
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для проведення операції використовують місцеве нагрівання, наприклад, у середині заготівлі, або обмежують деформацію на частині заготівлі кільцевим інструментом.
Облогу розгоном торця дозволяє зменшити висоту й збільшити площу раніше осідлої заготівлі. Локалізація деформації дозволяє зменшити зусилля обпади.
Протягування (витяжка) – ковальська операція, у результаті якої відбувається збільшення довжини заготівлі за рахунок зменшення площі її поперечного перерізу.
Протягання не тільки змінює форму заготівель, але й поліпшує якість металу. Операція полягає в нанесенні послідовних ударів і переміщенні заготівлі, при цьому між бойками під година удару перебуває тільки частина заготівлі. Після шкірного обтиснення заготівля просувається на величину, меншу, чим довжина бойка.
Простягати можна плоскими і вирізними бойками.
Протягання на плоских бойках можуть виконуватися двома способами.
Перший спосіб. Протягання виконується по всій довжині злитка або заготівлі спочатку з одному боці, а після кантування на 90 0 – з іншої сторони й т. д.
Більші по довжині кування можуть гнутися в бойках кінцями долілиць. Щоб виправити вигин, кування кантують спочатку на 180 0 , а потім на 90 0.
Схеми протягання і її різновидів
Другий спосіб. Почергове протягання на плоских бойках (по гвинтовій лінії) - після шкірного обтиснення треба кантування на 90 у ту саму сторону, після кожних чотирьох обтиснень треба подача. Спосіб більше трудомісткий, застосовується при малоприбутковому твердих інструментальних сталей.
При протяганні на плоских бойках у центрі виробу можуть виникнути (особливо при проковуванні круглого перетину) значні напруги, що розтягують, які приводять до утворення осьових тріщин.
Протягання у вирізних бойках або в комбінації плоских бойків з вирізними використовується при малоприбутковому легованих сталей зі зниженою пластичністю. Завдяки бічному тиску, створюваному твердими стінками інструмента підвищуються стискаючі напруги, збільшується пластичність металу. Одержують кування більше точні за формою й розмірами. Зростає швидкість протягання.
При протяганні з кола на коло у вирізних бойках, сили, спрямовані із чотирьох сторін до осьової лінії заготівлі, сприяють більше рівномірному плину металу й усуненню можливості виникнення осьових тріщин.
Різновидами протягання є розгін, протягання з оправленням, розкочування на оправленні.
Розгін (зчалювання) – операція збільшення ширини частини заготівлі за рахунок зменшення її товщини.
Операція виконується за рахунок переміщення інструмента в напрямку, перпендикулярному осі заготівлі.
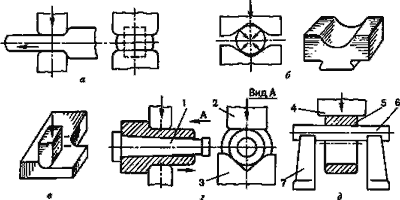
Протягування на оправленні – операція збільшення довжини пустотілої заготівлі за рахунок зменшення товщини її стінки й зменшення зовнішнього діаметра.
Протягання виконують у вирізних бойках (або нижньому вирізному 3 і верхньому плоскому 2) на злегка конічному оправленні 1. Простягають в одному напрямку – до кінця, що розширюється, оправлення, що полегшує її видалення з кування. Оправлення попередньо нагрівають до температури 160…2000С.
Розкочування на оправленні – операція одночасного збільшення зовнішнього й внутрішнього діаметрів кільцевої заготівлі за рахунок зменшення товщини її стінок.
Заготівля 5 опирається внутрішньою поверхнею на циліндричне оправлення 6, установлювану кінцями на підставках 7, і деформується між оправленням і вузьким довгим бойком 4. Після шкірного обтиснення заготівлю повертають щодо оправлення.
Протягання з оправленням і розкочування на оправленні часто застосовують спільно. Спочатку розкочуванням знищують бочко подібність попередньо осідлої і прошитої заготівлі й доводять її внутрішній діаметр до необхідних розмірів. Потім протяганням з оправленням зменшують товщину стінок і збільшують до заданих розмірів довжину заготівлі.
Прошивання – операція одержання в заготівлі наскрізних або глухих отворів за рахунок витиснення металу.
Схеми прошивання (а, б), гнучкі (в), штампування в підкладних штампах (г)
Інструментом для прошивання служать прошивні суцільні й пустотілі. Пустотілі прошивають отвору великого діаметра (400...900 мм).
При наскрізному прошиванні порівняно тонких кувань застосовують підкладні кільця. Більше товсті кування прошивають із двох сторін без підкладного кільця. Діаметр прошивня вибирають не більше половини зовнішнього діаметра заготівлі, при більшому діаметрі прошивня заготівля значно спотворюється. Прошивання супроводжується відходом (видрою).
Згинання – операція додання заготівлі або її частині вигнутої форми по заданому контурі.
Згинання супроводжується перекручуванням первісної форми поперечного перерізу заготівлі й зменшенням його площі в місці вигину (утяжка). Для компенсації утяжки в зоні вигину заготівлі надають збільшені поперечні розміри. При згині можливе утворення складок по внутрішньому контурі й тріщин по зовнішньому. Для запобігання цього явища по заданому куті вигину підбирають відповідний радіус округлення. Радіус у місці вигину не винний бути менше півтора товщини заготівлі.
Цією операцією одержують косинці, скоби, гачки, кронштейни.
Скручування – операція, що полягає в повороті однієї частини кування навколо загальної осі стосовно іншої її частини під певним кутом.
Розрізняють два випадки:
- поворот на кут до 180 0 – для просторової орієнтації окремих частин; багаторазове скручування на 360 0 – для додання крученого характеру (використовується як елемент прикраси композицій ґрат, поруччя, сходів і т. д.).
До скручування ставитися й звивання декількох тонких прутків (дротів) у шнури.
При виготовленні невеликої партії кувань із відносно складною конфігурацією застосовують штампування в підкладних штампах. Підкладний штамп може складатися з однієї або двох частин, у яких є порожнина з конфігурацією кування або її окремих ділянок.
Технологічний процес малодоходні включає операції: різання вихідної заготівлі в необхідний розмір, нагрівши матеріалу до необхідної температури, формотворну операцію, очищення заготівель від окалини, контроль кування.
Точність і продуктивність різання визначається способом різання.
На практиці звичайно застосовують нагрівши в полум'яній печі, як спосіб, що не вимагає додаткових витрат.
Основна операція включає переходи: установку - зняття заготівлі, формозмінну операцію (осідання, витяжку, прошивання й т. д.).
Очищення кувань від окалини здійснюють у галтівних барабанах, обдуванням сталевим дробом, травленням у водяних розчинах сарною або соляною кислотою.
При контролі кувань виявляють зовнішні й внутрішні дефекти, перевіряють відповідність геометричній і функціональній технічній умовам.
Устаткування для кування
Як устаткування застосовуються кувальні молоти й кувальні преси.
Устаткування вибирають залежно від режиму кування даного металу або сплаву, маси кування і її конфігурації. Необхідну потужність устаткування визначають по наближених формулах або довідкових таблицях.
Молоти – машини динамічної ударної дії. Тривалість деформації на них становить тисячні частки секунди. Метав деформується за рахунок енергії, накопиченої падаючими частинами молота до моменту їхнього зіткнення із заготівлею. Частина енергії губитися на пружні деформації інструмента й коливання шабота - деталі, на якові встановлюють нижній бойок. Чим більше маса шабота, тім вище КПД. Звичайно маса шабота в 15 разів перевищує масу падаючих частин, що забезпечує КПД на рівні 0,8...0,9.
Для одержання кувань масою до 20 кг застосовують кувальні пневматичні молоти, що працюють на стисненому повітрі. Сила удару визначається силою тиску стисненого повітря, і може регулюватися в широких межах. Маса падаючих частин становить 50...1000 кг. Основні параметри молотів регламентуються Дст.
Для одержання кувань масою до 350 кг застосовують кувальні пароповітряні молоти. Смороду приводяться в дію пором або стиснене повітря тиском 0,7...0,9 Мпа. Маса падаючих частин становить 1000...8000 кг. Параметри регламентуються Дст.
Розрізняють молоти простої дії, коли пари або повітря тільки піднімають поршень, і подвійної дії, коли енергоносій створює додаткове деформуюче зусилля.
Преси кувальні гідравлічні – машини статичної дії. Тривалість деформації становить до десятків секунд. Метав деформується додатком сили, створюваної за допомогою рідини (водної емульсії або мінерального масла), подаваної в робочий циліндр преса. Вибираються преси по номінальному зусиллю, що становить 5...100 МН. Застосовують в основному для одержання великих заготівель зі злитків.
ЛЕКЦІЯ
Гаряче об'ємне штампування
Об'ємним штампуванням називають процес одержання кувань, при якому формотворну порожнину штампа, називану струмком, примусово заповнюють металом вихідної заготівлі й перерозподіляють його відповідно до заданого креслення конфігурацією.
Застосування об'ємного штампування виправдано при серійному й масовому виробництві. При використанні цього способу значно підвищується продуктивність праці, знижуються відходи металу, забезпечуються високі точність форми виробу і якість поверхні. Штампуванням можна одержувати дуже складні за формою виробу, які неможливо одержати прийомами вільного малоприбуткового.
Об'ємне штампування здійснюють при різних температурах вихідної заготівлі й, відповідно до температури, ділять на холодну й гарячу. Найбільш широке поширення одержало гаряче об'ємне штампування (ГОШ), що ведуть в інтервалі температур, що забезпечують зняття зміцнення.
Вихідним матеріалом для гарячого об'ємного штампування є сортовий прокат, пресовані прутки, літа заготівля, у крупносерійному виробництві - періодичний прокат, що забезпечує скорочення підготовчих операцій.
Формоутворення при гарячому об'ємному штампуванні
Основна операція ГОШ може бути виконана за один або кілька переходів. При шкірному переході формоутворення здійснюється спеціальною робочою порожниною штампа – струмком (гравюрою). Переходи й струмки діляться на дві групи: заготівельні й штампувальні

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
