
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Процес пресування характеризується наступними основними параметрами: коефіцієнтом витяжки, ступенем деформації й швидкістю витікання металу з очка матриці.
Коефіцієнт витяжки визначають як відношення площі перетину контейнера до площі перетину всіх отворів матриці.
При пресуванні метав піддається всебічному нерівномірному стиску й має дуже високу пластичність.
До основних переваг процесу ставляться:
- можливість обробки металів, які через низьку пластичність іншими методами обробити неможливо; можливість одержання практично будь-якого профілю поперечного перерізу; одержання широкого сортаменту виробів на тому самий пресовому встаткуванні із заміною тільки матриці; висока продуктивність, до 2...3 м/хв.
Недоліки процесу :
- підвищена витрата металу на одиницю виробу через втрати у вигляді прес-залишку; поява в деяких випадках помітної нерівномірності механічних властивостей по довжині й поперечному перерізі виробу; висока вартість і низька стійкість пресового інструмента; висока енергоємність.
Волочіння
Сутність процесу волочіння полягає в протяганні заготівель через звужуючийся отвір (фильеру) в інструменті, називаному волокой. Конфігурація отвору визначає форму одержуваного профілю. Схема волочіння представлена на малий.11.7.
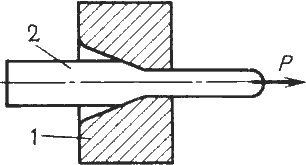
Схема волочіння
Волочінням одержують дріт діаметром 0,002...4 мм, прутки й профілі фасонного перетину, тонкостінні сурми, у тому числі й капілярні. Волочіння застосовують також для калібрування перетину й підвищення якості поверхні оброблюваних виробів. Волочіння частіше виконують при кімнатній температурі, коли пластичну деформацію супроводжує наклеп, це використовують для підвищення механічних характеристик металу, наприклад, межа міцності зростає в 1,5...2 рази.
Вихідним матеріалом може бути гарячекатаний пруток, сортовий прокат, дріт, сурми. Волочінням обробляють сталі різного хімічного складу, кольорові метали й сплави, у тому числі й дорогоцінні.
Основний інструмент при волочінні - волоки різної конструкції. Волока працює в складних умовах: велика напруга сполучається зі зношуванням при протяганні, тому їх виготовляють із твердих сплавів. Для одержання особливо точних профілів волоки виготовляють із алмаза.
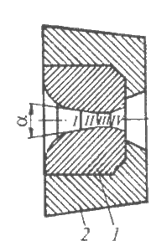
Загальний вид волоки
Волока 1 закріплюється в обоймі 2. Волоки мають складну конфігурацію, її тридцятилітніми частинами є: забірна частина I, що включає вхідний конус і мастильну частину; деформуюча частина II з кутом у вершині ![]() (6...180 – для прутків, 10...240 – для труб); циліндричний пасок, що калібрує, III довжиною 0,4...1 мм; вихідний конус IV.
(6...180 – для прутків, 10...240 – для труб); циліндричний пасок, що калібрує, III довжиною 0,4...1 мм; вихідний конус IV.
Технологічний процес волочіння включає операції:
- попередній відпал заготівель для одержання дрібнозернистої структури металу й підвищення його пластичності; травлення заготівель у підігрітому розчині сірчаної кислоти для видалення окалини з наступним промиванням, після видалення окалини на поверхню наносять підзмащуючий шар шляхом обміднення, фосфатування, вапнування, до кулі добрі прилипає змащення й коефіцієнт тертя значно знижується; волочіння, заготівлю послідовно простягають через ряд поступово зменшуваних отворів; відпал для усунення наклепу: після 70...85 % обтиснення для сталі й 99 % обтиснення для кольорових металів ; обробка готової продукції (обрізка кінців, виправлення, різання на мірні довжини й ін.)
Технологічний процес волочіння здійснюється на спеціальних волочильних станах. Залежно від типу тягнучого прибудую розрізняють стани: із прямолінійним рухом металу, що простягається, (ланцюговий, рейковий); з намотуванням оброблюваного металу на барабан (барабанний). Стани барабанного типу звичайно застосовуються для одержання дроту. Число барабанів може доходити до двадцяти. Швидкість волочіння досягає 50 м/с.
Процес волочіння характеризується параметрами: коефіцієнтом витяжки й ступенем деформації.
ЛЕКЦІЯ
Кування
Кування - спосіб обробки тиском, при якому деформування нагрітого (рідше холодного) металу здійснюється або багаторазовими ударами молота або однократним тиском преса.
Формоутворення при куванні відбувається за рахунок пластичного плину металу в напрямках, перпендикулярних до рухові деформуючого інструмента. При вільному малоприбутковому плин металу обмежений частково, тертям на контактній поверхні деформуємих металів - поверхня інструмента: бойків плоских або фігурних, підкладних штампів.
Куванням одержують різноманітні кування масою до 300 т.
Первинною заготівлею для кувань є:
- злитки, для виготовлення масивних великогабаритних кувань; прокат сортовий гарячекатаний простого профілю (коло, квадрат).
Кування може вироблятися в гарячому й холодному стані.
Холодному куванню піддаються дорогоцінні метали – золото, срібло; а також мідь. Технологічний процес холодного малоприбуткового складається із двох операцій, що чергуються: деформації металу й рекристалізаціонного відпалу. У сучасних умовах холодне кування зустрічається рідко, в основному в ювелірному виробництві.
Гаряче кування застосовується для виготовлення різних виробів, а також інструментів: карбівок, зубил, молотків і т. п.
Матеріалом для гарячого кування є маловуглецеві сталі, вуглецеві інструментальні й деякі леговані сталі. Кожна марка стали має певний інтервал температур початку й кінця кування, що залежить від змісту й структури оброблюваного металу.
Температурні інтервали початку й кінця кування для вуглецевих сталей
Марка стали | Температури кування, ос | |
Початку | Кінця | |
Ст 1 | 1300 | 900 |
Ст 2 | 1250 | 850 |
Ст 3 | 1200 | 850 |
Сталь В7, В8, В9 | 1150 | 800 |
Сталь В10, В12, В13 | 1130 | 870 |
Операції кування
Розрізняють кування попереднє й остаточне. Попереднє (або чорнове) кування являє собою ковальську операцію обробки злитка для підготовки його до подальшої деформації прокаткою, пресуванням і т. п. Остаточне (чистове кування) охоплює всі методи ковальської обробки, за допомогою яких виробу надають остаточну форму.
Попередні операції
Білетування – перетворення злитка в болванку або заготівлю: включає збивання ребер і усунення конусності.
Обтиснення при білетуванні становить 5...20 %. Проковування злитка призначене для обтиснення металу в кутах злитка з метою попереднього деформування літій структури - дендритів, які мають стики в цих кутах. Білетування сприяє заварці повітряних міхурів і інших підкіркових дефектів літій структури, створенню пластичного поверхневого кулі металу, що сприятливо впливає на подальшу деформацію. Після білетування роблять обрубання донної частини злитка.
Рубання – застосовується для відділення від основної заготівлі негідних частин або для поділу заготівлі на частині.
Рубання виробляється в холодному й гарячому стані. У холодному стані рубають тонкі й вузькі смуги й прутки перетином 15...20 мм. Більше товсті заготівлі нагрівають.
Схема рубання заснована на дії деформуючої сили на малу площу зіткнення інструмента із заготівлею, а реакція цієї сили з боку нижньої частини розподілена по великій поверхні заготівлі, і пластичної деформації отут не виникає.
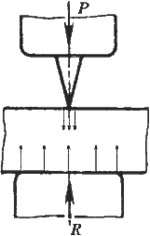
Схема рубання
Залежно від габаритів і форми заготівель використовують способи рубання:
- з одному боку - для тонких заготівель; с двох сторін, спочатку здійснюється попереднє надрубування заготівлі на 0,5...0,75висоти, після кантування на 1800 проводитися остаточне рубання; с трьох сторін – для круглих і великих заготівель, здійснюються два надрубування на глибину 0,4 діаметри заготівлі з кантуванням на 1200, після іншого кантування на 1200 проводять остаточне рубання; с чотирьох сторін - для великих заготівель, після надрубування із чотирьох сторін у центрі залишається перемичка прямокутного перетину, по місцю якої роблять поділ заготівлі на частині.
Основні операції
Осадка – операція обробки тиском, у результаті якої зменшується висота й одночасно збільшуються поперечні розміри заготівель Облогу застосовують для одержання форми кування, з метою зменшення глибини прошивання, для забезпечення відповідного розташування волокон у майбутній деталі (при виготовленні шестірнею забезпечується підвищена міцність зубів у результаті радіального розташування волокон), як контрольну операцію (через значну деформацію по периметрі на бічній поверхні розкриваються дефекти).
При виконанні обпади потрібно, щоб інструмент перекривав заготівлю. Внаслідок тертя бічна поверхня осаджується заготівлі, що, здобуває бочкоподібну форму, це характеризує нерівномірність деформації. Повторюючи облогу кілька разів з різних сторін, можна привести заготівлю до первісної форми або близької до неї, одержавши при цьому більше висока якість металу й однакові його властивості в усіх напрямках.
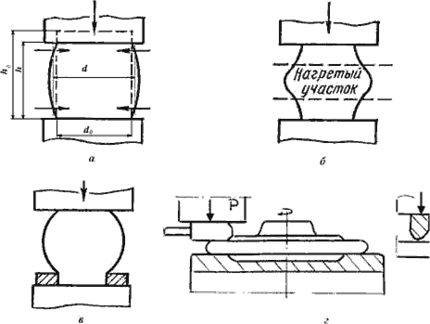
Схеми обпади і її різновиди
Середній діаметр заготівлі визначається по формулі:

Осіданню піддають заготівлі, для яких висота не перевищує 2,5...3 діаметри. У противному випадку можливий або поздовжній вигин заготівлі, або утворення сідлоподібну.
Різновидами обпади є висадження й осідання розгоном торця.
Висадка – ковальська операція, що полягає в деформуванні частини заготівлі (кінцевої частини або середини).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
