


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Цели урока:
Образовательная: дать понятие о технологическом процессе изготовления стула, нормы времени и ТУ; допуски и посадки; критерии оценок Выполнение учащимися работ, максимально приближенных к промышленным условиям, с соблюдением технических требований и условий, и с получением в результате готовой продукции. Первоначальный контроль профессиональной готовности каждого учащегося.
Развивающая: развитие у учащихся умений самостоятельного ведения работ по изготовлению готовых изделий, с учетом учебно-технологических требований, сложностей и норм времени. Развить эстетический вкус
Воспитательная: воспитание у учащихся аккуратности и ответственности при изготовлении готового изделия, а также развитие дисциплинированности и умения вести самоконтроль. Научить оценивать каждую стадию технологического процесса с точки зрения экономии трудовых и материальных затрат, формировать умение работать самостоятельно и в коллективе. Научить организовывать свое рабочее место.
Учебно-производственные работы: Подготовка деталей к сборке: зачистка, шлифовка, подгонка деталей. Сборка стула «на сухую». Организация рабочего места. Контроль выполнения работ, сборка стула на клею. Отделка изделия.
Учебно-материальное оснащение: Инструменты и материалы: угольник, карандаш, долото, киянка, ножовка мелкозубчатая, плашка, клейная лопатка, клей, шлифшкурка, морилка, лак. Технологическая карта. Приложение: «Технологический процесс изготовления столярно-мебельных изделий»
Ход урока:
А. Организационный момент (5 минут): 1. Построение и проверка списочного состава. 2. Осмотр наличия и состояния спецодежды.
Б. Вводный инструктаж (25 минут):
Сообщить тему программы.
Сообщить тему и цели урока.
Сообщить норму времени, ТУ.
Сообщить нормы, допуски и посадки.
Сообщить критерии оценок, порядок оценивания.
Инструктирование учащихся по материалу урока:
- рассказать и объяснить содержание технологической карты;
- рассказать о критериях оценок, выставляемых за готовое изделие;
- рассказать и показать процесс сборки стула «на сухую»;
- рассказать об организации труда и оценивании;
- рассказать о правилах безопасной работы;
- рассказать о норме времени и ТУ.
Закрепление материала вводного инструктажа: опрос по карточкам.
В. Текущий инструктаж (4-4,5 часа).
Работы проводятся учащимися самостоятельно, с помощью преподавателя в случае необходимости. У каждого учащегося должен быть персональный чертеж, технологическая карта, критерии оценок, контрольная карта качества сборки стула.
Целевые обходы:
1. Первый обход: проверить и оценить организацию рабочего места.
2. Второй обход: проверить и оценить подготовку, содержание, применение инструмента.
3. Третий обход: проверить и оценить организацию труда.
4. Четвертый обход: проверить и оценить знания тех. процесса.
5. Пятый обход: проверить и оценить уровень умений, приемов при выполнении операций.
6. Шестой обход: проверить соблюдение правил ТБ.
7. Седьмой обход: проверить следование техническим условиям и требованиям.
8. Восьмой обход: проверить соблюдение гигиены труда.
Г. Заключительный инструктаж:
1. Подведение итогов занятия.
2. Анализ работ и выставление оценок.
3. Уборка рабочих мест.
Норма времени на изготовление стула – 12 часов.
Основные технические требования и условия:
Сборка производится на верстаке. В состав работ не входит приготовление клея. Перед сборкой на клею необходимо осуществить подгонку деталей, с исправлением и устранением всех дефектов.
Допуски:
1. отклонения от параллельности ножек основания стула от 0,5 мм до 1 мм.
2. плотность соединения царг и проножек с ножками стула должна быть с зазором не более 0,5 мм.
3. устойчивость стула по горизонтальной плоскости – полная, с перекосом не более 0,5 мм (зазор между плоскостью и двумя ножками).
4. правильность сборки основания стула (перекос по диагонали в плоскости) от 0,5 мм до 1 мм.
5. отклонения свободных размеров от номинальных: толщина, ширина ножек, царг и проножек не более 1,5 р. по 13-15 квалитету.
Оценка работ учащихся по выполнению комплексных работ производится в соответствии с табл.1
Таблица 1 Примерная оценка работ учащихся по выполнению комплексных работ
Объект проверки | Баллы | |||
5 | 4 | 3 | 2 (брак) | |
Отклонения свободных размеров от номинальных (округляется до десятых долей миллиметра): | ||||
Толщина, ширина ножек, царг, проножек и крышки | 15…13-й квалитет | Не более 1,5 раза 15…13-го квалитета | 16…14-й квалитет | Более 6…14-го квалитета |
Габаритные размеры стула, свеса сиденья (округляется до десятых долей миллиметра) | 16…14-й квалитет | Не более 1,5 раза 16…14-го квалитета | 16…14-й квалитет | Более 18…16-го квалитета |
Отклонение от параллельности свеса сиденья, мм | 0,5 | Не более 1 | 2 | Более 2 |
Отклонение от параллельности ножек основания стула, мм | 0,5 | Не более 1 | 2 | Более 2 |
Правильность сборки основания стула (перекос по диагонали в плоскости, мм) | 0,5 | 1 | 2 | Более 2 |
Отклонение угла крышки (щита) от прямоугольности, мм | 0,5 | Не более 1 | 2 | Более 2 |
Плотность соединения царг и проножек с ножками | Соединения плотные | В одном-двух соединениях зазор не более 0,5 мм | В двух-трех соединениях зазор не более 0,5 мм | Зазоры более 1 мм |
Отклонения от номинального размера платиков | Существенных откл онений нет | Не более ± 0,5 мм | Не более ± 1 мм | Более ± 1 мм |
Закругление и смягчение углов и ребер | По чертежу, шероховатость не ниже 32…60 мкм | Отклонения от чертежа не более 0,5 мм, шерохо ватость не ниже 7-го класса | Отступление от чертежа не более ± 1 мм, шерох оватость не ниже 6-го класса | Более 1 мм |
Устойчивость стула по горизонтальной плоскости | Полная устой-сть | Перекос не более 0,5 мм | Перекос не более 1 мм | Более 1 мм |
Шероховатость поверхности Rmmax, мкм | Не выше 32 | Не выше 60 | Не выше 100 | Более 100 |
ПРИЛОЖЕНИЕ 2 Технологическая карта на изготовление стула
№ п/п | Операция | Эскиз | |
1 | Нижняя рейка разметка, ножки, царги, проножки, дуги, спинка, сиденье. Сборка, отделка |
| |
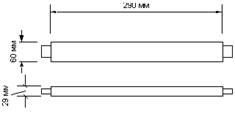
2 | Задняя проножка |
| |
3 | Передняя проножка |
| |
4 |
| ||
5 | Боковая проножка |
| |
6 | Передняя и задняя царги |
| |
7 | Боковая царга |
| |
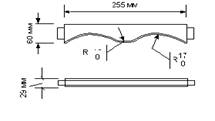
8 | Нижняя дуга |
| |
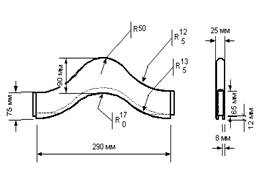
9 | Верхняя дуга |
| |
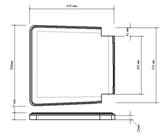
10 | Сиденье |
| |
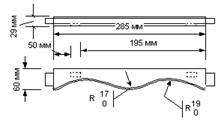
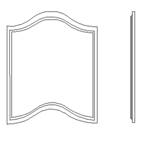
11 | Спинка |
| |
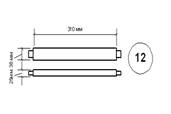
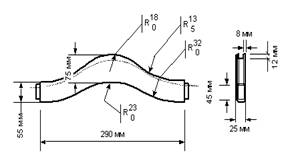
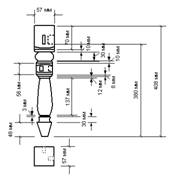
12 | Задние ножки |
|
|
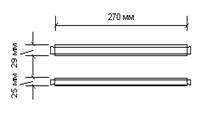
13 | Передняя ножка |
| |
14 | Вид снизу |
| |
15 | Вид сверху |
| |
16 | Вид сбоку |
| |
14 | Готовое изделие |
|



ПРИЛОЖЕНИЕ 3 Инструкционная карта «Точение цилиндра»
№ п/п | Операция и последовательность ее выполнения | Трудовая деятельность учащихся (упражнения) | Технические требования и самоконтроль за выполнением упражнений |
1 | Закрепление заготовки (болванки) | 1. Приставить заготовку левой рукой торцом к трезубцу шпинделя передней бабки. Средний зуб трезубца совместить с центром торца. 2. Вогнать болванку на трезубец ударом молотка по противоположному торцу. 3. Придвинуть правой рукой бабку до упора конуса в центр торца заготовки. 4 Взять ключ в правую руку и закрепить заднюю бабку. 5. Повернуть маховик правой рукой по часовой стрелке. 6. Повернуть правой рукой маховик на пол-оборота обратно. 7. Смазать углубление в торце. 8. Закрепить пиноль | 1. Конус плотно входит в углубление. |
2 | Черновая обработка заготовки. | 1. Придвинуть подручник к заготовке и повернуть ее рукой. 2. Закрепить подручник. 3. Включить станок. 4. Взять правой рукой ручку рейера, левой нож (резец) сверху прижать к подручнику. 5. Передвинуть плавно рейер к заготовке и внедрить резец в древесину. 6. Сделать ориентиры-приточки и измерить их диаметры. 7. Снять излишки до размеров проточки. 8. Остановить станок | 1. Подручник располагается параллельно заготовке на расстоянии около 1 мм на линии центров. Заготовка не должна задевать подручник. 2. Фаска рейера обращена вниз. 3. Рейер направлен перпендикулярно оси заготовки, лезвие выше оси вращения. Толщина снимаемого слоя 1 – 2 мм. 4. Припуск на чистовую обработку 3 – 4 мм. 5. в процессе обтачивания контролировать правильность обработки по образующей детали штангенциркулем. 6. Осмотреть деталь. |
3 | Чистовая обработка заготовки | 1. Включить станок. 2. Ручку косяка держать правой рукой наклонно вниз и под углом к оси детали. 3. Срезать тонкую стружку серединной или нижней частью лезвия косяка. 4. Сделать ориентиры – проточки под размер. 5. Обточить цилиндр между проточками. 6. Остановить станок. | 1. Угол примерно 60°. Острый угол косяка кверху. 3. Косяк прижать к подручнику левой рукой. 2. Проверить размер штангенциркулем. 3. Приложить ребро линейки к поверхности цилиндра и проверить прямолинейность на просвет. |
4 | Подрезание торцов | 1. Включить станок. 2. Положить ребро косяка на подручник. 3. Сделать надрез у левого конца цилиндра перпендикулярно к оси. 4. Вынуть косяк. 5. Установить косяк под углом 45° к оси цилиндра на расстоянии 5-7мм со стороны обрезаемого конца. 6. Сделать наклонный надрез. 7. Остановить станок. 8. Определить и отметить место второй подрезки. 9. Включить станок. 10 Сделать подрезку правого торца. 11. Остановить станок. | 1.Острый угол косяка книзу. 2. Оставить стержень для удержания детали в центрах 10-12 мм. |
5 | Снятие детали | 1. Освободить пиноль и вывести конус с торца. 2. Снять деталь с трезубца. 3. Отрезать деталь от припуска. | 1. Левой рукой удерживать деталь. 2-3. Проверить размеры и качество детали. |
ПРИЛОЖЕНИЕ 4 Основные технологические операции и оборудование и инструменты

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
