
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Заготівлею служить смуга або пруток, причому процес штампування може здійснюватися безпосередньо в смузі або прутку або зі штучних заготівель.
Як устаткування - використовують преси, однопозиційні й бакаюваті автомати.
Карбування – утворення рельєфних зображень на деформаційному матеріалі.
Карбування здійснюється в закритих штампах на карбувальних фрикційних і гідравлічних пресах.
При холодному штампуванні коефіцієнт використання матеріалу досягає 95 %. При холодному деформуванні формується сприятлива орієнтована волокниста структура металу, що надає деталям високу міцність при динамічних навантаженнях. Це дозволяє одержувати конструкції з меншими розмірами й металоємністю, чим у конструкцій, отриманих обробкою різанням, не знижуючи при цьому їхню надійність. Алі для холодного об'ємного штампування потрібно дорогий спеціальний інструмент, що робить доцільним її застосування тільки в масовому й багатосерійному виробництвах.
Листове штампування
Листове штампування – один з видів холодної обробки тиском, при якому аркушевий матеріал деформується в холодному або підігрітому стані.
Листовим штампуванням виготовляються різноманітні плоскі й просторові деталі - від дрібних, масою від часток грама й розмірами в частки міліметра (секундна стрілка часів), до середніх (металевий посуд, кришки, кронштейни) і великих (лицювальні деталі автомобілів).
Товщина заготівлі при листовому штампуванні звичайно не більше 10 мм, але іноді може перевищувати 20 мм, у цьому випадку штампування здійснюється з попереднім підігрівом до кувальних температур.
При листовому штампуванні використовують: низьковуглецеві сталі, пластичні леговані сталі, кольорові метали й сплави на їхній основі, дорогоцінні метали, а також неметалічні матеріали: органічне скло, фетр, целулоїд, текстоліт, повсть і ін.
Листове штампування широко застосовують у різних галузях промисловості, особливо, автомобілебудуванні, ракетобудуванні, літакобудуванні, приладобудуванні, електротехнічній промисловості.
Основні переваги листового штампування:
- можливість виготовлення міцних легенів і твердих тонкостінних деталей простій і складна форма, одержати які іншими способами неможливо або важко; високі точність розмірів і якість поверхні, що дозволяють до мінімуму скоротити механічну обробку; порівняльна простота механізації й автоматизації процесів штампування, що забезпечує високу продуктивність (30 000...40 000 деталей у зміну з однієї машини); гарна пристосовність до масштабів виробництва, при якій листове штампування може бути економічно вигідна й у масовому, і в дрібносерійному виробництвах.
Холодне листове штампування полягає у виконанні в певній послідовності розділових і формозмінних операцій, за допомогою яких вихідним заготівлям надають форму й розміри деталі.
Операцією листового штампування називається процес пластичної деформації, що забезпечує характерну зміну форми певної ділянки заготівлі.
Розрізняють розділові операції, у яких етап пластичного деформування обов'язково завершується руйнуванням, і формотворні операції, у яких заготівля не винна руйнуватися в процесі деформування. При проектуванні технологічного процесу виготовлення деталей листовим штампуванням основним завданням є вибір найбільш раціональних операцій і послідовності їхнього застосування, що дозволяють одержати деталі із заданими експлуатаційними властивостями при мінімальній собівартості й гарних умовах праці.
Всі операції виконуються за допомогою спеціальних інструментів - штампів, які мають різні конструкції залежно від призначення. Штампи складаються з робочих елементів - матриці й пуансона, і допоміжних частин - притисків, напрямних, обмежників і т. д. Пуансон вдавлюється в деформований метал або охоплюється їм, а матриця охоплює форму, що змінює, заготівлю й пуансон.
Операції листового штампування
Розділові операції призначені або для одержання заготівлі з аркуша або стрічки, або для відділення однієї частини заготівлі від іншої. Операції можуть виконуватися по замкнутому або по незамкнутому контурі.
Відділення однієї частини заготівлі від іншої здійснюється відносним зсувом цих частин у напрямку, перпендикулярному до площини заготівлі. Це зсув спочатку характеризується пластичним деформуванням, а завершується руйнуванням.
Відрізка – відділення частини заготівлі по незамкнутому контурі на спеціальних машинах – ножицях або в штампах.
Звичайно її застосовують як заготівельну операцію для поділу аркушів на смуги й заготівлі потрібних розмірів.
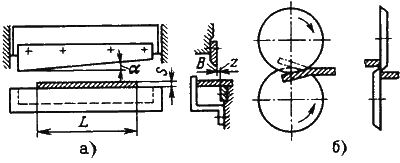
Схеми дії ножиців: а - гільйотинних; б - дискових
Ножиці з поступальним рухом ріжучих крайок ножа можуть бути з паралельними ножами, для різання вузьких смуг, з одним похилим ножем – гільйотинними. Ріжучі крайки в гільйотинних ножицях нахилений один до одного під кутом 1...500 для зменшення зусилля різання. Аркуш подають до упору, що визначає ширину відрізається смуги, що В. Довжина відрізається смуги, Що М, L не винна перевищувати довжини ножів.
Ножиці з обертовим рухом ріжучих крайок – дискові. Довжина відрізається заготівлі, що, не обмежена інструментом. Обертання дискових ножів забезпечує не тільки поділ, але й подачу заготівлі під дією сил тертя. Ріжучі крайки ножів заходять одна за іншу, це забезпечує прямолінійність лінії відрізки. Для забезпечення захвата й подачі заготівлі діаметр ножів винний бути в 30...70 разів більше товщини заготівлі, збільшуючись зі зменшенням коефіцієнта тертя.
Вирубка й пробивання – відділення металу по замкнутому контурі в штампі.
При вирубці й пробиванні характер деформування заготівлі однаковий. Ці операції відрізняються тільки призначенням. Вирубкою оформляють зовнішній контур деталі, а пробиванням - внутрішній контур (виготовлення отворів).
Вирубку й пробивання здійснюють металевими пуансоном і матрицею. Пуансон вдавлює частина заготівлі в отвір матриці. Основним технологічним параметром операцій є радіальний зазор між пуансоном і матрицею. Зазор призначають залежно від товщини і механічних властивостей заготівлі, він приблизно становить. При вирубці розміри отвору матриці дорівнюють розмірам виробу, а розміри пуансона на менше них. При пробиванні розмір пуансона дорівнює розмірам отвору, а розміри матриці на більше них.
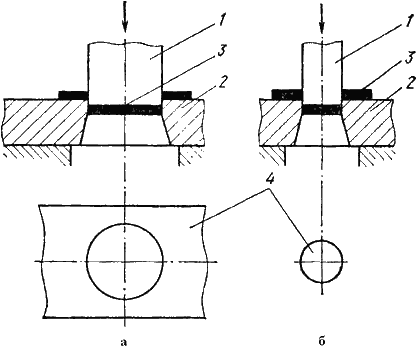
Схема процесів вирубки (а) і пробивання (б)
1 - пуансон, 2 - матриця, 3 - виріб, 4 - відхід
Зменшення зусилля різання досягається виконанням скосу на матриці при вирубці, на пуансоні - при пробиванні.
При штампуванні мало - і середньогабаритних деталей з однієї листової заготівлі вирубують кілька плоских заготівель для штампування. Між суміжними контурами заготівель, що вирубуються, залишають перемички шириною, приблизно рівній товщині заготівлі. В окремих випадках суміжні заготівлі вирубують без перемичок (економія металу при погіршенні якості зрізу й зниженні стійкості інструмента).
Розташування контурів суміжних заготівель, що вирубуються, на листовому матеріалі називається розкроєм. Частина заготівлі, що залишилася після вирубки - висічкою.
Висічка становить основний відхід при листовому штампуванні. Тип розкрою варто вибирати з умови зменшення відходу металу у висічку.
Листове штампування
Формотворні операції листового штампування
При формотворних операціях прагнуть одержати задану величину деформації, щоб заготівля придбала необхідну форму.
Основні формотворні операції: гнучка, витяжка, відбортовка, обтиск, роздача, рельєфне формування
Формотворні операції листового штампування
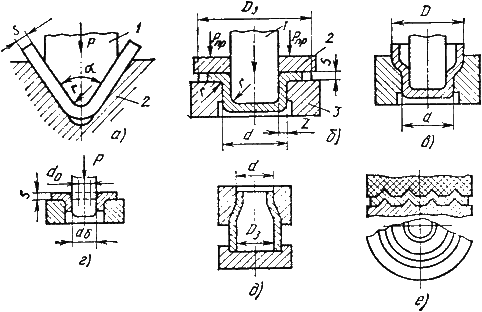
Гнучка – утворення кута між частинами заготівлі або додання заготівлі криволінійної форми.
При гнучкості пластично деформується тільки ділянка заготівлі в зоні контакту з пуансоном 1: зовнішні шари заготівлі розтягуються, а внутрішні – стискуються. Деформація розтягання зовнішніх шарів і стиску внутрішніх збільшується зі зменшенням радіуса округлення робітника торця пуансона, при цьому зростає ймовірність утворення тріщин. Тому мінімальний радіус пуансона обмежується завбільшки в межах 0,1...2,0 від товщини заготівлі, залежно від механічних властивостей матеріалу.
При знятті навантаження розтягнуті шари заготівлі пружно стискуються, а стислі - розтягуються, що приводить до зміни кута гнучкості, тобто до пружності деталі. Це варто враховувати або зменшенням кута інструмента на величину пружності, або застосуванням наприкінці робочого ходу додаткового зусилля.
Згин роблять у штампах, а також обертовими фігурними роликами, що грають роль матриці, на профілезгинаючих станках.
Витяжка – утворення порожнього виробу із плоскої або порожньої заготівлі.
Вирубану заготівлю діаметром ![]() і товщиною
і товщиною ![]() укладають на площину матриці 3. Пуансон 1 надавлює на заготівлю й вона, зміщаючись в отвір матриці, утворить стінки витягнутої деталі діаметром
укладають на площину матриці 3. Пуансон 1 надавлює на заготівлю й вона, зміщаючись в отвір матриці, утворить стінки витягнутої деталі діаметром ![]() .
.
Формозміна при витяжці оцінюють коефіцієнтом витяжки, що залежно від механічних характеристик металу й розумів витяжки не повинний перевищувати 2,1.
При ![]() , можлива втрата стійкості фланця й утворення складок при витяжці. Їх запобігають притиском 2 фланці заготівлі до матриці з певним зусиллям
, можлива втрата стійкості фланця й утворення складок при витяжці. Їх запобігають притиском 2 фланці заготівлі до матриці з певним зусиллям ![]() .
.
Високі деталі малого діаметра одержують за кілька операцій витяжки з поступовим зменшенням діаметра D напівфабрикату й збільшенням його висоти
Проміжний відпал для усунення наклепу дозволяє збільшити до 1,4...1,6.
Небезпека руйнування заготівель усувають застосуванням мастильних матеріалів для зменшення сил тертя між поверхнями заготівель і інструмента.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
