
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
У результаті зміни хімічного складу поверхневого шару змінюються його фазова сполука й мікроструктура,
Основними параметрами хіміко-термічної обробки є температура нагрівання й тривалість витримки.
В основі будь-якого різновиду хіміко-термічної обробки лежать процеси дисоціації, адсорбції, дифузії.
Дисоціація – одержання елемента, що насичує, в активованому атомарному стані в результаті хімічних реакцій, а також випару.
Наприклад,

Адсорбція – захоплення поверхнею деталі атомів елемента, що насичує.
Адсорбція - завжди екзотермічний процес, що приводить до зменшення вільної енергії.
Дифузія – переміщення адсорбованих атомів углиб виробу.
Для здійснення процесів адсорбції й дифузії необхідно, щоб елемент, що насичує, взаємодіяв з основним металом, утворюючи тверді розчини або хімічні сполуки.
Хіміко-термічна обробка є основним способом поверхневого зміцнення деталей.
Основними різновидами хіміко-термічної обробки є:
· цементація (насичення поверхневого шару вуглецем);
· азотування (насичення поверхневого шару азотом);
· нітроцементація або ціанування (насичення поверхневого шару одночасно вуглецем і азотом);
· дифузійна металізація (насичення поверхневого шару різними металами).
Призначення й технологія видів хіміко-термічної обробки: цементації, азотування нітроцементація й дифузійної металізації
Цементація
Цементація – хіміко-термічна обробка, що полягає в дифузійному насиченні поверхневого шару атомами вуглецю при нагріванні до температури 900…950oС.
Цементації піддають сталі з низьким змістом вуглецю (до 0,25 %).
Нагрівання виробів здійснюють у середовищі, що легко віддає вуглець. Підібравши режими обробки, поверхневий шар насичують вуглецем до необхідної глибини.
Глибина цементації (h) – відстань від поверхні виробу до середини зони, де в структурі є однакові об'єми фериту й перліту ( h. = 1...2 мм).
Ступінь цементації – середній зміст вуглецю в поверхневому шарі (звичайно, не більше 1,2 %).
Більше високий зміст вуглецю приводить до утворення значних кількостей цементиту вторинного, що повідомляє шарую підвищену крихкість.
На практиці застосовують цементацію у твердому й газовому карбюризаторі (навуглецьованому середовищі).
Ділянки деталей, які не піддаються цементації, попередньо покриваються міддю (електролітичним способом) або глиняною сумішшю.
Цементація у твердому карбюризаторі.
Майже готові вироби, із припуском під шліфування, укладають у металеві ящики й пересипають твердим карбюризатором. Використовується деревне вугілля з добавками вуглекислих солей ВаСО3, Na2CO3 у кількості 10...40 % Закриті ящики укладають у піч і витримують при температурі 930…950oС.
За рахунок кисню повітря відбувається неповне згоряння вугілля з утворенням окису вуглецю (С), що розкладається з утворенням атомарного вуглецю по реакції:

атоми, що утворяться, вуглецю адсорбуються поверхнею виробів і дифундують углиб металу.
Недоліками даного способу є:
· значні витрати часу (для цементації на глибину 0,1 мм затрачається 1 година);
· низька продуктивність процесу;
· громіздке встаткування;
· складність автоматизації процесу.
Спосіб застосовується в дрібносерійному виробництві.
Газова цементація.
Процес здійснюється в печах з герметичною камерою, наповненої газовим карбюризатором.
Атмосфера вуглецевозмістовних газів включає азот, водень, водяні пари, які утворять газ-носій, а також окис вуглецю, метан і інші вуглеводні, які є активними газами.
Глибина цементації визначається температурою нагрівання й часом витримки.
Переваги способу:
· можливість одержання заданої концентрації вуглецю в шарі (можна регулювати зміст вуглецю, змінюючи співвідношення тридцятимільйонну атмосферу газів);
· скорочення тривалості процесу за рахунок спрощення наступної термічної обробки;
· можливість повної механізації й автоматизації процесу.
Спосіб застосовується в серійному й масовому виробництві.
Структура цементованого шару
 Структура цементованого шару представлена на мал
Структура цементованого шару представлена на мал
На поверхні виробу утвориться шар заевтектоїдної стали, що складається з перліту й цементиту. У міру видалення від поверхні, зміст вуглецю знижується й наступна зона складається тільки з перліту. Потім з'являються зерна фериту, їхня кількість, у міру видалення від поверхні збільшується. І, нарешті, структура стає відповідною вихідній сполуці. Термічна обробка після цементації
У результаті цементації досягається тільки вигідний розподіл вуглецю по перетині. Остаточно формує властивості цементованої деталі наступна термообробка. Всі вироби піддають загартуванню з низькою відпусткою. Після загартування цементований виріб здобуває високу твердість і зносостійкість, підвищується межа контактної витривалості й границя витривалості при вигині, при збереженні грузлої серцевини.
Комплекс термічної обробки залежить від матеріалу й призначення виробу.
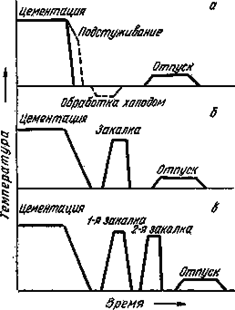
Графіки різних комплексів термічної обробки представлені на мал.
Режими термічної обробки цементованих виробів
Якщо сталь спадково дрібнозерниста або виробу невідповідального призначення, то проводять однократне загартування з температури 820…850oЗ (мал. б). При цьому забезпечується одержання високовуглецевого мартенситу в цементованому шарі, а також часткова перекристалізація й здрібнювання зерна серцевини.
При газовій цементації виробу по закінченні процесу підстужують до цих температур, а потім проводять загартування (не потрібен повторне нагрівання під загартування) (мал. а).
Для задоволення особливо високих вимог, пропонованих до механічних властивостей цементованих деталей, застосовують подвійне загартування (мал. в).
Перше загартування (або нормалізація) проводиться з температури 880…900oС для виправлення структури серцевини.
Друге загартування проводиться з температури 760…780oС для одержання дрібноголчастого мартенситу в поверхневому шарі.
Завершальною операцією термічної обробки завжди є низька відпустка, проведений при температурі 150…180oС. У результаті відпустки в поверхневому шарі одержують структуру мартенситу відпустки, частково знімаються напруги.
Цементації піддають зубчасті колеса, поршневі кільця, черв'яки, осі, ролики.
Азотування
Азотування – термічна, хіміко-термічна обробка, при якій поверхневі шари насичуються азотом.
Уперше азотування здійснив , промислове застосування - у двадцяті роки.
При азотуванні збільшуються не тільки твердість і зносостійкість, але також підвищується корозійна стійкість.
При азотуванні виробу завантажують у герметичні печі, куди надходить аміак NH3 c певною швидкістю. При нагріванні аміак дисоціюється по реакції: 2NH3>2N+3H2. Атомарний азот поглинається поверхнею й дифундує вглиб виробу.
Фази, що виходять в азотованому шарі вуглецевих сталей, не забезпечують високої твердість, і шар, що утвориться, тендітний.
Для азотування використовують сталі, що містять алюміній, молібден, хром, титан. Нітриди цих елементів дисперсні й мають високу твердість і термічну стійкість.
Типові сталі, що азотуються: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю.
Глибина й поверхнева твердість азотованого шару залежать від ряду факторів, з яких основні: температура азотування, тривалість азотування й сполука сталі, що азотуюється.
Залежно від умов роботи деталей розрізняють азотування:
· для підвищення поверхневої твердості й зносостійкості;
· для поліпшення корозійної стійкості (антикорозійне азотування).
У першому випадку процес проводять при температурі 500…560oІЗ протягом 24...90 годин, тому що швидкість азотування становить 0,01 мм/ч. Зміст азоту в поверхневому шарі становить 10...12 %, товщина шару (h) – 0,3...0,6мм. На поверхні одержують твердість близько 1000 HV. Охолодження проводять разом з піччю в потоці аміаку.
Значне скорочення часу азотування досягається при іонному азотуванні, коли між катодом (деталлю) і анодом (контейнерною установкою) збуджується тліючий розряд. Відбувається іонізація азотовмісного газу, і іони бомбардуючи поверхню катода, нагрівають його до температури насичення. Катодне розпилення здійснюється протягом 5...60 мін при напрузі 1100…1400В і тиску 0,1...0,2мм рт. ст., робоча напруга 400…1100В, тривалість процесу до 24 годин.
Антикорозійне азотування проводять і для легованих, і для вуглецевих сталей. Температура проведення азотування – 650…700oС, тривалість процесу – 10 годин. На поверхні утвориться шар ![]() — фази товщиною 0,01...0,03мм, що має високу стійкість проти корозії. (
— фази товщиною 0,01...0,03мм, що має високу стійкість проти корозії. (![]() - фаза – твердий розчин на основі нітриду заліза Fe3N, що має гексагональну решітку).
- фаза – твердий розчин на основі нітриду заліза Fe3N, що має гексагональну решітку).
Азотування проводять на готових виробах, що пройшли остаточну механічну й термічну обробку (загартування з високою відпусткою).
Після азотування в серцевині виробу зберігається структура сорбіту, що забезпечує підвищену міцність і в'язкість.
Ціанування й нітроцементація
Ціанування – термічна, хіміко-термічна обробка, при якій поверхня насичується одночасно вуглецем і азотом.
Здійснюється у ваннах з розплавленими ціаністими солями, наприклад NaCN з добавками солей NаCl, BaCl і ін. При окислюванні ціаністого натрію утвориться атомарний азот і окис вуглецю:


|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
