виробництві, а також для дрібних серій і окремих виливків.
Підвищується продуктивність праці, поліпшується якість форм і виливків, знижується шлюб, полегшуються умови роботи.
По характері ущільнення розрізняють машини: пресові, струшуючі й інші.
Ущільнення пресуванням може здійснюватися по різних схемах, вибір якої залежить від розмірів форми моделей, ступеню й рівномірності ущільнення й інших розумів.
У машинах з верхнім ущільненням ущільнюючий тиск діє зверху. Використовують наповнювальну рамку.
При подачі стисненого повітря в нижню частину циліндра 1 пресовий поршень 2, стіл 3 із прикріпленої до нього модельною плитою 4 з моделлю піднімається. Пресова колодка 7, закріплена на траверсі 8 входити в наповнювальну рамку 6 і ущільнює формувальну суміш в опоці 5. Після пресування стіл з модельним оснащенням опускають у вихідне положення.
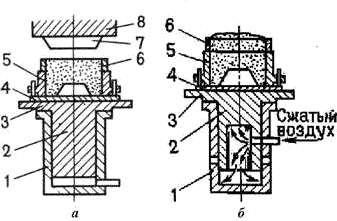
Схеми способів ущільнення ливарних форм при машинному формуванні
а - пресуванням; б - струшуванням
У машин з нижнім пресуванням формувальна суміш ущільнюється самою моделлю й модельною плитою.
Ущільнення струшуванням відбувається в результаті багаторазово повторюваних струшувань.
Під дією стисненого повітря, подаваного в нижню частину циліндра 1, що струшує поршень 2 і стіл із закріпленої на ньому модельною плитою 4 з моделлю піднімається на 30...100 мм до випускного отвору, потім падає. Формувальна суміш в опоці 5 і наповнювальній рамці 6 ущільнюється в результаті появи інерційних сил. Спосіб характеризується нерівномірністю ущільнення, ущільнення верхніх шарів досягається допресовкою.
Вакуумне формування
Модельна плита має вакуумну порожнину. У моделі є наскрізні відчини діаметром 0,5...1 мм, що збігаються з отворами в плиті. Модельну плиту з моделлю закривають нагрітою полімерною плівкою. У повітряній коробці насосами створюється вакуум 40...50 кпа. Потім установлюється опока із сухим кварцовим піском, що ущільнюється за допомогою вібрацій.
На верхню поверхню поміщають розігріту плівку, припасовану до опоки. Напівформу знімають із моделі. При заливанні металу плівка згоряє, утворюючи протипригарне покриття.
Ущільнення піскометом здійснюється робочим органом піскомета – метальною головкою. Формувальна суміш подається в головку безупинно. Піскомет забезпечує засипання суміші і її ущільнення. При обертанні ковша (1000…1500хв–1) формувальна суміш викидається в опоку зі швидкістю 30...60м/с. Метальна головка може переміщатися над опокою. Піскомет - високопродуктивна формувальна машина, його застосовують при виготовленні великих виливків в опоках і кесонах.
Безопочная автоматичне формування
Використовується при виготовленні форм для дрібних виливків із чавуну й стали в серійному й масовому виробництві.
Виготовлення ливарних форм здійснюється на високопродуктивних пескодувно-пресових автоматичних лініях.
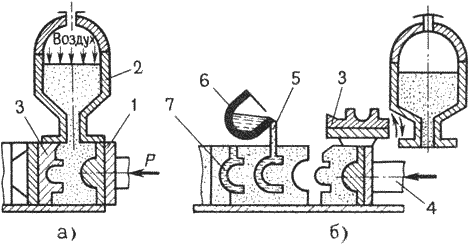
Виготовлення безопочних ливарних форм
Формувальна камера заповнюється сумішшю за допомогою стисненого повітря з головки 2. Ущільнення здійснюється при переміщенні модельної плити 1 плунжером 4. Після ущільнення поворотна модельна плита 3 відходить уліво й повертається в горизонтальне положення. Напівформа переміщається плунжером 4 до зіткнення з попередньою грудкою, утворюючи порожнину 5. Потім роблять заливання металу з ковша 6. Після затвердіння й охолодження виливків, форми подаються на вибивні ґрати, де виливка 7 звільняються від формувальної суміші.
Виготовлення стрижнів
Виготовлення стрижнів здійснюється вручну або на спеціальних стрижневих машинах зі стрижневих сумішей.
Виготовлення стрижнів включає операції: формування сірого стрижня, сушіння, фарбування сухого стрижня. Якщо стрижень складається з декількох частин, те після сушіння їх склеюють.
Ручне формування здійснюється в стрижневих ящиках. У готових стрижнях виконують вентиляційні канали. Для додання стрижням необхідної міцності використовуються арматурні каркаси зі сталевого дроту або литого чавуну.
Готові стрижні піддаються сушінню при температурі 200…2300С, для збільшення газопроникності й міцності. Під година сушіння зі стрижня віддаляється волога, частково або повністю вигорають органічні домішки
Часто стрижні виготовляють на піскодувних машинах. При використанні сумішей із синтетичними смолами, стрижні виготовляють у нагрівається оснащенню, щом.
Виготовлення стрижнів з рідинносклянних сумішей складається в хімічному отвердінні рідкого скла шляхом продувки стрижня вуглекислим газом.
Виготовлення виливків у піщаних формах
Готування розплаву
Готування ливарних сплавів пов'язане із плавленням різних матеріалів. Для одержання заданого хімічного складу й певних властивостей, у сплав у рідкому або твердому стані вводять спеціальні легуючі елементи: хром, нікель, марганець, титан і ін.
Для плавлення чавуну й стали, як вихідні матеріали застосовують ливарні або передільні доменні чавуни, чавунний і сталевий лом, відходи власного виробництва, а також для зниження температури плавлення й утворення шлаків - флюси (вапняк).
Чавуни, в основному, виплавляють у вагранках. Останнім годиною розвивається плавка в електричних печах, а також дуплекс-процес, особливо, варіант вагранка - індукційна піч.
Плавку стали ведуть в електродугових, індукційних і плазменно-індукційних печах.
Для плавлення кольорових металів використовують як первинні, отримані на металургійних заводах, так і вторинні, після переплавлення кольорового лома, метали й сплави, а також - флюси (хлористі й фтористі солі).
Для плавлення застосовують індукційні печі промислової частоти, електричні печі опору. Плавку тугоплавких металів і сплавів ведуть у вакуумі або в середовищі захисних газів.
Складання й заливання ливарної форми
Складання ливарної форми включає: установку нижньої напівформи; установку стрижнів, стійке положення яких забезпечується стрижневими знаками; контроль відхилення розмірів основних порожнин форми; установку верхньої напівформи по штирях, що центрують.
Заливання форм розплавленим металом здійснюється з ковшів чайникового, барабанного й іншого типів. Важливе значення має температура розплавленого металу. Доцільно призначати її на 100…1500Cвище температури плавлення: низька температура збільшує небезпеку не заповнення форми, захвата повітря, погіршення живлення виливків; при високій температурі метав більше насичений газами, сильніше окисляється, можливий пригар на поверхні виливка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
