
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
5.Галузі застосування. Автоматичне зварювання під флюсом застосовують у серійному і масовому виробництвах при виготовленні котлів, мостових балок, резервуарів для зберігання рідин і газів, корпусів суден, зварних труб великих діаметрів та інших виробів, які зварюють в нижньому положенні.
Під флюсом зварюють вуглецеві і леговані сталі, алюміній, мідь та їхні сплави завтовшки 2...100 мм.
6.Переваги і недоліки зварювання під флюсом. Автоматичне зварювання під флюсом порівняно з ручним дуговим має такі переваги: в 10... 15 разів підвищується продуктивність зварювання, досягається однорідність шва і підвищується якість наплавленого металу; економиться зварювальний дріт у зв'язку зі зменшенням втрат металу на вигар та розбризкування і відсутністю недогарків; полегшується праця робітника.
Продуктивність зварювання під флюсом підвищується переважно за рахунок застосування більших зварювальних струмів і безперервності процесу. Під час зварювання відкритою дугою максимально допустимі струми 500...600 А. Більші струми спричинюють підвищене розбризкування металу і порушують формування шва. Занурення дуги у флюс дає змогу збільшувати силу струму до 3000...4000 А без погіршення якості шва і значних втрат на вигар та розбризкування. Звичайно ці втрати при зварюванні під флюсом не перевищують 1,5...2 %, тоді як при зварюванні відкритою дугою вони досягають 20...30 %.
Щоб при використанні великих густин струму зварювальний дріт занадто не нагрівався, під час автоматичного зварювання струм підводять до дроту в безпосередній близькості від дуги (30…70 мм), внаслідок чого автомат працює ніби коротким, безперервно поновлюваним електродом.
Недоліки способу зварювання під флюсом такі: місце зварювання закрите флюсом завтовшки 50...60 мм, тому підвищуються вимоги до точності підготовки і складання виробів для зварювання; важко виконувати шви невеликої довжини і складної конфігурації, а особливо такі, які розміщені в різних просторових положеннях.
Дугове зварювання в захисних газах
1. Суть способу зварювання в захисних газах полягає в тому, що для захисту розплавленого металу від шкідливої дії кисню і азоту повітря у зону дуги, яка горить між зварюваним виробом і плавким або неплавким електродом, крізь сопло пальника безперервно подається струмінь захисного газу, що відтискає повітря від місця зварювання. В деяких випадках зварювання відбувається в герметичних камерах, заповнених захисним (інертним) газом.
Як захисні гази використовують одноатомні, або інертні, гази (аргон і гелій), які не взаємодіють з розплавленим металом, і активні гази (вуглекислий газ, водень, азот, пари води, а також їхні суміші - аргон з киснем, аргон з азотом або вуглекислим газом, вуглекислий газ із киснем тощо), які частково взаємодіють з розплавленим металом.
Інертні гази використовують для зварювання хімічно активних металів, а також тоді, коли потрібно дістати зварні шви, однорідні зі складом основного і присадного металів.
Активні гази використовують, коли задані властивості металу можна забезпечити металургійною обробкою, наприклад відновленням, окисленням.
2. Аргонодугове зварювання. Для цього виду зварювання використовують аргон, який добувають з повітря, де його за об'ємом міститься близько 1 %. Транспортують і зберігають аргон у балонах місткістю 40 л під тиском 15 МПа.
Аргонодугове зварювання здійснюють неплавким (переважно вольфрамовим) і плавким електродами. Неплавкі електроди призначені лише для збудження і підтримання горіння дуги; для заповнення місця розкриття між кромками зварюваних виробів у зону зварювання подається присадний метал у вигляді прутків або дроту. За хімічним складом вони близькі до основного металу.
Зварювання неплавким електродом здійснюють на постійному і змінному струмі ручним, напівавтоматичним і автоматичним способами. Постійним струмом на прямій полярності зварюють корозієстійкі і жароміцні сталі, мідь та її сплави, нікель і його сплави, титан, цирконій, молібден та деякі інші метали завтовшки 0,1...6,0 мм.
Як джерела постійного струму використовують зварювальні генератори або зварювальні випрямлячі з пологоспада зовнішньою характеристикою.
Змінним струмом зварюють алюміній, магній і їхні сплави. При цьому в ті напівперіоди, коли катодом є виріб, його поверхня бомбардується важкими позитивними іонами аргону і відбувається так зване катодне розпилення тугоплавких оксидних плівок алюмінію або магнію. Тому відпадає потреба в застосуванні флюсів для їх видалення.
Зварювання плавким електродом здійснюють тільки автоматичним і напівавтоматичним способами. Його застосовують для зварювання алюмінію, магнію і їхніх сплавів, а також корозієстійких сталей. Зварювання виконують на постійному струмі при зворотній полярності, який одержують від джерел з жорсткою або зростальною зовнішньою характеристикою.
При напівавтоматичному зварюванні використовують спеціальні шлангові напівавтомати, в яких подача зварювального дроту в зону зварювання здійснюється не крізь шланг а крізь тримач. Для цього в самому тримачі є протягувальні ролики, які дають змогу застосовувати м'який невеликого діаметра дріт, починаючи від 0,8 мм.
Аргонодугове зварювання в ряді випадків застосовують в суміші з активними газами. Це покращує стабільність горіння дуги, збільшує глибину проплавлення, поліпшує формування швів, зменшує розбризкування, покращує перенесення металу в дузі, підвищує продуктивність зварювання. Так, добавка 1...5 % кисню до аргону, який застосовують для зварювання маловуглецевої і легованої сталі, сприяє перетворенню крапельного перенесення металу в дузі в струменеве. Це дає змогу одержати більш щільні шви і збільшити продуктивність зварювання. Метод зварювання плавким електродом забезпечує високі швидкості зварювання (200...300 м/год).
Основним недоліком зварювання в інертних газах є їхня дефіцитність і висока вартість. До переваг цього способу належать: 1) висока продуктивність; 2) висока якість зварних швів; 3) можливість зварювати алюміній, магній та їхні сплави без флюсів, які також є дорогими, дефіцитними і потребують копіткого очищення виробів після зварювання; 4) можливість візуально спостерігати процес зварювання і виконувати зварні з'єднання в будь-яких просторових положеннях.
2. Зварювання у вуглекислому газі характеризується високою продуктивністю і низькою вартістю, внаслідок чого цей спосіб дедалі більше поширюється для зварювання маловуглецевих, низьколегованих і деяких високолегованих сталей. Вуглекислий газ для потреб зварювання добувають з відхідних газів хімічних виробництв. Поставляють його у зрідженому стані в сталевих балонах місткістю 40 л, в яких під тиском 7,5 МПа міститься 25 л рідкої вуглекислоти. При випаровуванні її утворюється 12 750 л вуглекислого газу.
Вуглекислий газ при високій температурі дуги частково дисоціює на оксид вуглецю й атомарний кисень, який сприяє окисленню металу. Для нейтралізації окислювальної дії вуглекислого газу при зварюванні вуглецевих і низьколегованих сталей використовують зварювальний дріт з підвищеним вмістом мангану і силіцію (Св-08ГСА, Св-08Г2СА).
Зварювання у вуглекислому газі здійснюють плавким електродом переважно напівавтоматичним способом. Живлять зварювальну дугу від джерела постійного струму із жорсткою або зростальною зовнішньою характеристикою при зворотній полярності.
Електрошлакове зварювання
1. Суть процесу. При електрошлаковому зварюванні основний і присадний метали розплавлюються теплотою, що виділяється під час проходження електричного струму через розплавлений шлак.
Електрошлакове зварювання широко застосовують у важкому машинобудуванні при виготовленні зварно-литих і зварно-кованих конструкцій, у виробництві товстостінних котлів високого тиску, станин потужних пресів і верстатів, валів гідротурбін та ін.
Для електрошлакового зварювання використовують автомати спеціальної конструкції, які притискуються до зварюваних деталей за допомогою механічних або магнітних притискачів. Як джерела струму застосовують зварювальні трансформатори з жорсткою зовнішньою характеристикою і великою силою струму.
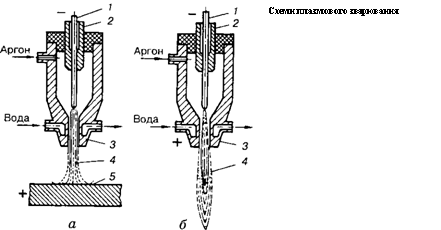
Плазмове зварювання
Електронною плазмою називають дуже іонізований газ стовпа дуги, який складається з нейтральних атомів і молекул, іонів і електронів. Щоб одержати плазмову дугу, яка горить між катодом і анодом, через вузький канал водоохолоджувального мідного сопла З спеціального плазмового пальника (рис. У. 14) пропускають потік газу. При збільшенні струму стовп дуги в обмеженому стінками каналу соплі пальника розширятися не може, тому за рахунок його стиснення, а також за рахунок стиснення газовим потоком температура стовпа дуги і ступінь іонізації газу різко підвищується. Практично майже весь газ, який проходить крізь стовп стисненої дуги, іонізується і перетворюється в плазму.
Розрізняють плазмову дугу прямої і побічної дії.
Лекція Газове зварювання. Суть процесу газового зварювання
Щоб виготовити зварне з'єднання газовим зварюванням, кромки основного металу і присадний метал нагрівають до розплавленого стану полум'ям горючих газів, які спалюють за допомогою спеціальних зварювальних пальників у суміші з киснем.
Як горючий газ найчастіше застосовують ацетилен, який при згорянні в кисні дає температуру полум'я, достатню для зварювання сталей і більшості інших металів та їхніх сплавів. Для зварювання металів (свинцю, алюмінію тощо), температура плавлення яких нижча за температуру плавлення сталі, можуть бути використані й інші горючі гази, наприклад водень, природний газ тощо, які дають більш низьку температуру полум'я.
Найчастіше газове зварювання застосовують при виготовленні листових і трубчастих конструкцій з маловуглецевих і низьколегованих сталей завтовшки до 3...5 мм, при виправленні дефектів на виливках із чавуну і бронзи, а також для зварювання кольорових металів та їхніх сплавів.
Кисень, його добування і зберігання
1. Принцип добування кисню з повітря. Кисень у промислових масштабах добувають переважно з повітря. В повітрі є близько 21 % кисню, 78 % азоту, 0,93 % аргону, 0,03 % вуглекислого газу і 0,0019 % благородних газів.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
