
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Також використовуються сплави систем: алюміній - мідь, алюміній - мідь - кремній, алюміній - магній.
3. Магнієві сплави мають високі механічні властивості, але їхні ливарний властивості невисокі. Сплави системи магній - алюміній - цинк - марганець застосовують у приладобудуванні, в авіаційній промисловості, у текстильному машинобудуванні.
Способи виготовлення виливків. Виготовлення виливків у піщаних формах
Для виготовлення виливків служити ливарна форма, що являє собою систему елементів, що утворять робочу порожнину, при заливанні якої розплавленим металом формується виливок.
Ливарні форми виготовляють як з неметалічних матеріалів (піщані форми, форми виготовлені по виплавлюваних моделях, оболонкові форми) для одноразового використання, так і з металів (кокілі, ізложниці для відцентрового лиття) для багаторазового використання.
Виготовлення виливків у піщаних формах
Лиття в піщані форми є найпоширенішим способом виготовлення виливків. Виготовляють виливка із чавуну, сталі, кольорових металів від декількох грам до сотень тонн, з товщиною стінки від 3...5 до 1000 мм і довжиною до 10000 мм.
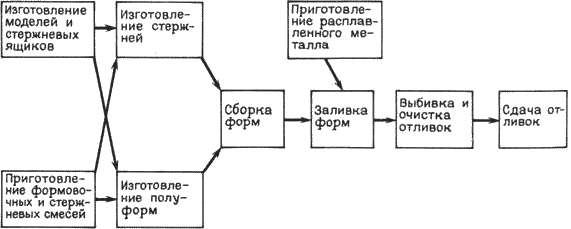
Схема технологічного процесу виготовлення виливків у піщаних формах
Сутність лиття в піщані форми полягає в одержанні виливків з розплавленого металу, що затвердів у формах, які виготовлені з формувальних сумішей шляхом ущільнення з використанням модельного комплекту.
Ливарна форма звичайно складається з верхньої 1 і нижньої 2 напівформ, які виготовляються в опоках 7, 8 - пристосуваннях для втримання формувальної суміші. Напівформи орієнтують за допомогою штирів 10, які вставляють у відчини ручок опок 11.
Для утворення порожнин отворів або інших складних контурів у форми встановлюють ливарні стрижні 3, які фіксують за допомогою виступів, що входять у відповідні западини форми (знаки).
Ливарну форму заливають розплавленим металом через ливникову систему.
Ливникова система - сукупність каналів і резервуарів, по яких розплав надходити із розливочного ковша в порожнину форми.
Основними елементами є: ливникова чаша 5, що служити для прийому розплавленого металу й подачі його у форму; стояк 6 - вертикальний або похилий канал для подачі металу з ливникової чаші в робочу порожнину або до інших елементів; шлаковловлювач 12, за допомогою якого втримується шлаки й інші неметалічні домішки; живильник 13 - один або трохи, через які розплавлений метав підводить у порожнину ливарної форми.
Для виводу газів, контролю заповнення форми розплавленим металом і живлення виливка при її затвердінні служать прибутку або випор 4. Для виводу газів призначені й вентиляційні канали 9.
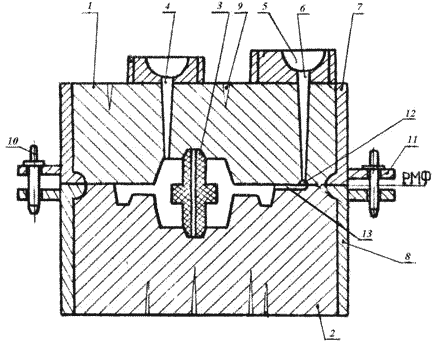
Ливарна форма
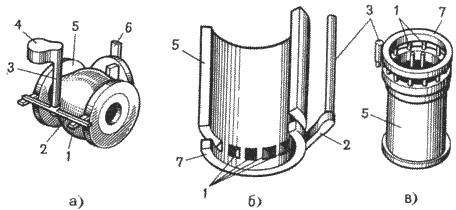
Різновиди ливникових систем
Розрізняють ливникові системи з живильниками, розташованими в горизонтальній і вертикальній площинах.
По способі підведення розплаву в робочу порожнину форми ливникові системи ділять на: нижню, верхню, бічну.
Нижня ливникова система - широко використовується для лиття сплавів, що легко окисляються й насичуються газами (алюміній), забезпечує спокійне підведення розплаву до робочої порожнини форми й поступове заповнення її вступникам знизу, без відкритого струменя металом. При цьому ускладнюється конструкція ливникової системи, збільшується витрата металу на неї, створюється несприятливий розподіл температур у залитій формі через сильний розігрів її нижньої частини.
Можливе утворення усадочних дефектів і внутрішніх напружень. При такій системі обмежена можливість одержання високих тонкостінних виливків (при литті алюмінієвих сплавів форма не заповнюється металом, якщо відношення висоти виливка до товщини її стінки перевищує ).
Нижнє підведення через велику кількість живильників часто використовується при виготовленні складних за формою, великих виливків із чавуну.
Верхня ливникова система.
Достоїнствами системи є: мала витрата металу; конструкція проста й легко здійсненна при виготовленні форм; подача розплаву зверху забезпечує сприятливий розподіл температури в залитій формі (температура збільшується від нижньої частини до верхнього), а отже, і сприятливі умови для спрямованої кристалізації й живленні виливка.
Недоліки: падаюча зверху струмінь може розмити піщану форму, викликаючи засмічення; при розбризкуванні розплаву виникає небезпека його окислювання й замішування повітря в потік з утворенням оксидних включень; утрудняється вловлювання шлаків.
Верхню ливникову систему застосовують для невисоких (у положенні заливання) виливків, невеликої маси й нескладної форми, виготовлених зі сплавів не схильних до сильного окислювання в розплавленому стані (чавуни, вуглецеві конструкційні сталі, латуні).
Бічна ливникова система.
Підведення металу здійснюється в середню частину виливка (по розніманню форми).
Таку систему застосовують при одержанні виливків з різних сплавів, малих і середніх по масі деталей, площина симетрії яких збігається із площиною рознімання форми. Є проміжною між верхньою й нижньої, і отже сполучить у собі деякі їхні достоїнства й недоліки.
Іноді при підведенні металу знизу й зверху використовують масивні колектори.
Готування формувальних і стрижневих сумішей
Для готування сумішей використовуються природні й штучні матеріали.
Пісок - основний компонент формувальних і стрижневих сумішей.
Звичайно використовується кварцовий або цирконовий пісок із кремнезему.
Глина є зв'язувальною речовиною, що забезпечує міцність і пластичність, що володіє термічною стійкістю. Широко застосовують бентонітові або каолінові глини.
Для запобігання пригару й поліпшення чистоти поверхні виливків використовують протипригарні матеріали: для сирих форм - припили; для сухих форм - фарби.
У якості припилів використовують: для чавунних виливків - суміш оксиду магнію, деревного вугілля, порошкоподібного графіту; для сталевих виливків - суміш оксиду магнію й вогнетривкої глини, пилоподібний кварц.
Протипригарні фарби являють собою водні суспензії цих матеріалів з добавками сполучних.
Суміші повинні володіти поруч властивостей.
Міцність - здатність суміші забезпечувати схоронність форми без руйнування при виготовленні й експлуатації.
Поверхнева міцність – опір, що стирає дії струменя металу при заливанні,
Пластичність - здатність сприймати обрис моделі й зберігати отриману форму,
Піддатливість - здатність суміші скорочуватися в обсязі під дією усадки сплаву.
Плинність - здатність суміші обтікати моделі при формуванні, заповнювати порожнина стрижневого ящика.
Термохімічна стійкість або непригарність - здатність витримувати високу температуру сплаву без оплавлення або хімічного з їм взаємодії.
Негигроскопічність - здатність після сушіння не поглинати вологу з повітря.
Довговічність - здатність зберігати свої властивості при багаторазовому використанні.
По характеру використання розрізняють лицювальні, наповнювальні і єдині суміші.
Лицювальна - використовується для виготовлення робітника кулі форми. Містить підвищена кількість вихідних формувальних матеріалів і має високі фізико - механічні властивості.
Наповнювальна - використовується для наповнення форми після нанесення на модель лицювальної суміші. Готується шляхом перебоязкі оборотної суміші з малою кількістю вихідних формувальних матеріалів.
Лицювальна й наповнювальна суміші необхідні для виготовлення великих і складних виливків.
Єдина - застосовується одночасно в якості лицювальної й наповнювальної. Використовують при машинному формуванні й на автоматичних лініях у серійному й масовому виробництві. Виготовляється з найбільш вогнетривких пісків і глин з найбільшою сполучною здатністю для забезпечення довговічності.
Готування формувальних сумішей
Спочатку підготовляють пісок, глину й інші вихідні матеріали. Пісок сушать і просівають. Глину сушать, роздрібнюють, розмелюють у кульових млинах або бігунах і просівають. Аналогічно одержують вугільний порошок.
Підготовляють оборотну суміш. Оборотну суміш після вибивки з опок розминають на гладких валках, очищають від металевих часток у магнітному сепараторі й просівають.
Готування формувальної суміші включає кілька операцій: перемішування компонентів суміші, зволоження й розпушення.
Перемішування здійснюється в змішувачах-бігунах з вертикальними або горизонтальними котками. Пісок, глину, воду й інші тридцятилітні завантажують за допомогою дозатора, перемішування здійснюється під дією котків і плужків, що подають суміш під котки.
Готова суміш витримується в бункерах-відстійниках протягом 2...5 часів, для розподілу вологи й утворення водних оболонок навколо глинистих часток.
Готову суміш розпушують у спеціальних пристроях і подають на формування.
Стрижнева суміш
Стрижневі суміші відповідають умовам технологічного процесу виготовлення ливарних стрижнів, які випробовують теплові й механічні впливи. Смороду повинні мати більш високі вогнестійкість, газопроникність, піддатливість, легко вибиватися з виливка.
Вогнестійкість - здатність суміші й форми пручатися розтяганню або розплавлюванню під дією температури розплавленого металу.
Газопроникність - здатність суміші пропускати через собі гази (пісок сприяє її підвищенню).
Залежно від способу виготовлення стрижнів суміші розділяють: на суміші з отвердінням стрижнів тепловим сушінням у нагрівається оснащенню, що М; рідкі, що самотвердіють; рідкі холоднотвердіючі суміші на синтетичних смолах; жидкостекольні суміші, що твердіють під дією вуглекислого газу.
Готування стрижневих сумішей здійснюється перемішуванням компонентів протягом 5...12 хвилин з наступним вистоюванням у бункерах.
У сучасному ливарному виробництві виготовлення сумішей здійснюється на автоматичних ділянках.
Модельний комплект
Модельний комплект – пристосування, що включають ливарну модель, моделі ливникової системи, стрижневі ящики, модельні плити, контрольні й складальні шаблони.
Ливарна модель – пристосування, за допомогою якого в ливарній формі одержують відбиток, що відповідає конфігурації й розмірам виливка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
