
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для одержання отворів більше високої точності й чистоти поверхні після свердління на тім же верстаті виконуються зенкування й розгортання.
Зенкерування – обробка попередньо отриманих отворів для додання їм більше правильної геометричної форми, підвищення точності й зниження шорсткості. Багатолезовий різальним інструментом - зенкером, що має більше тверду робочу частий, відсутній! число зубів не менш трьох.
Розгортання – остаточна обробка циліндричного або конічного отвору розгорненням з метою одержання високої точності й низкою шорсткості. Розгорнення - багатолезовий інструмент, що зрізує дуже тонкі шари з оброблюваної поверхні.
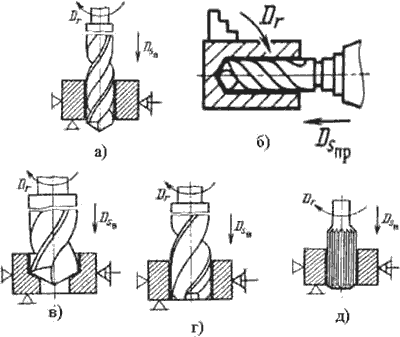
Схеми свердління, зенкування й розгортання
ЛЕКЦІЯ
Фрезерування
Фрезерування – високопродуктивний і розповсюджений метод обробки поверхонь заготівель: багатолезовим різальним інструментом – фрезою.
Головним рухом при фрезеруванні є обертання фрези, а допоміжним поступальне переміщення заготівлі. Рух подачі може бути й обертовий рух заготівлі навколо осі обертового стола або барабана (карусельно - фрезерні, і барабанно-фрезерні верстати). Кожний ріжучий зуб при обертанні фрези урізається в заготівлю й здійснює різання тільки в межах певного кута повороту фрези, а потім обертається в холосту до наступного врізання. Таким чином, особливістю процесу фрезерування є періодичність і переривчастість процесу різання кожним зубом фрези, при чому процес врізання зуба супроводжується ударами.
По виконанню фрези діляться на циліндричні, коли зуби розташовуються тільки на циліндричній поверхні фрези й торцеві, у яких ріжучі зуби розташовуються на торцевій і циліндричній поверхні фрези.
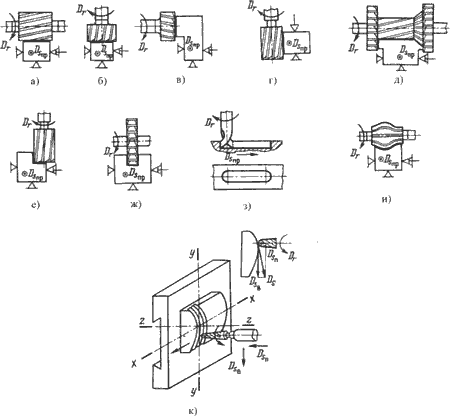
Схеми обробки заготівель на верстатах фрезерної групи.
Горизонтальні площини фрезерують на горизонтально-фрезерних верстатах циліндричними фрезами і на вертикально - фрезерних верстатах торцевими фрезами.
Вертикальні площини фрезерують на горизонтально-фрезерних верстатах торцевими фрезами і торцевих фрезерних головок, а на вертикально - фрезерних верстатах - кінцевими фрезами.
Комбіновані поверхні фрезерують набором фрез на горизонтально - фрезерних верстатах.
Поступися й прямокутні пази фрезерують кінцевими і дисковими фрезами.
Шпонкові пази фрезерують кінцевими або шпонковими фрезами на вертикально - фрезерних верстатах.
Фасонні поверхні незамкнутого контуру із криволінійної утворюючої й прямолінійної напрямної фрезерують фасонними фрезами відповідного профілю.
Просторово - складні поверхні обробляють на копіювально-фрезерних автоматах. Обробку роблять спеціальною кінцевою фрезою. Фрезерування ведуть по трьох координатах: x, y, z (об'ємне фрезерування).
Лекція
Протягання. Шліфування
Протягання є високопродуктивним методом обробки деталей різноманітних форм, що забезпечують високу точність форми й розмірів оброблюваної поверхні. Застосовується протягання в крупносерійному виробництві.
При протяганні використовується складний дорогий інструмент – протягання. За кожним формотворним зубом уздовж протягання виготовляється ряд зубів поступово, що збільшується висоти.
Процес різання при протяганні здійснюється на протяжних верстатах при поступальному головному русі інструмента щодо нерухливої заготівлі за один прохід.
Рух подачі відсутній. За величину подачі приймають підйом на зуб, тобто різниця розмірів по висоті двох сусідніх зубів протягання; є одночасно й глибиною різання.
Протяжні верстати призначені для обробки внутрішніх і зовнішніх поверхонь. По напрямку головного рухові розрізняють верстати: вертикальні й горизонтальні.
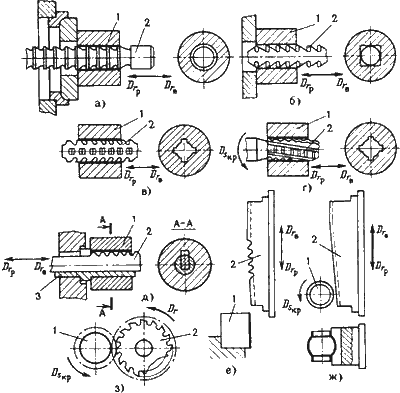
Схеми обробки заготівель на протяжних верстатах
Отвору різної геометричної форми простягають на протяжливих-горизонтально-протяжних верстатах для внутрішнього протягання. Розміри отворів, що простягаються, становлять 5...250 мм.
Циліндричні відчини простягають великими протяганнями після свердління, розточування або зенкування, а також литі або штамповані відчини. Довжина отворів не перевищує трьох діаметрів. Для установки заготівлі з неопрацьованим торцем застосовують пристосування зі сферичною опорною поверхнею (може з по осі інструмента), або упор у тверду поверхню.
Шпонкові й інші пази простягають протяганнями, форма зубів яких у поперечному перерізі відповідає профілю паза, що простягається, із застосуванням спеціального пристосування - напрямної втулки 3 .
Зовнішні поверхні різної геометричної форми простягають на вертикально-протяжних верстатах для зовнішнього протягання.
Шліфування
Шліфування – процес обробки заготівель різанням за допомогою інструментів (кіл), що складаються з абразивного матеріалу.
Абразивні зерна розташовані бездобре. При обертовому русі в зоні контакту із заготівлею частина зерен зрізує матеріал у вигляді дуже великої кількості тонких стружок (до 100000000 у хв.).
Процес різання кожним зерном здійснюється миттєво. Оброблена поверхня являє собою сукупність мікрослідів абразивних зерен і має малу шорсткість.
Шліфування застосовують для чистової й оздоблювальної обробки деталей з високою точністю.
Головним рухом при шліфуванні є обертання шліфувального кола, а переміщення кола щодо деталі є рухом подачі.
Розрізняють наступні основні схеми шліфування: плоске, кругле, внутрішнє.
При плоскому шліфуванні зворотно-поступальний рух заготівель необхідно для забезпечення поздовжньої подачі. Для обробки поверхні на всю ширину заготівля або коло повинні мати поперечну подачу, що здійснюється переривчасто при крайніх положеннях заготівлі наприкінці поздовжнього ходу. Періодично здійснюється рух вертикальної подачі, у крайніх положеннях заготівлі наприкінці поперечного ходу.
Плоске шліфування може здійснюватися периферією або торцем шліфувального кола.
При круглому шліфуванні рух поздовжньої подачі здійснюється зворотно-поступальним переміщенням заготівлі. Подача відповідає осьовому переміщенню заготівлі за один її оберт. Обертання заготівлі є рухом кругової подачі. Подача на глибину різання відбувається при крайніх положеннях заготівлі.
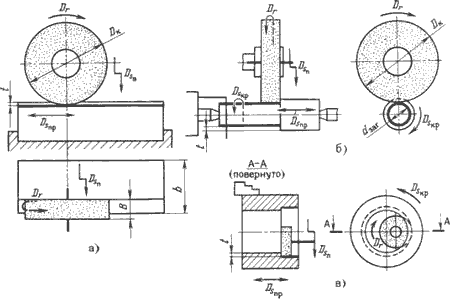
Основні схеми шліфування.
Для виконання процесу шліфування зовнішніх поверхонь деталей використовуються круглошліфувальні, плоскошліфувальні й безцентрово-шліфувальні верстати. Для обробки складних фасонних поверхонь використовуються спеціальні ленто - шліфувальні верстати.
У ленто-шліфувальних верстатах застосовується інструмент у вигляді нескінченної абразивної стрічки. Стрічка в процесі шліфування поверхні складної форми (наприклад: лопатки турбін) обгинає складну поверхню й переміщається в осьовому й поздовжньому напрямках.
Абразивний куля наносять на паперову або тихорєцьку основу стрічки.
Шліфуванням обробляються тільки тверді деталі, що не формуються в процесі обробки. Даний спосіб не допускає обробки малих отворів.
Технологічні методи оздоблювальної (фінішної) обробки
поверхонь деталей машин
Подальший розвиток машинобудування пов'язане зі збільшенням навантажень на деталі машин, збільшенням швидкостей рухові, зменшенням маси конструкції.
Виконати ці вимоги можна при досягненні особливих якостей поверхневих шарів деталей.
Вплив якості поверхневих шарів на експлуатаційні властивості величезний, змінюються:
- зносостійкість; корозійна стійкість; контактна твердість; міцність з'єднань і інші властивості.
Із цією метою широко застосовуються оздоблювальні методи обробки, для яких характерні малі сили різання, незначне тепловиділення, мала товщина зрізується шару, щоМ.
Хонінгування
Хонінгування застосовують для одержання поверхонь високої точності й малої шорсткості, а також для створення специфічного мікро-профілю обробленої поверхні у вигляді сітки (для втримання мастильного матеріалу на поверхні деталей).
Поверхня нерухливої заготівлі обробляється дрібнозернистими абразивними брусками, закріпленими в хонінгувальній головці (хоні). Бруски обертаються й одночасно переміщаються зворотньопоступово уздовж осі оброблюваного отвору. Співвідношення швидкостей рухів становить 1,5...10, і визначає умови різання.
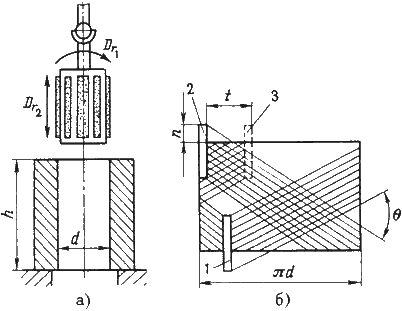
Схема хонінгування.
При сполученні рухів на оброблюваній поверхні з'являється сітка мікроскопічних гвинтових подряпин - слідів переміщення абразивних зерен. Кут /перетинання цих слідів залежить від співвідношення швидкостей.
Абразивні бруски завжди контактують із оброблюваною поверхнею, тому що можуть розсовуватися в радіальному напрямку. Тиск бруска контролюється.
Хонінгуванням виправляють погрішності форми від попередньої обробки, а чистове - для підвищення якості поверхні.
Цей процес здійснюється на спеціальних хонінгувальних установках.
Суперфінішування
Суперфінішування зменшує шорсткість поверхні, що залишилася від попередньої обробки. Одержують дуже гладку поверхню, сітчастий рельєф, сприятливі умови для взаємодії поверхонь.
Поверхні обробляють абразивними брусками, установленими в спеціальній головці. Для суперфінішування характерно коливальний рух брусків поряд з рухом заготівлі.
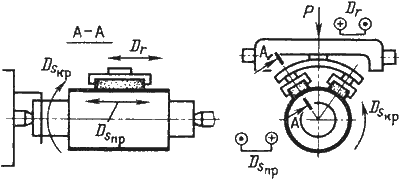
Схема суперфінішування
Процес різання відбувається при тиску брусків (0,5...3)105Па в присутності мастильного матеріалу малої в'язкості.
Амплітуда коливань 1,5...6мм. Частота коливань 400…1200мін -1. Бруски підпружинені й з по оброблюваній поверхні. Співвідношення швидкостей DSкр к/в качану обробки становить 2...4,а наприкінці - 8...16.
Полірування
Поліруванням зменшують шорсткість поверхні.
Цим способом одержують дзеркальний блиск на відповідальних частинах деталей (доріжки кочення підшипників) або на декоративних елементах (лицювальні частини автомобілів). Використовують полірувальні пасти або абразивні зерна, змішані з мастильним матеріалом. Ці матеріали наносять на швидко - обертові еластичні кола (фетрові)або на коливні щітки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
