
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Зварювання застосовується для з'єднання в стик деталей типу стрижнів, товстостінних труб, рейок і т. п.
Точкове зварювання – спосіб виготовлення листових або стрижневих конструкцій, що дозволяє одержати міцні з'єднання в окремих крапках.
Заготівлі, що зварюються, 1, зібрані в напуск, затискають між нерухливим 2 і рухливим 3 електродами, приєднаними до обмотки трансформатора 4.
Електроди зсередини прохолоджуються водою, нагрівши локалізується на ділянках зіткнення деталей між електродами. Одержують лінзу розплаву необхідного розміру, струм виключають, розплав твердіє, утвориться зварена крапка. Електроди стискають деталі, пластично деформуючи їх.
зварене з'єднання, Що Утвориться, має велику міцність і його можна застосовувати для виготовлення несучих конструкцій. Цей спосіб широко застосовують в авто - і вагонобудуванні, будівництві, а також при складанні електричних схем.
Шовне зварювання – спосіб з'єднання деталей швом, що складається з окремих зварених крапок.
Заготівлі, що зварюються, 1 поміщають між двома роликами-електродами, один з електродів 2 може мати обертовий рух, а інший 3 - обертовий рух і переміщення у вертикальному напрямку. Електроди підключаються до вторинної обмотки трансформатора 4. Електроди-ролики затискають і пересувають деталь.
Шовне зварювання забезпечує одержання міцних і герметичних з'єднань їхнього листового матеріалу товщиною до 5 мм.
Дифузійне зварювання
Дифузійне зварювання – спосіб зварювання тиском у вакуумі додатком сил, що здавлюють, при підвищеній температурі.
Деталі, що зварюються, ретельно зачищають, стискають, нагрівають у вакуумі спеціальним джерелом тепла до температури рекристалізації (0,4 Тпл), і довгостроково витримують. У початковій стадії процесу створюються умови для утворення металевих зв'язків між з'єднуються поверхнями, щоМ. Низький тиск сприяє видаленню поверхневих плівок, а висока температура й тиск приводять до зменшення нерівностей поверхонь і зближенню їх до потрібної відстані. Потім протікають процеси дифузії в металі, утворяться проміжні шари, що збільшують міцність з'єднання. З'єднання одержують при невеликій пластичній деформації. Зміна розмірів мало.
Зварювання може здійснюватися в середовищі інертних і захисних газів: гелій, аргон, водень.
Спосіб застосовується для з'єднання металів, металів і напівпровідників, а також інших неметалічних матеріалів.
Дифузійне зварювання широко застосовується в космічній техніці, в електротехнічній, радіотехнічній і іншій галузях промисловості.
Зварювання тертям
Зварювання тертям – спосіб зварювання тиском при впливі теплоти, що виникає при терті поверхонь, що зварюються.
Заготівлі, що зварюються, установлюють совісно в затискачах машини, один із яких нерухливий, а іншої може робити обертальне й поступальне рухи. Заготівлі стискуються осьовим зусиллям, і включається механізм обертання. При досягненні температури 980…13000С обертання заготівель припиняють при продовженні стиску.
Іноді зварювання тертям роблять через проміжний обертатися елемент, що, або заміняють обертовий рух вібрацією.
Зварюванням тертям можна зварювати заготівлі діаметром 0,75...140 мм.
Переваги способу: простота, висока продуктивність, мала енергоємність, стабільність якості з'єднання, можливість зварювання заготівель із різнорідних матеріалів.
Здійснюється зварювання на спеціальних машинах.
Зварювання вибухом
Більшість технологічних схем зварювання вибухом засновано на використанні спрямованого вибуху.
Поверхні заготівель, що з'єднуються, одна із яких нерухлива й служити підставою, розташовують під кутом друг до друга на певній відстані. На другові заготівлю укладають вибухова речовина й установлюють детонатор. Зварювання здійснюють на твердій опорі. При зіткненні двох деталей під дією ударної хвилі, що рухаються з великою швидкістю, між ними утвориться кумулятивний струмінь, що руйнує й несе оксидні поверхневі плівки й інші забруднення. Поверхні зближаються до відстані дії міжатомних сил, і відбувається схоплювання по всій площі з'єднання. Тривалість зварювання кілька мікросекунд.
Міцність з'єднань, виконаних зварюванням вибухом, вище міцності матеріалів, що з'єднуються.
Зварювання вибухом використовують при виготовленні заготівель для прокату біметалу, плакуванню поверхонь конструкційних сталей металами й сплавами зі спеціальними властивостями, при зварюванні заготівель із різнорідних матеріалів. Доцільне сполучення зварювання вибухом зі штампуванням і малодоходним.
Тип звареного з'єднання
Основними перевагами зварених з'єднань є: економія металу; зниження трудомісткості виготовлення корпусних деталей; можливість виготовлення конструкцій складної форми з окремих деталей, отриманих малодоходним, прокаткою, штампуванням.
Звареним конструкціям властиві й деякі недоліки: поява залишкових напруг; жолоблення в процесі зварювання; погане сприйняття знакозмінних напруг, особливо вібрацій; складність і трудомісткість контролю.
Тип звареного з'єднання визначають взаємним розташуванням елементів, що зварюються, і формою підготовки (оброблення) їхніх крайок під зварювання.
У залежності розташування деталей, що з'єднуються, розрізняють чотири основних типи зварених з'єднань: стикові, напускові, кутові й таврові.
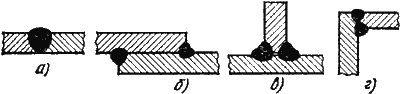
Основні типи зварених з'єднань
а - стикове; б - напускове; в - таврове; г - кутове
Крайки обробляють із метою повного провару заготівель по перетині, що є однією з розумів рівноміцності звареного з'єднання з основним металом.
По характері виконання зварені шви можуть бути однобічні й двосторонні.
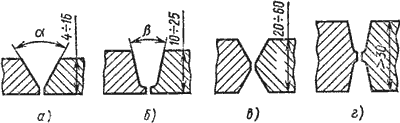
Форми підготовки крайок під зварювання:
а - V-Образна; б - U - образна; в - X-Образна; г - двостороння Х - Образна
Спеціальні термічні процеси у зварювальному виробництві
Наплавлення – процес нанесення кулі металу або сплаву на поверхню виробу.
Наплавлення дозволяє одержувати деталі з поверхнею, що відрізняється від основного металу, наприклад жаростійкістю й жароміцністю, високою зносостійкістю при нормальних і підвищених температурах, корозійною стійкістю й т. п. Наплавлення може вироблятися як при виготовленні нових деталей, так і в ремонтно-відбудовчих роботах, істотно подовжуючи рядків експлуатації деталей і вузлів, забезпечуючи цим високий економічний ефект.
Існують різноманітні способи наплавлення.
1. Ручна дугова електродами зі стрижнями й покриттями спеціальних составів.
2. Автоматичне наплавлення під флюсом. Електроди можуть бути суцільного перетину й порошкові. Состав флюсу, метав електрода й состав наповнювача визначають властивості наплавленого кулі.
3. Наплавлення що плавляться й не плавляться електродами в середовищі захисних газів. Властивості наплавленого кулі залежати від матеріалу присадки або електрода.
4. Плазмове наплавлення. Дуга може бути як прямого, так і непрямої дії. Можна плазмовою струменем оплавляти куля легованого порошку, попередньо нанесень на поверхню деталі.
5. Електрошлакова, електронно-променеве, лазерне наплавлення, а також наплавлення газокисневим полум'ям.
Істотним показником ефективності того або іншого способу наплавлення є ступінь перемішування при наплавленні основного металу й присадочного: чим вона менше, тім ближче будуть властивості наплавленого кулі до заданого.
Напилювання
При напилюванні розплавлені по всім обсязі або по поверхні частки матеріалу майбутнього покриття направляються на поверхню нагрітої заготівлі. При зіткненні з поверхнею частка деформується, забезпечуючи гарний фізичний контакт із деталлю. Характер взаємодії частки з матеріалом підложки, наступна кристалізація часток визначає якість адгезії покриття з підложкою. Наступні шари формуються вже за рахунок зв'язків часток один з одним, мають лускату будову й істотно неоднорідні.
У міру підвищення вартості об'ємного легування й прагнення одержати необхідні експлуатаційні властивості більше економічним способом (легуванням поверхні) напилювання стає вусі більше кращим.
Для напилювання використовують джерела тепла: газове полум'я, плазму, іонне нагрівання, нагрівши в печах, лазер і ін.
Найбільше поширення одержали процеси газополум’яного й плазмового напилювання. Матеріал для напилювання подається в полум'я пальника або плазмову дугу у вигляді дроту або порошку, де відбувається нагрівши й розпилення часток, які тепловим потоком джерела нагрівання розганяють і попадають на поверхню напилюємої деталі. Інший спосіб формування покриттів при нагріванні в печах. У цьому випадку нагріта деталь контактує з матеріалом покриття, що перебуває у вигляді порошку або газової фази. Одержуване таким методом покриття має високу адгезію до поверхні деталі за рахунок активних дифузійних процесів, що відбуваються в період тривалої витримки в печі при високій температурі.
Всі більше поширення одержують іоно-плазмові методи напилювання зносостійких і декоративних покриттів.
Пайка
Пайка – процес одержання нероз'ємного з'єднання заготівель без їхнього розплавлювання шляхом змочування поверхонь рідким припоєм з наступною його кристалізацією. Розплавлений припій затікає в спеціально створювані зазорі між деталями й дифундує в метав цих деталей. Протікає процес взаємного розчинення металу деталей і приспіваю, у результаті чого утвориться сплав, більше міцний, чим припій.
Утворення з'єднання без розплавлювання основного металу забезпечує можливість розпаю з'єднання.
Якість паяних з'єднань (міцність, герметичність, надійність і ін.) залежати від правильного вибору основного металу, приспіваю, флюсу, способу нагрівання, типу з'єднання.
Припій винний добрі розчиняти основний метав, мати змочувальну здатність, бути дешевіємо і недефіцитним. Припої являють собою сплави кольорових металів складного состава. По температурі плавлення припої підрозділяють на особливо легкоплавкі (температура плавлення нижче 145 0С), легкоплавкі (145…4500С), середньоплавкі (450…11000С) і тугоплавкі (вище 1050 0С). До особливо легкоплавких і легкоплавких припоїв ставляться олов'яно-свинцеві, на основі вісмуту, індію, олова, цинку, свинцю. До середнеплавкі і тугоплавких ставляться припої мідні, мідно-цинкові, мідно-нікелеві, із благородними металами (сріблом, золотом, платиною). Припої виготовляють у вигляді прутків, аркушів, дротів, смуг, спіралей, дисків, кілець, зерен, які укладають у місце з'єднання.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
