
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Устаткування для гарячого об'ємного штампування
Устаткування для гарячого об'ємного штампування молоти штампувальні, гарячештамповочні кривошипні преси, кувальне-кувальна-горизонтально-кувальні машини. Процеси штампування на цих машинах мають свої особливості, обумовлені пристроєм і принципом їхньої дії.
Гаряче об'ємне штампування на молотах
Основним типом молотів є пароповітряні штампувальні молоти. Їхня конструкція трохи відрізняється від кувальних молотів. Стійка станини встановлюється безпосередньо на шаботі. Молоти мають посилені регульовані напрямні для рухові довбні. Маса шабота перевищує масу падаючих частин в 30...30 разів. Всі це забезпечує необхідну точність зіткнення штампів.
Маса падаючих частин становить 630...25000 кг.
Використовуються молоти бесшаботной конструкції. Шабот замінений рухливою нижньою довбнею, пов'язаної з верхньою довбнею механічним або гідравлічним зв'язком. Енергія удару поглинається механізмами молота. При зіткненні верхньої й нижньої довбень розвивається значна енергія, що дозволяє штампувати кування в однострумових штампах.
Особливостями ГОШ на молотах є ударний характер деформуючого впливу й можливість регулювання ходу рухливих частин і величини удару при одночасному кантуванні заготівлі, що дозволяє більш ефективно робити перерозподіл металу. На молотах можливе виконання всіх заготівельних переходів, у тому числі протягання й підкату. Верхня частина штампа заповнюється краще. Частини штампа при штампуванні на молоті повинні замикатися.
При закритому штампуванні на молотах застосовуються штампи з одним і двома замками. Штампи з одним замком використовуються частіше, тому що смороду простіше у виготовленні. Але смороду вимагають точного налагодження й гарного стану встаткування. Другий замок (більший конус) охороняє перший замок і спрощує налагодження штампа, але при цьому збільшуються його розміри й маса.
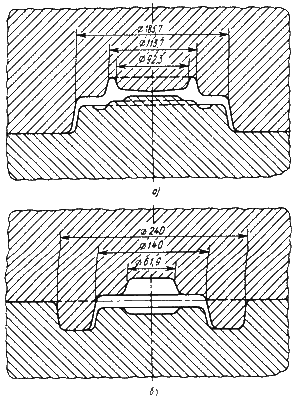
Конструкції закритих молотових штампів
Штампування виконується за кілька переходів в окремих струмках, осі яких розташовані одна над іншою. Кожний перехід здійснюється за один робітник хід повзуну. Здійснюються операції: висадження, прошивання, пробивання. За один перехід можна висадити виступаючий із затискної частини матриці кінець прутка тільки в тому випадку, якщо його довжина не перевищує трьох діаметрів. При більшій довжині можливий вигин заготівлі, тому попередньо необхідно зробити набір металу. Набір металу здійснюється в порожнині пуансона, який надають конічну форму.
Як вихідна заготівля використовують пруток круглого або квадратного перетину, трубний прокат. Штампують кування: стрижні зі стовщеннями й глухими отворами, кільця, трубчасті деталі з наскрізними й глухими отворами.
Тому що штамп складається із трьох частин, те напуски на кування й штампувальні ухили малі або відсутні.
До недоліків горизонтально-кувальних машин варто віднести їхню малу універсальність і високу вартість.
Штампування рідкого металу
Штампування рідкого металу є одним із прогресивних технологічних процесів, що дозволяють одержувати щільні заготівлі зі зменшеними пропусками на механічну обробку, з високими фізико-механічними й експлуатаційними властивостями.
Технологічний процес штампування рідкого металу поєднує в собі процеси лиття й гарячого об'ємного штампування.
Процес полягає в тім, що розплав, залитий у матрицю прес-форми, ущільнюють пуансоном, закріпленим на повзуну гідравлічного преса, до закінчення затвердіння.
Сполучення пуансона й матриці утворить закриту фасонну порожнину. Зовнішні контури заготівлі одержують рознімною формою, якщо деталь має зовнішні виступи, або нероз'ємною формою - при відсутності виступів. Внутрішні порожнини утворюються впровадженням пуансона в рідкий метал.
Після добування із прес-форми заготівлю піддають різним видам обробки або використовують без наступної обробки.
Під дією високого тиску й швидкого охолодження гази, розчинені в розплаві, залишаються у твердому розчині. Всі усадочні порожнечі заповнюються незатверділим розплавом, у результаті чого заготівлі виходять щільними, з дрібнокристалічною будовою, що дозволяє виготовляти деталі, що працюють під гідравлічним тиском.
Цим способом можна одержати складні заготівлі з різними фасонними припливами на зовнішній поверхні, що значно виходять за межі основних габаритних розмірів деталі. У заготівлях можуть бути отримані відчини, розташовані не тільки уздовж рухові пуансона, але й у перпендикулярному напрямку.
Можливо запресовувати в заготівлі металеву й неметалічну арматури.
Процес використовується для одержання фасонних заготівель із чистих металів і сплавів на основі магнію, алюмінію, міді, цинку, а також із чорних металів.
Холодне штампування
Холодне штампування виробляється в штампах без нагрівання заготівель і супроводжуються деформаційним зміцненням металу.
Холодне штампування є одним з найбільш прогресивних методів одержання високоякісних заготівель невеликих і точних зі сталі й кольорових металів. Вона забезпечує досить високу точність і малу шорсткість поверхні при малих відходах металу й низкою трудомісткості й собівартості виготовлення виробів. Можливість здійснення холодного штампування і якість заготівель визначаються якістю вихідного матеріалу. Велике значення має підготовка поверхні заготівель: видалення окалини, забруднень і поверхневих дефектів.
Процеси холодного штампування часто виконують за кілька технологічних переходів, поступово наближаючи форму й розміри заготівель до форми й розмірів готових виробів і здійснюючи проміжний відпал для зняття наклепу й відновлення пластичних властивостей металу. Залежно від характеру деформування й конструкції штампів холодне штампування ділять на об'ємну й листову.
Об'ємне холодне штампування
Холодне об'ємне штампування виконують на пресах або спеціальних холодноштампових автоматах. Основними її різновидами є: висадження, видавлювання, об'ємне формування, карбування.
Висадження – утворення на заготівлі місцевих стовщень необхідної форми в результаті обпади її кінця.
Схема висадження
Заготівлею звичайно служить холоднотягнутий матеріал у вигляді дроту або прутка із чорних або кольорових металів. Висадженням виготовляють стандартні й спеціальні кріпильні вироби, кулачки, вали-шестірні, деталі електронної апаратури, електричні контакти й т. д.
Розрахунок числа переходів виробляється в основному по співвідношенню довжини висаджується частини, що М, і діаметра заготівлі, що характеризує стійкість до поздовжнього вигину. При використовують один перехід, при - два переходи, при - три переходи. При великій кількості переходів відбувається зміцнення металу, тому потрібно відпал.
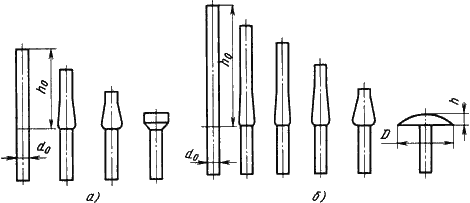
Послідовність переходів виготовлення деталі
Висадження здійснюється на пресах, горизонтально-кувальних машинах, автоматичних лініях, оснащених холодновисадженими прес-автоматами.
Видавлювання – формоутворення суцільних або порожніх виробів, завдяки пластичному плину металу із замкнутого обсягу через відчини відповідної форми.
Особливістю процесу є утворення у вогнищі деформації схеми тривісного нерівномірного стиску, що підвищує технологічну пластичність матеріалу.
Розрізняють пряме, зворотне, бічне й комбіноване видавлювання При прямому видавлюванні метал тече з матриці 2 у напрямку, що збігається з напрямком рухові пуансона 1 . Цим способом можна одержати деталі типу стержня зі стовщенням, трубки із фланцем, склянки із фланцем.
При зворотному видавлюванні метал тече в напрямку, протилежному напрямку рухові пуансона, у кільцевий зазор між пуансоном і матрицею для одержання порожніх деталей із дном або в порожній пуансон для одержання деталей типу стержня із фланцем.
При бічному видавлюванні метал тече в бічні відчини матриці під кутом до напрямку рухові пуансона. Таким чином, можна одержати деталі типу трійників, хрестовин і т. п. Для забезпечення видалення заготівель зі штампа матрицю виконують складається із двох половинок із площиною рознімання, що проходить через осьові лінії вихідної заготівлі й одержуваного відростка.
При комбінованому видавлюванні метал тече по декількох напрямках. Можливі сполучення різних схем.
Заготівлі для видавлювання відрізають від прутків або вирубують із аркуша. Розмір заготівель розраховують із урахуванням втрат на наступну обробку. Форма заготівлі і її розміри для порожніх деталей без фланця відповідають зовнішнім розмірам деталі; для деталей із фланцем - діаметру фланця; для деталей стрижневого типу - розмірам головки.
Видавлювання можна здійснювати й у гарячому стані.
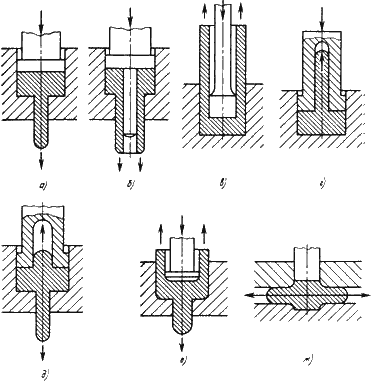
Схеми видавлювання:
а, б - прямого; в, г - зворотного; д, е - комбінованого; ж - бічного
Об'ємне формування – формоутворення виробів шляхом заповнення металом порожнини штампа.
Схеми об'ємного формування представлені на малий.15.4.
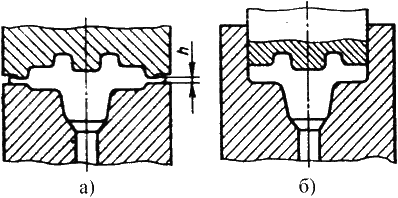
Схеми об'ємного формування: а - у відкритих штампах; б - у закритих штампах
Вона виробляється у відкритих штампах, де надлишки металу випливають у спеціальну порожнину для утворення облоя, і в закритих штампах, де облой не утворюється. Формування в закритих штампах застосовують рідше через більші складності й вартість одержання заготівель точного обсягу, необхідності використання могутнішого встаткування й меншої стійкості штампів. У закритих штампах одержують в основному деталі з кольорових металів.
Об'ємним формуванням виготовляють просторові деталі складних форм, суцільні й з отворами. Холодне об'ємне формування вимагає значних питомих зусиль внаслідок високого опору металу деформуванню в умовах холодної деформації й зміцнення металу в процесі деформації. Зміцнення супроводжується зниженням пластичності металу. Для полегшення процесу деформування оформлення деталі розчленовується на переходи, між якими заготівлю піддають рекристалізаційному відпалу. Кожний перехід здійснюють у спеціальному штампі, а між переходами обрізають облой для зменшення зусилля деформування й підвищення точності розмірів деталей.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
