
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
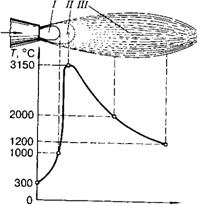
1. Види і склад ацетиленокисневого полум'я. Залежно від співвідношення кисню і ацетилену, які виходять з пальника, розрізняють три основних види ацетиленокисневого полум'я: нормальне, або відновне; з надлишком кисню, або окислювальне; з надлишком ацетилену, або навуглецьовувальне. При газовому зварюванні здебільшого застосовують нормальне полум'я, при якому на одну об'ємну частину ацетилену припадає на 10...20 % більше кисню.
Ацетиленокисневе полум'я складається з трьох зон: яскраво окресленого ядра (температура близько 1000 °С), зварювальної (температура 3050...3150 °С) і факела (температура близько 1200 °С
Розжарені частинки вуглецю надають цій зоні яскравого світіння. У другій зоні відбувається неповне згоряння вуглецю
Внаслідок утворення оксиду вуглецю і водню ця зона має відновлювальний характер. Найбільша температура полум'я у цій зоні знаходиться на відстані 2...4 мм від кінця ядра. Цією частиною полум'я і ведуть зварювання.
У третій зоні за рахунок кисню повітря згоряють оксид вуглецю і водень.
|
2. Способи газового зварювання. Розрізняють два основних способи газового зварювання: лівий і правий. При лівому способі полум'я пальника переміщується справа наліво і спрямоване на неварені кромки, а при правому - зліва направо і спрямоване вбік утвореного зварного шва. Лівий спосіб застосовують при зварюванні листів завтовшки до 5 мм і легкоплавких металів, для яких не потрібне зосередження великої кількості теплоти в місці зварювання. Правий спосіб забезпечує глибше проварювання, тому його застосовують при зварюванні металу завтовшки понад 5 мм.
Однак при виборі способу газового зварювання керуються не тільки товщиною зварюваного металу, а й положенням шва у просторі. Нижні шви залежно від товщини листів зварюють лівим або правим способом. Вертикальні шви незалежно від товщини з'єднуваних листів виконують тільки лівим способом, а стельові - тільки правим способом.
Як присадний метал при газовому зварюванні сталі використовують той самий дріт, що й при дуговому зварюванні.
3.Вибір режиму зварювання. Режим газового зварювання визначається вибраним діаметром присадного металу і потужністю газозварювального полум'я. Діаметр присадного дроту (до 6...8 мм) вибирають залежно від способу зварювання і товщини зварюваного металу за такими формулами:
![]() - для лівого способу;
- для лівого способу;
![]() для правого способу,
для правого способу,
де d - діаметр дроту, мм; δ – товщина металу, мм.
Потрібну потужність полум'я (витрату ацетилену) для зварювання вуглецевої сталі визначають залежно від товщини зварюваного металу за формулою, л/год,
Va=kδ
де k – коефіцієнт пропорційності, який для лівого способу зварювання становить 100...130, а для правого - 120...130; δ – товщина металу, мм.
За визначеною потужністю полум'я вибирають відповідний номер наконечника зварювального пальника.
4.Види зварних з'єднань і підготовка деталей до зварювання. При газовому зварюванні в основному застосовують стикові з'єднання, іноді кутові. З'єднання внапусток або таврові застосовують рідко через великі деформації, які створює газозварювальне полум'я. Залежно від товщини зварюваного металу стикові з'єднання виконують без скосу, з відбортовкою або без відбортовки кромок з одно - або двобічним скосом. Без скосу кромок і без зазору в стик зварюють метал завтовшки до 2 мм. Метал завтовшки 2...5 мм також зварюють без скосу кромок, проте між кромками залишають 1...2 мм. При більшій товщині роблять одно - або двобічний скіс кромок під кутом 60...90°. З'єднання з відбортовкою кромок, які застосовують для деталей завтовшки до 3 мм, зварюють без присадного металу.
Щоб у процесі зварювання встановлений між кромками зазор і положення деталей не змінювались, перед зварюванням кромки деталей з'єднують у кількох місцях короткими швами (прихватками). Довжину цих швів і відстань між ними вибирають залежно від товщини зварюваного металу і загальної довжини шва. При зварюванні тонких листів довжина коротких швів має бути не більшою ніж 5 мм, а відстань між ними - 300...500 мм.
Термітне зварювання
1.Суть процесу і різновиди термітного зварювання. Термітами називають порошкоподібні горючі суміші, які складаються з металів (алюмінію, магнію або силіцію) і оксидів металів (заліза, мангану, нікелю, міді тощо). Під час згоряння таких сумішей виділяється багато теплоти і розвивається висока температура. Найбільш поширеними є два види термітів - алюмінієвий і магнієвий.
2.Зварювання алюмінієвим термітом. Алюмінієвий терміт - це порошкоподібна механічна суміш металевого алюмінію (23 %) і залізної окалини (77 %). При нагріванні суміші до 1150... 1200 °С за допомогою спеціальних запальних сумішей або термітних сірників терміт загоряється. Реакція за кілька секунд поширюється на весь об'єм суміші і відбувається за рівнянням
3Fe304 + 8А1 = 9Fe + 4А1203.
З 1 кг терміту утворюється 550 г заліза та 450 г оксиду алюмінію і виділяється близько 3000 кДж теплоти. Температура реакції досягає 3000 °С.
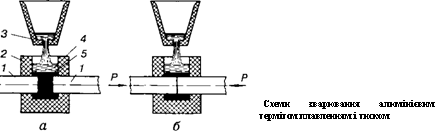
Зварювання алюмінієвим термітом виконують трьома способами: плавленням, тиском і комбінованим методом. Для зварювання плавленням на торці зварюваних виробів 1 встановлюють вогнетривку форму 2. Між торцями залишають зазор, який залежить від розміру перерізу зварюваних виробів. Потім з плавильного тигля З крізь отвір у днищі зазор заповнюють розплавленими продуктами реакції. Термітний шлак 4, маючи меншу густину, збирається у верхній частині форми, а розплавлене термітне залізо 5 заповнює зазор і нижню частину форми. Оскільки залізо дуже перегріте, воно оплавляє поверхню торців зварюваних виробів і після остигання утворює з ними одне ціле. Для підвищення механічних властивостей термітного заліза до термітної суміші добавляють деякі легуючі елементи - манган, силіцій, хром та ін. Термітне зварювання плавленням застосовують, ремонтуючи поламані литі вироби, приварюючи відламані зубці зубчастих коліс тощо.
У зварюванні тиском продукти термітної реакції використовують лише для розігрівання виробів до пластичного стану; для зварювання прикладають зусилля стискання.
Комбінований спосіб застосовують, наприклад, для зварювання рейок, переважно трамвайних. У цьому випадку головку рейки зварюють тиском, а решту - плавленням.
3. Зварювання магнієвим термітом. Магнієвий терміт - це порошкоподібна суміш металевого магнію і залізної окалини. Згоряння цієї суміші відбувається за реакцією
Ре304 + 4Mg = ЗБе + 4MgO.
Характерною особливістю зварювання магнієвим термітом є те, що внаслідок високої температури плавлення оксиду магнію (2800 °С), яка перевищує температуру реакції (2500 °С), оксид магнію виділяється не в рідкому, а в твердому стані.
Магнієвий терміт застосовують в основному для зварювання сталевих телеграфних і телефонних проводів повітряних ліній зв'язку. Для цього з термітної суміші, змоченої бакелітовим лаком, пресують циліндричні шашки 3 з осьовим каналом для проводів і з виїмкою на торці для вкладання запалу 5.
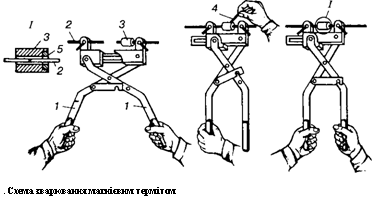 |
При запалюванні запалу термітним сірником 4 відбувається реакція, за якою з оксиду магнію створюється пориста спечена пухка маса, яка насичена розплавленим залізом і його оксидами. Спеціальними зварювальними кліщами 1 нагріті кінці проводів стискують осьовим зусиллям і на цьому закінчується їх зварювання. Муфель, який утворився після реакції, видаляють з проводів легкими ударами. Магнієвим термітом приварюють також контактні з'єднання до рейок при болтових рейкових стиках на електрифікованих або автоблокованих залізничних колія
ЛЕКЦІЯ
Зварювання тиском. Спеціальні термічні процеси у зварювальному виробництві. Пайка
Зварювання тиском
Сутність одержання нероз'ємного звареного з'єднання двох заготівель у твердому стані складається в зближенні ідеально чистих поверхонь, що з'єднуються, на відстані (…4)10–10см, при яких виникають міжатомні сили притягання.
Необхідною умовою одержання якісного з'єднання у твердому стані є гарне очищення й підготовка поверхонь і наявність зсувочних пластичних деформацій у зоні з'єднання в момент зварювання.
Контактне зварювання
Зварені з'єднання виходять у результаті нагрівання деталей минаючої через них струмом і наступної пластичної деформації зони з'єднання.
Зварювання здійснюється на машинах, що складаються із джерела струму, переривника струму й механізмів затиснення заготівель і тиску.
До деталей за допомогою електродів підводять струм невеликої напруги (3...8 В) і великої сили (до декількох десятків). Більша частина тепла виділяється в зоні контакту деталей.
По виду одержуваного з'єднання контактне зварювання підрозділяють на крапкову, шовну, стикову. Схеми контактного зварювання представлені на малий. 18.1.
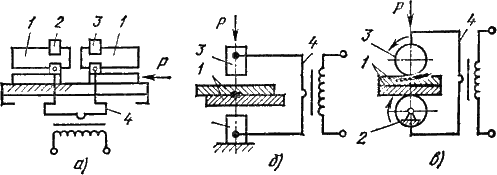
Схеми контактного зварювання:
а - стиковий; б - крапкової; в - шовної
Стикове контактне зварювання – спосіб з'єднання деталей по всій площині їхнього торкання.
Заготівлі, що зварюються, 1 щільно затискають у нерухливому 2 і рухливому 3 токопідводах, підключених до вторинної обмотки зварювального трансформатора 4. Для забезпечення щільного електричного контакту зварюються поверхні, що, приводять у зіткнення й стискають. Потім включається струм. Поверхня контакту заготівель розігрівається до необхідної температури, струм відключається, виробляється здавлювання заготівель - облогу.
Стикове зварювання з розігрівом стику до пластичного стану й наступним осіданням називають зварюванням опором, а при розігріві торців до оплавлення з наступним осіданням – зварюванням оплавленням. У результаті пластичної деформації й швидкої рекристалізації в зоні утворяться рекристалізовані зерна з матеріалу обох деталей.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
