
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При холодній деформації розупрочняючі процеси не відбуваються. Температура холодної деформації нижче температури качану повернення.
Холодна й гаряча деформації не пов'язані з деформацією з нагріванням або без нагрівання, а залежати тільки від протікання процесів зміцнення й розупрочнення. Тому, наприклад, деформація свинцю, олова, кадмію й деяких інших металів при кімнатній температурі є із цього погляду гарячою деформацією.
Схеми напруженого й деформованого станів
Схеми напруженого стану графічно відображають наявність і напрямок головних напруг у розглянутій крапці тіла.
Напруги в крапці зображуються як напруги на трьох нескінченно малих гранях куба, відповідно перпендикулярних головним осям.
Напружений стан у крапці може бути лінійним, плоским або об'ємним.
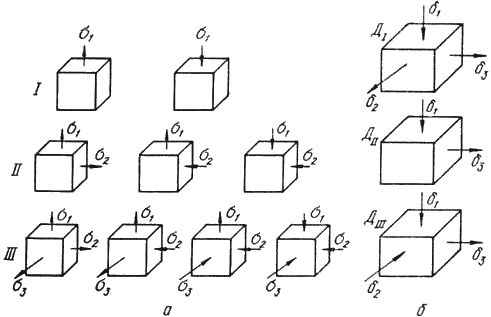
Схеми напруженого (а) і деформованого (б) станів:
I - лінійний напружений стан; II - плоске; III - об'ємне
Схеми з напругами одного знака називають однойменними, а з напругами різних знаків - різнойменними. Умовно, що розтягують напруги, уважають позитивними, зі стискаючі - негативними.
Схема напруженого стану впливає на пластичність металу. На значення головних напруг впливають сили тертя, що виникають у місці контакту заготівлі з інструментом, і форма інструмента. В умовах всебічного нерівномірного стиску при пресуванні, малоприбутковому, штампуванні стискаючі напруги перешкоджають порушенню міжкристалічних зв'язків, сприяють розвитку внутрікристалічних зрушень, що сприятливо позначається на процесах обробки металів тиском. У реальних процесах обробки тиском у більшості випадків зустрічаються схеми всебічного стиску й стану з одним що розтягує й двома стискаючими напругами.
Схема деформованого стану графічно відображає наявність і напрямок деформації по трьох взаємно перпендикулярних напрямках.
Можливі три схеми деформованого стану.
При схемі Д I зменшуються розміри тіла по висоті, за рахунок цього збільшуються дві інших розміри (облоги, прокатка).
При схемі Д II відбувається зменшення одного розміру, частіше висоти, інший розмір (довжина) збільшується, а третій (ширина) не змінюється. Наприклад, прокатка широкого аркуша, коли його ширина в процесі прокатки практично не змінюється. Це схема плоскої деформації.
Найбільш раціональної з погляду продуктивності процесу обробки тиском є схема Д III: розміри тіла зменшуються по двох напрямках, і збільшується третій розмір (пресування, волочіння).
Сукупність схем головних напруг і головних деформацій характеризують пластичність металу. Напружений стан при пресуванні металу характеризується такою ж схемою напруженого стану, як при малоприбутковому, а схема головних деформацій характеризується двома деформаціями стиску й однієї - розтягання. При малоприбутковому й штампуванні напруги, що розтягують, відіграють більшу роль, тому пластичність металу менше.
Технологічні властивості
При виборі металу або сплаву для виготовлення виробу різними способами обробки тиском ураховується здатність матеріалу до даного методу обробки.
Ковкість – властивість металу змінювати свою форму під дією ударів або тиску, не руйнуючись.
Ступінь ковкості залежить від багатьох параметрів. Найбільш істотним з їх є пластичність, що характеризує здатність матеріалу деформуватися без руйнування. Чим вище пластичність матеріалу, тім більший ступінь сумарного обтиснення він витримує.
В умовах обробки металів тиском на пластичність впливають багато факторів: состав і структура деформуємого металу, характер напруженого стану при деформації, нерівномірність деформації, швидкість деформації, температура деформації й ін. Змінюючи ті або інші фактори, можна змінювати пластичність.
Склад і структура металу. Пластичність перебуває в прямої залежності від хімічного складу матеріалу. З підвищенням змісту вуглецю в сталі пластичність падає. Великий вплив роблять елементи, що входять до складу сплаву як домішки. Олово, сурма, свинець, сірка не розчиняються в металі й, розташовуючись по границях зерен, послабляють зв'язку між ними. Температура плавлення цих елементів низька, при нагріванні під гарячу деформацію смороду плавляться, що приводити до втрати пластичності.
Пластичність залежить від структурного стану металу, особливо при гарячій деформації. Неоднорідність мікроструктури знижує пластичність. Однофазні сплави, за інших рівних розумів, завжди пластичніше, чим двофазні. Фази мають неоднакові механічні властивості, і деформація виходить нерівномірної. Дрібнозернисті метали пластичніше грубозернистих. Метав злитків менш пластичний, чим метав прокачаної або кутої заготівлі, тому що літа структура має різку неоднорідність зерен, включення й інші дефекти.
Характер напруженого стану. Тієї самий матеріал проявляє різну пластичність при зміні схеми напруженого стану. Ще в 1912 році німецька вчена Кишеня осаджувала зразки з мармуру й піщанику, поміщені в товстостінний циліндр, у який нагнітався гліцерин під тиском до 170 МН/м2. Деформація відбувалася при схемі всебічного стиску. У результаті залишкова деформація зразків склала 9 %, надалі вдалося досягти деформації в 78 %. Схема всебічного стиску є найбільш сприятливою для прояву пластичних властивостей, тому що при цьому утрудняється міжзернова деформація й вся деформація протікає за рахунок внутризернової. Поява в схемі напруг, що розтягують, знижує пластичність. Найнижча пластичність спостерігається при схемі всебічного розтягання.
Нерівномірність деформації. Чим більше нерівномірність деформації, тім нижче пластичність. Нерівномірність деформації викликає поява додаткових напруг. напруги, Що Розтягують, завжди знижують пластичність і сприяють тендітному руйнуванню. Крім того, нерівномірність напруженого стану знижує механічну міцність матеріалу, тому що напруги від зовнішнього навантаження підсумується із залишковими напругами, що розтягують, те руйнування наступає при меншому навантаженні.
Швидкість деформації. З підвищенням швидкості деформації в умовах гарячої деформації пластичність знижується. Наявна нерівномірність деформації викликає додаткові напруги, які знімаються тільки в тому випадку, якщо швидкість розупрочняючих процесів не менше швидкості деформації.
Вплив температури.
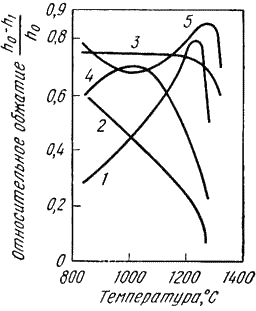
Вплив температури на пластичність сталей
Вплив температури неоднозначно. Маловуглецеві й средньовуглецеві сталі, з підвищенням температури, стають більше пластичними (1). Високолеговані сталі мають більшу пластичність у холодному стані (2). Для шарикопідшипникових сталей пластичність практично не залежить від температури (3) . Окремі сплави можуть мати інтервал підвищеної пластичності (4). Технічне залізо в інтервалі 800…10000С характеризується зниженням пластичних властивостей (5). При температурах, близьких до температури плавлення пластичність різко знижується через можливий перегрів і перевитрату.
ЛЕКЦІЯ
Прокат і його виробництво
Прокатка – це спосіб обробки пластичним деформуванням – найбільше розповсюджений. Прокатці піддають до 90 % всієї виплавлюваної сталі й більшу частину кольорових металів. Спосіб зародився в XVIII столітті й, перетерпівши значний розвиток, досяг високої досконалості.
Сутність процесу: заготівля обжимається (здавлюється), проходячи в зазор між обертовими валками, при цьому, вона зменшується у своєму поперечному перерізі й збільшується в довжину. Форма поперечного перерізу називається профілем.
Способи прокатки
Коли потрібна висока міцність і пластичність, застосовують заготівлі із сортового або спеціального прокату. У процесі прокатки литі заготівлі піддають багаторазовому обтисненню у валках прокатних станів, у результаті чого підвищується щільність матеріалу за рахунок заліковування ливарних дефектів, пористості, мікротріщин. Це придасть заготівлям із прокату високу міцність і герметичність при невеликій їхній товщині.
Існують три основних способи прокатки, що мають певну відмінність по характері виконання деформації: поздовжня, поперечна, поперечно - гвинтова.
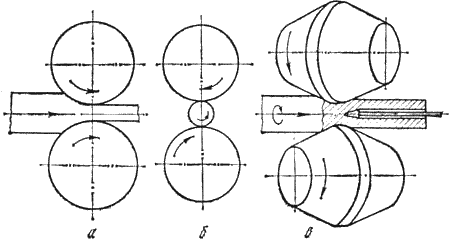
Схеми основних видів прокатки:
а - поздовжня; б - поперечна; в - поперечно - гвинтова
При поздовжній прокатці деформація здійснюється між обертовими в різні сторони валками. Заготівля втягується в зазор між валками за рахунок сил тертя. Цим способом виготовляється близько 90 % прокату: весь аркушевий і профільний прокат.
Поперечна прокатка. Осі прокатних валків і оброблюваного тіла паралельні або перетинаються під невеликим кутом. Обидва валки обертаються в одному напрямку, а заготівля круглого перетину - у протилежному.
У процесі поперечної прокатки оброблюване тіло втримується у валках за допомогою спеціального пристосування. Обтиснення заготівлі по діаметрі й додання їй необхідної форми перетину забезпечується профілюванням валків і зміною відстані між ними. Даним способом роблять спеціальні періодичні профілі, вироби тіла, що представляють, обертання - кулі, осі, шестірні.
Поперечно – гвинтова прокатка. Валки, що обертаються в одну сторону, установлені під кутом один одному. Метал, що прокочується, одержує ще і поступальний рух. У результаті додавання цих рухів кожна крапка заготівлі рухається по гвинтовій лінії. Застосовується для одержання пустотілих трубних заготівель.
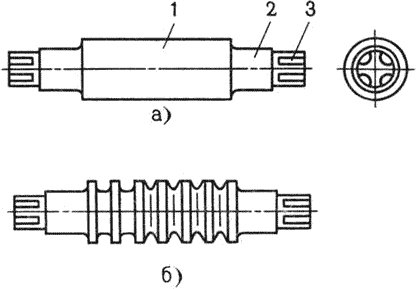
Як інструмент для прокатки застосовують валки прокатні, конструкція яких представлений на малий. 10.3. Залежно від профілю, що прокочується, валки можуть бути гладкими, застосовуваними для прокатки аркушів, стрічок і т. п. і каліброваними (струмковими) для одержання сортового прокату.
Струмок – профіль на бічній поверхні валка. Проміжки між струмками називаються буртами. Сукупність двох ручаїв утворить порожнину, називану калібром, кожна пари валків утворить кілька калібрів. Система послідовно розташованих калібрів, що забезпечує одержання необхідного профілю заданих розмірів називається калібруванням.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
