
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Заливання ведуть безупинно до повного заповнення ливникової чаші.
Охолодження, вибивка й очищення виливків
Охолодження виливків до температури вибивки триває від декількох хвилин (для невеликих тонкостінних виливків) до декількох доби й тижнів (для великих товстостінних виливків). Для скорочення тривалості охолодження використовують методи примусового охолодження:
а) обдувають повітрям,
б) при формуванні укладають змійовики, по яких пропускають повітря або воду.
Вибивка виливка – процес видалення затверділої й охолодженої до певної температури виливка з ливарної форми, при цьому ливарна форма руйнується. Здійснюють на спеціальних вибивних установках. Форма виштовхується з опоки витовкувачем на віброжелоб, по якому направляється на вибивні ґрати, де виливка звільняються від формувальної суміші. Вибивку стрижнів здійснюють вібраційно-пневматичними й гідравлічними пристроями.
Обрубка виливків – процес видалення з виливка прибутків, літників, висікши й заток по місцю сполучення напівформ.
Здійснюється пневматичними зубилами, стрічковими й дисковими пиляннями, за допомогою газового різання й на пресах.
Після обрубання виливка зачищають, видаляючи дрібні затоки, залишки висікши й літників. Виконують зачищення маятниковими й стаціонарними шліфувальними колами, пневматичними зубилами.
Очищення виливків – процес видалення пригару, залишків формувальної й стрижневої сумішей із зовнішніх і внутрішніх поверхонь виливків.
Здійснюється в галтовочних барабанах періодичної або безперервної дії (для дрібних виливків), у гідропіскоструминних й дробеметних камерах, а також хімічною або електрохімічною обробкою.
Лекція
Спеціальні способи лиття
У сучасному ливарному виробництві вусі більше широке застосування одержують спеціальні способи лиття: в оболонкові форми, по виплавлюваних моделях, кокільне, під тиском, відцентрове й інші.
Ці способи дозволяють одержувати виливки підвищеної точності, з малою
шорсткістю поверхні, мінімальними припусками на механічну обробку, а іноді повністю виключають її, що забезпечує високу продуктивність праці. Кожний спеціальний спосіб лиття має свої особливості, що визначають області застосування.
Лиття в оболонкові форми
Лиття в оболонкові форми - процес одержання виливків з розплавленого металу у формах, виготовлених по гарячому модельному оснащенню зі спеціальних піщано-смоляних сумішей.
Формувальну суміш готують із дрібного кварцового піску з додаванням термореактивних сполучних матеріалів.
Технологічні операції формування при литті в оболонкові форми представлені на малий.6.1.
Металеву модельну плиту 1 з моделлю нагрівають у печі до 200…2500C.
Потім плиту 1 закріплюють на перекидному бункері 2 з формувальною сумішшю 3 (малий. 6.1. а) і повертають на 180 0С. Формувальну суміш витримують на плиті 10...30секунд. Під дією теплоти, що виходить від модельної плити, термореактивна смола в прикордонному шарі розплавляється, склеює піщини й твердне з утворенням піщано-смоляної оболонки 4, товщиною 5...15мм. Бункер вертається у вихідне положення, надлишки формувальної суміші обсипають із оболонки. Модельна плита з напівтвердою оболонкою 4 знімається з бункера й прожарюється в печі при температурі 300…350°C, при цьому смола переходити у твердий необоротний стан. Тверда оболонка знімається з моделі за допомогою витовкувачей 5. Аналогічним образом одержують другові напівформи.
Для одержання форми напівформи склеюють або з'єднують іншими способами (за допомогою скоб).
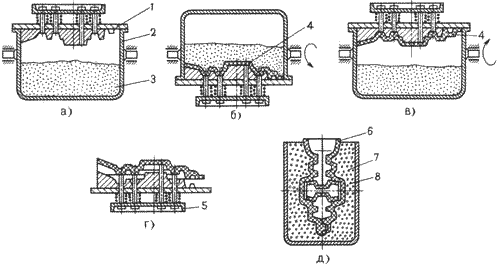
Технологічні операції формування при литті в оболонкові форми
Зібрані форми невеликих розмірів з горизонтальною площиною рознімання укладають на кулю піску. Форми з вертикальною площиною рознімання 6 і великі форми для запобігання від жолоблення й передчасного руйнування встановлюють у контейнери 7 і засипають чавунним дробом 8 .
Лиття в оболонкові форми забезпечує високу геометричну точність виливків, малу шорсткість поверхонь, знижує витрата формувальних матеріалів (висока міцність оболонок дозволяє виготовляти форми тонкостінними) і обсяг механічної обробки, є високопродуктивним процесом.
В оболонкових формах виготовляють виливка масою 0,2...100 кг із товщиною стінки 3...15 мм із всіх ливарних сплавів для приладів, автомобілів, металорізальних верстатів.
Лиття по виплавлюваних моделях
Лиття по виплавлюваних моделях – процес одержання виливків з розплавленого металу у формах, робоча порожнина яких утвориться завдяки видаленню (витіканню) легкоплавкого матеріалу моделі при її попереднім нагріванні.
Виплавлювані моделі виготовляють у прес-формах 1 з модельних составів, що включають парафін, віск, стеарин, жирні кислоти. Состав добрі заповнює порожнина прес-форми, дає чіткий відбиток. Після затвердіння модельного состава прес-форма розкривається й модель 2 виштовхується в холодну воду.
Потім моделі збираються в модельні блоки 3 із загальною ливниковою системою припаюванням, приклеюванням або механічним кріпленням. В один блок поєднують 2...100 моделей.
Форми виготовляють багаторазовим зануренням модельного блоку 3 у спеціальну рідку вогнетривку суміш 5, налиту в ємність 4 з наступним обсипанням кварцовим піском. Потім модельні блоки сушать на повітрі або в середовищі аміаку. Звичайно наносять 3...5 шарів вогнетривкого покриття з наступним сушінням шкірного кулі.
Моделі з форм видаляють, занурюючи в гарячу воду або за допомогою нагрітої парі. Після видалення модельного состава тонкостінні ливарні форми встановлюються в опоці, засипаються кварцовим піском, а потім прожарюють у печі протягом 6...8часів при температурі 850…9500Cдля видалення залишків модельного состава, випару води
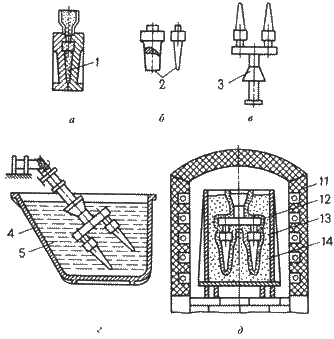
Технологічні операції процесу лиття по виплавлюваних моделях
Заливання форм по виплавлюваних моделях роблять відразу ж після прокалки в нагрітому стані. Заливання може бути вільної, під дією відцентрових сил, у вакуумі й т. д.
Після затвердіння залитого металу й охолодження виливків форма руйнується, виливка відокремлюють від літників механічними методами, направляють на хімічне очищення, промивають і піддають термічній обробці.
Лиття по виплавлюваних моделях забезпечує одержання точних і складних виливків з різних сплавів масою 0,02...15 кг із товщиною стінки 0,5...5 мм.
Недоліком є складність і тривалість процесу виробництва виливків, застосування спеціального дорогого оснащення.
Литтям по виплавлюваних моделях виготовляють деталі для приладобудівної, авіаційної й іншої галузевої промисловості. Використовують при литті жароміцних важкооброблюваних сплавів (лопатки турбін), корозійностійких сталей, вуглецевих сталей у масовому виробництві (автомобільна промисловість).
Технологічний процес автоматизований і механізований.
Лиття в металеві форми
Лиття в металеві форми (кокілі) одержало велике поширення. Цим способом одержують більше 40% всіх виливків з алюмінієвих і магнієвих сплавів, виливка із чавуну й стали.
Лиття в кокіль – виготовлення виливків з розплавленого металу в металевих формах-кокілях.
Формування виливка відбувається при інтенсивному відводі теплоти від розплавленого металу, від твердіючої і виливка, що охолоджується, до масивного металевого кокілю, що забезпечує більше високі щільність металу й механічні властивості, чим у виливків, отриманих у піщаних формах.
Робочу поверхню кокілю з вертикальною площиною рознімання, що складає з піддона 1, двох симетричних напівформ 2 і 3 і металевий стрижні 4, попередньо нагріву до 150…180ºC покривають із пульверизатора 5 кулею вогнетривкого покриття товщиною 0,3... 0,8мм. Покриття охороняє робочу поверхню кокілю від різкого нагрівання й схоплювання з виливком.
Покриття готують із вогнетривких матеріалів (тальк, крейда, графити), що зв’язує матеріал (рідке скло) і води.
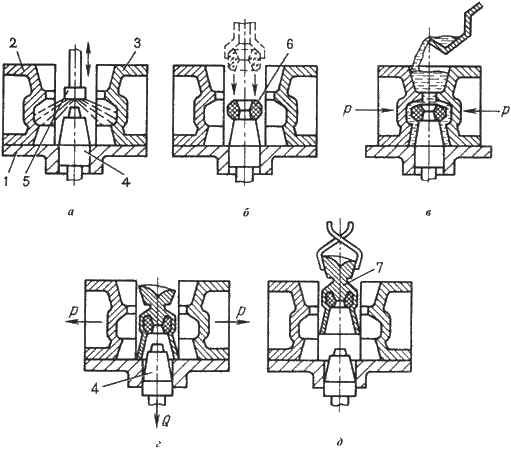
Технологічні операції виготовлення виливка в кокіль
Потім за допомогою маніпулятора встановлюють піщаний стрижень 6, за допомогою якого у виливку виконується порожнина.
Половинки кокілю з'єднують і заливають розплав. Після затвердіння виливка 7 і охолодження її до температури вибивки кокіль розкривають і простягають долілиць металевий стрижень 4. Виливок 7 віддаляється маніпулятором з кокілю.
Виливка простої конфігурації виготовляють у нероз'ємних кокілях, нескладні виливки з невеликими виступами й западинами на зовнішній поверхні - у кокілях з вертикальним розніманням. Великі, прості по конфігурації виливка одержують у кокілях з горизонтальним розніманням. При виготовленні складних виливків застосовують кокілі з комбінованим розніманням.
Розплавлений метав у форму підводять зверху, знизу (сифоном), збоку. Для видалення повітря й газів по площині рознімання прорізають вентиляційні канали.
Всі операції технологічного процесу лиття в кокіль механізовані й автоматизовані. Використовують однопозиційні й бакаюваті автоматичні кокільні машини.
Лиття в кокіль застосовують у масовому й серійному виробництвах для виготовлення виливків із чавуну, сталі й сплавів кольорових металів з товщиною стінки 3...100 мм, масою від декількох грамів до декількох сотень кілограмів.
Лиття в кокіль дозволяє скоротити або уникнути витрати формувальних і стрижневих сумішей, трудомістких операцій формування й вибивки форм, підвищити точність розмірів і знизити шорсткість поверхні, поліпшити механічні властивості.
Недоліки кокільного лиття: висока трудомісткість виготовлення кокілів, їхня обмежена стійкість, труднощі виготовлення складних по конфігурації виливків.
Виготовлення виливків відцентровим литтям
При відцентровому литті сплав заливається в обертові форми. Формування виливка здійснюється під дією відцентрових сил, що забезпечує високу щільність і механічні властивості виливків.
Відцентровим литтям виготовляють виливка в металевих, піщаних, оболонкових формах і формах для лиття по виплавлюваних моделях на відцентрових машинах з горизонтальною й вертикальною віссю обертання.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
