
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Глибина шару й концентрація в ньому вуглецю й азоту залежать від температури процесу і його тривалості.
Ціанований шар має високу твердість 58...62 HRC і добре пручається зношування. Підвищуються утомна міцність і корозійна стійкість.
Тривалості процесу 0,5...2 години.
Високотемпературне ціанування – проводиться при температурі 800…950oЗ, супроводжується переважним насиченням стали вуглецем до 0,6...1,2%,(рідинна цементація). Зміст азоту в ціанованому шарі 0,2...0,6%,товщина шару 0,15...2 мм. Після ціанування вироби піддаються загартуванню й низькій відпустці. Остаточна структура ціанованого шару складається з тонкого шару карбонітридів Fe2(C, N), а потім азотистий мартенсит.
У порівнянні із цементацією високотемпературне ціанування відбувається з більшою швидкістю, приводить до меншої деформації деталей, забезпечує більшу твердість і опір зношування.
Низькотемпературне ціанування – проводиться при температурі 540…600oС, супроводжується переважним насиченням стали азотом
Проводиться для інструментів зі швидкорізальних, високо хромистих сталей, є остаточною обробкою.
Основним недоліком ціанування є отруйність ціаністих солей.
Нітроцементація – газове ціанування, здійснюється в газових сумішах із цементуючого газу й дисоційованого аміаку.
Сполука газу температура процесу визначають співвідношення вуглецю й азоту в ціанованому шарі. Глибина шару залежить від температури й тривалості витримки.
Високотемпературна нітроцементація проводиться при температурі 830…950oС, для машинобудівних деталей з вуглецевих і мало легованих сталей при підвищеному змісті аміаку. Завершальною термічною обробкою є загартування з низькою відпусткою. Твердість досягає 56...62 HRC
На ВАЗі 95 % деталей піддаються нітроцементації.
Низькотемпературної нітроцементації піддають інструмент зі швидкорізальної сталі після термічної обробки (загартування й відпустки). Процес проводять при температурі 530…570oС, протягом 1,5...3 годин. Утвориться поверхневий шар товщиною 0,02...0,004мм із твердістю 900…1200HV...
Нітроцементація характеризується безпекою в роботі, низькою вартістю.
Дифузійна металізація
Дифузійна металізація – термічна, хіміко-термічна обробка, при якій поверхня сталевих виробів насичується різними елементами: алюмінієм, хромом, кремнієм, бором і ін.
При насиченні хромом процес називають хромуванням, алюмінієм – алітуванням, кремнієм – силіціювання, бором – борирування.
Дифузійну металізацію можна проводити у твердих, рідких і газоподібних середовищах.
При твердої дифузійної металізації металізатором є феросплав з додаванням хлористого амонію (NH4Cl). У результаті реакції металізатора з HCl або CL2 утвориться сполука хлору з металом (AlCl3, CrCl2, SiCl4), які при контакті з поверхнею дисоціюючого з утворенням вільних атомів.
Рідка дифузійна металізація проводиться зануренням деталі в розплавлений метал (наприклад, алюміній).
Газова дифузійна металізація проводиться в газових середовищах, що є хлоридами різних металів.
Дифузія металів протікає дуже повільно, тому що утворяться розчини заміщення, тому при однакових температурах дифузійні шари в десятки й сотні разів тонше, ніж при цементації.
Дифузійна металізація – процес дорогий, здійснюється при високих температурах (1000…1200oС) протягом тривалого часу.
Одним з основних властивостей металізованих поверхонь є жаростійкість, тому жаростійкі деталі для робочих температур 1000…1200oС виготовляють із простих вуглецевих сталей з наступним алітуванням, хромуванням або силицированием.
Винятково високою твердістю (2000 HV) і високим опором зношування через утворення боридов заліза (FeB, FeB2) характеризуються борируванням шари, але ці шари дуже тендітні.
Лекція
Методи зміцнення металу.
Термомеханічна обробка сталі
Одним з технологічних процесів зміцнення обробки є термомеханічна обробка (ТМО).
Термомеханічна обробка ставиться до комбінованих способів зміни будови й властивостей матеріалів.
При термомеханічній обробці сполучаються пластична деформація й термічна обробка (загартування попередньо деформованої стали в аустенітному стані).
Перевагою термомеханічної обробки є те, що при істотному збільшенні міцності характеристики пластичності знижуються незначно, а ударна в'язкість вище в 1,5...2 рази в порівнянні з ударною в'язкістю для тієї ж сталі після загартування з низькою відпусткою.
Залежно від температури, при якій проводять деформацію, розрізняють високотемпературну термомеханічну обробку (ВТМО) і низькотемпературну термомеханічну обробку (НТМО).
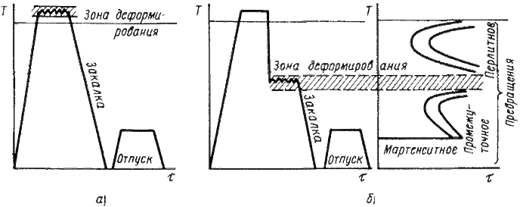
Сутність високотемпературної термомеханічної обробки полягає в нагріванні стали до температури аустенітного стану (вище А3). При цій температурі здійснюють деформацію сталі, що веде до наклепу аустеніту. Сталь із таким станом аустеніту піддають загартуванню (мал.).
Високотемпературна термомеханічна обробка практично усуває розвиток відпускної крихкості в небезпечному інтервалі температур, послабляє необоротну відпускну крихкість і різко підвищує ударну в'язкість при кімнатній температурі. Знижується температурний поріг хладоломкості. Високотемпературна термомеханічна обробка підвищує опір тендітному руйнуванню, зменшує чутливість до тріщеноутворення при термічній обробці.
Високотемпературну термомеханічну обробку ефективно використовувати для вуглецевих, легованих, конструкційних, пружинних і інструментальних сталей.
Наступна відпустка при температурі 100…200oС проводиться для збереження високих значень міцності.
Низькотемпературна термомеханічна обробка (аусформинг).
Сталь нагрівають до аустенітного стану. Потім витримують при високій температурі, роблять охолодження до температури, вище температури початку мартенситного перетворення (400…600oС), але нижче температури рекристалізації, і при цій температурі здійснюють обробку тиском і загартування. Низькотемпературна термомеханічна обробка, хоча й дає більше високе зміцнення, але не знижує схильності сталі до відпускної крихкості. Крім того, вона вимагає високих ступенів деформації (75...95 %), тому потрібне потужне встаткування.
Низькотемпературну термомеханічну обробку застосовують до средньовуглецьових легованих сталей, що гартується на мартенсит, які мають вторинну стабільність аустеніту.
Підвищення міцності при термомеханічній обробці пояснюють тим, що в результаті деформації аустеніту відбувається дроблення його зерен (блоків). Розміри блоків зменшуються у два - чотири рази в порівнянні зі звичайним загартуванням. Також збільшується щільність дислокацій. При наступному загартуванні такого аустеніту утворяться більше дрібні пластинки мартенситу, знижуються напруги.
Таблиця. Механічні властивості сталей після ТМО
|
|
|
| |
НТМО | 2400…2900 | 2000…2400 | 5...8…8 | 15...30…30 |
ВТМО | 2100…2700 | 1900…2200 | 7...9…9 | 25...40…40 |
ТЕ | 1400 | 1100 | 2 | 3 |
(сталь 40 після звичайного загартування) |
Термомеханічну обробку застосовують і для інших сплавів.
Поверхневе зміцнення сталевих деталей
Конструкційна міцність часто залежить від стану матеріалу в поверхневих шарах деталі. Одним зі способів поверхневого зміцнення сталевих деталей є поверхневе загартування.
У результаті поверхневого загартування збільшується твердість поверхневих шарів виробу з одночасним підвищенням опору стиранню й границі витривалості.
Загальним для всіх видів поверхневого загартування є нагрівши поверхневого шару деталі до температури загартування з наступним швидким охолодженням. Ці способи різняться методами нагрівання деталей. Товщина загартованого шару при поверхневому загартуванні визначається глибиною нагрівання.
Найбільше поширення мають електротермічна загартування з нагріванням виробів струмами високої частоти (ТВЧ) і газополум’яна загартування з нагріванням газово-кисневим або киснево-гасовим полум'ям.
Загартування струмами високої частоти.
Метод розроблений радянським ученим
Заснований на тім, що якщо в змінне магнітне поле, створюване провідником-індуктором, помістити металеву деталь, то в ній будуть індукціюватися вихрові струми, що викликають нагрівання металу. Чим більше частота струму, тим тонше виходить загартований шар.
Звичайно використовуються машинні генератори із частотою 50…15000Гц і лампові генератори із частотою більше 106 Гц. Глибина загартованого шару - до 2 мм.
Індуктори виготовляються з мідних трубок, усередині яких циркулює вода, завдяки чому вони не нагріваються. Форма індуктора відповідає зовнішній формі виробу, при цьому необхідно сталість зазору між індуктором і поверхнею виробу.
Схема технологічного процесу загартування ТВЧ представлена на мал.
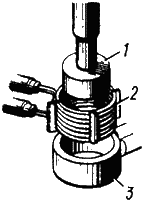
Схема технологічного процесу загартування ТВЧ
Після нагрівання протягом 3...5 з індуктора 2 деталь 1 швидко переміщається в спеціальний охолодний пристрій - спрейер 3, через отвори якого на нагріту поверхню розприскується гартівна рідина.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
