
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3.5 Технология прокладки трубопроводов кабельной канализации из бетонных блоков
3.5.1 При прокладке кабельной канализации из бетонных блоков вначале на спланированном дне траншеи по шаблону должны быть размечены места их стыковки. В отмеченных местах на ширину блока устраивают углубления (выемки) для железобетонных подкладок соответствующих размеров. Глубина выемок определяется так, чтобы после укладки каждый блок своей нижней плоскостью лежал на спланированном дне траншеи с одновременным обеспечением заданного уклона. В плотных грунтах допускается вместо подкладок заполнять углубления раствором сырого бетона (рисунок 3.7).
После установки подкладок их выемки заполняют цементно-песчаной массой, укладывая ее холмиком так, чтобы гребень возвышался над серединой впадины, а у краев не доходил до ее верхних обрезов. При использовании выемок в грунте они должны аналогично заполняться цементно-песчаной массой.
Каждый последующий блок должен вставляться замковым выступом во впадину (уступ) стыкуемого блока до плотного упора. Для удобства стыковки и укладки следует пользоваться двумя стальными держателями (крюками). При этом один работник должен заводить концы держателей под блок вблизи стыка, несколько приподнимая его, а другой - направлять стыковку руками. Под тяжестью уложенного блока цементно-песчаная масса в выемке подкладки или в углублении грунта разравнивается, заполняя их и зазор стыкуемых блоков.
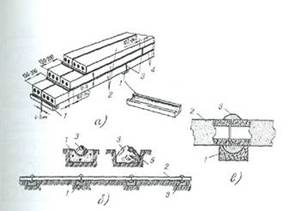
а) порядок укладки блоков;
б) размещение блоков на бетонных подкладках или выемках в грунте, заполненных цементно-песчаной массой;
в) стыковка блоков с заполнением зазоров цементно-песчаной массой
1 - железобетонная подкладка;
2 - бетонные блоки;
3 - цементно-песчаная масса;
4 - песок;
5 - выемка в грунте
Рисунок 3.7 - Прокладка бетонных (цементно-песчаных) блоков
3.5.2. Качество стыка проверяется визуально и контрольной штангой (рисунок 3.8), которая при вводе в канал должна свободно проходит место стыка, без задержек и повышенного трения. Зазор между концами состыкованных блоков должен быть минимальным и одинаковым по всему периметру их обрезов. Общее направление укладываемых и стыкуемых блоков должно контролироваться натянутым по дну траншей шнуром.
При прокладке одного блока после проверки штангой место стыка по всему периметру смоченных водой поверхностей обмазывают цементно-песчаной массой марки 50 (100) шириной от 60 до 75 мм и толщиной от 7 до 10 мм.
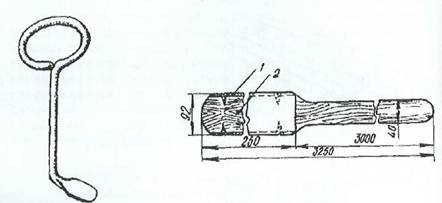
1 - кровельная сталь;
2 - деревянное основание штанги
Рисунок 3.8 - Крюк-держатель и контрольная штанга

Рисунок 3.9 - Некоторые варианты компоновки пакетов из одноотверстных, двухотверстных и трехотверстных бетонных блоков
3.5.3 Компоновку многоотверстных блоков при их прокладке рекомендуется производить в соответствии с рисунке 3.9. При этом нижний ряд блоков необходимо укладывать на бетонные подкладки соответствующих размеров. Между соседними блоками в ряду следует обеспечивать зазоры от 4 до 5 мм, которые на расстоянии от 50 до 70 мм в обе стороны от оси стыка должны заполняться бетонным раствором, а в остальной части - песком. Верх и боковые стороны стыка необходимо промазать цементным раствором.
Каждый последующий ряд блоков должен укладываться на предыдущий по слою песчаной подготовки толщиной от 10 до 15 мм со сдвигом стыков на расстояние от 150 до 200 мм по отношению к каждому предыдущему ряду. В местах стыка слой песчаной подготовки должен прерываться на ширине от 75 до 100 мм. На нижние блоки наносят слой цементно-песчаной массы толщиной от 10 до 15 мм с возвышающимся валиком по оси стыка.
Дальнейшую укладку блоков производят аналогично. В процессе прокладки крайние каналы трубопровода из блоков следует проверять контрольной штангой и при необходимости обеспечивать подправку.
После окончания заделки стыков их осторожно присыпают песком или мягкой землей и затем засыпают вынутым грунтом.
3.6 Технология прокладки трубопроводов кабельной канализации из полиэтиленовых труб
3.6.1 При хранении, транспортировке и прокладке полиэтиленовых труб следует учитывать их горючесть, воздействие нагрева и возможность деформации при температуре выше +20°С с образованием трещин при температуре ниже минус
Развозку труб по трассе следует производить непосредственно перед укладкой, размещая их вдоль траншеи по бровке, свободной от грунта. Концы труб сваривают на длине каждого пролета канализации.
Сварка труб должна выполняться на специальных станках, состоящих из станины, зажимных хомутов и рычага, с применением нагревательного диска и фрезы (рисунок 3.10).
''Процесс сварки заключается в подготовке концов труб по диаметру снятии с них фаски, оплавлении и сжатии с определенным Усилием до остывания.
Для этого сначала концы свариваемых труб жестко фиксируются в зажимных хомутах, один из которых может перемещаться, сближая и отдаляя трубы посредством рычага. По всей длине торцы труб должны быть плотно подогнаны один к другому, без видимых просветов, отторцованы. Затем по всей внутренней окружности торцов обеих труб снимают фаску на 1/3 толщины стенок.

а) станок для закрепления концов труб;
б) нагревательный диск;
в) фреза с комбинированными резцами для торцовки и снятия фаски;
1 - рычаг станка;
2 - зажимные хомуты;
3 - полиэтиленовые трубы;
4 - выступ для нагревания диска;
5 - дюралевая трубка;
6 - электроконтактный термометр или термодатчик;
7 - деревянная (пластмассовая) рукоятка;
8 - комбинированные резцы
Рисунок 3.10 - Сварка полиэтиленовых труб.
Торцовку и снятие фаски выполняют одновременно специальной ручной фрезой с комбинированными резцами. При этом фрезу надвигают на конец одной из труб. Конец второй трубы вводят во фрезу с другой стороны поворотом рычага станка. Посредством съемной ручки рычага фрезу несколько раз поворачивают вперед и назад на угол не менее 120° по окружности. После этого обратным поворотом рычага станка трубы разводят, фрезу снимают и проверяют качество обработки концов труб. При необходимости операцию повторяют.
3.6.2 Оплавление концов труб должно производиться при помощи латунного или медного диска, нагреваемого электрическим током или пламенем паяльной лампы (газовой горелки).Температуру нагрева контролируют регулируемым биметаллическим термодатчиком или термоконтактным термометром, помещаемым в рукоятке диска.
Сварку труб ПНП производят при температуре от 180°С до 200°С, а ПВП - от 200°С до 220°С. Нагретый до заданной температуры диск помещают между концами труб в станке. Действуя рычагом, концы труб прижимают к нагревателю, вследствие чего торцы их оплавляются. По истечении от 10 до 15 с трубы несколько раздвигают и извлекают нагреватель, а оплавленные концы с некоторым усилием вновь сжимают. После естественного остывания в течение от 0,5 до 1,0 мин трубы извлекают из зажимных хомутов, контролируют качество сварного соединения и станок переносят к месту последующей сварки.
3.6.3 Аналогично свариваются трубы на протяжении всего пролета трубопровода. Качество сварки проверяется визуально. Линия сварки должна быть заполнена оплавленным полиэтиленом с выступанием внешних валиков на одинаковую высоту (от 1 до 2 мм) и ширину по всему шву сварки.
3.6.4 Кроме соединения полиэтиленовых труб диаметром 100 мм сваркой, может применяться способ их соединения при помощи термоусаживаемых материалов. Соединение полиэтиленовых гладких труб диаметром от 32 до 50 мм может производиться пластмассовыми муфтами с резиновыми вкладышами рисунки (3.11а и 3.11б), а гофрированных труб ТГП - муфтами с резиновыми кольцами (рисунок 3.11в).
3.6.5 Соединенные трубы по всей длине пролета канализации при помощи лямок опускаются на спланированное дно траншеи с соблюдением прямолинейности и установленного уклона. Каждую последующую секцию сваренных труб укладывают параллельно предыдущей с прослойкой между ними, равной 20 мм Уложенные трубы засыпают мягким грунтом или песком с тщательной трамбовкой.
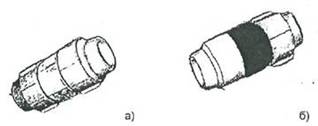
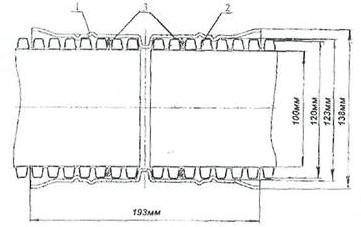
а) муфта Spur; б) муфта Plasson; в) узел соединения гофрированных труб муфтой, уплотненной резиновыми кольцами
Рисунок 3.11 - Пластмассовые муфты для соединения полиэтиленовых труб.
3.6.6 При укладке блоков из нескольких рядов труб каждый последующий ряд укладывается на предыдущий с прослойкой мягкого грунта или песка толщиной 50 мм. При этом, в отличие от асбестоцементных, оси полиэтиленовых труб смещаются в каждом последующем ряду поочередно вправо и влево на половину расстояния между трубами (рисунок 3.12). Верхний ряд труб присыпают также слоем мягкой земли или песка толщиной не менее 100 мм, а затем вырытым грунтом.
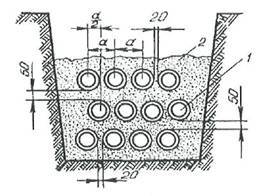
1 - полиэтиленовые трубы;
2 - мягкий грунт или песок
Рисунок 3.12 - Укладка полиэтиленовых труб в траншее.
3.7 Прокладка поливинилхлоридных труб
3.7.1 Прокладка поливинилхлоридных труб должна осуществляться в основном по той же технологии, что и прокладка полиэтиленовых труб. Стыковку труб производят также на бровке траншеи, используя раструбные и муфтовые соединения с применением клея (рисунок 3.13).
3.7.2 Раструб отформовывается специальной оправкой на предварительно разогретом до температуры от 100С до 130°С одном из концов стыкуемых труб или плотно надвигаемой на стык поливинилхлоридной муфты. В раструбе или муфте концы труб закрепляются клеем или лаком.
Для этого используют клеи: марки РС-20, состоящий из 80% метиленхлорида и 20% перхлорвиниловой смолы, или марки Д-15, состоящий из 85% дихлорэтана технического и 15% перлорвиниловой смолы в весовых частях. Могут также использоваться лаки марки №1 ПХВ-1 и №2 ПХВ-2.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 |
