
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Допуски радиального и торцевого биения, биения в заданном направлении
Допуск радиального биения вала относительно оси конуса равен 0,01 мм
Допуск радиального биения участка поверхности относительно оси отверстия А равен 0,2 мм
 |
\ЛШ\А | 0 |
.... | |
—*- |
Указание допуска; пояснения
Допуск радиального биения отверстия равен 0,01 мм. Первая база — поверхность А. Вторая база-—ось поверхности В. Допуск торцевого биения относительно тех же баз 0,016 мм
Допуск биения конуса относительно оси отверстия А в направлении, перпендикулярном к образующей конуса, равен 0,01 мм
®
Допуск торцевого биения на диаметре 20 мм относительно оси поверхности А равен 0,1 мм
Допуск радиального биения поверхности относительно общей оси поверхностей А и В равен 0,1 мм
Допуск полного радиального биения относительно общей оси поверхностей А и В равен 0,1 мм
Допуск полного торцевого биения поверхности относительно оси поверхности равен 0,1 мм
1
m
Указание допуска; пояснения
Допуск формы заданного профиля (заданной поверхности)
Допуск формы заданного профиля Г=0,04 мм
Допуск формы заданной поверхности относительно поверхностей А. Б. В 7 = 0,1 мм
 |
□ 7 | 1^7 | |
Суммарный допуск параллельности и плоскостности, перпендикулярности и плоскостности, наклона и плоскостности
Суммарный допуск параллельности и плоскостности поверхности относительно основания равен 0,1 мм
Суммарный допуск перпендикулярности и плоскостности поверхности относительно
равен |
основания 0,02 мм
Суммарный допуск наклона и плоскостности поверхности относительно основания равен 0,05 мм
 |
с
5
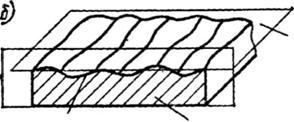
1.6. ШЕРОХОВАТОСТЬ и ВОЛНИСТОСТЬ ПОВЕРХНОСТИ
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами, выделенных с помощью базовой длины.
Параметры шероховатости, их числовые значения, термины, определения, обозначения регламентированы ГОСТ 2789—73 (СТ СЭВ 638—77) и ГОСТ 2.309—73 (СТ СЭВ 1632—79). В основу нормирования и количественной оценки шероховатости поверхности положена 1 система средней линии профиля m — система М. Согласно ГОСТ 2789—73 (СТ СЭВ 638—77) приняты следующие определения (рис. 1.5 и 1.6).
1 В рекомендации ИСО Р468 «Шероховатость поверхности» приняты две системы отсчета высот неровностей: система М — отсчет высот неровностей от средней линии и система Е — отсчет высот неровностей от огибающей линии неровностей поверхности. |
Базовая линия — линия, относительно которой определяются и оцениваются параметры шероховатости поверхности.
 |
Линия Зладин
 |
9
Поперечный профиль
Нормальное сечет
Базо5ая линия
—+~— | ||
*>
Рис. 1.5. Основные параметры шероховатости
Мзстыё famyny npopwit Местные Епадины профиля
Центральная линия про<риля
Базовая длина /, мм,— длина базовой линии, используе-м-ая для выделения неровностей, характеризующих шероховатость поверхности.
Отклонение профиля у — расстояние между точкой реального профиля и базовой линией.
Средняя линия профиля m — базовая линия, имеющая форму номинального профиля и делящая реальный профиль так, что в пределах базовой длины сумма квадратов отклонений профиля
от этой линии минимальна ( I y2dx = min
Vo
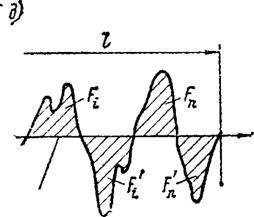
Центральная линия п р о ф и л я — базовая линия, имеющая форму номинального профиля, расположенная эквидистантно общему направлению реального профиля и делящая последний так, что в пределах базовой длины суммы площадей, заключенных между э^ой линией и реальным профилем, по обе ее стороны одинаковы:
п п
Уровень сечения профиля р — расстояние между линией выступов профиля и линией, пересекающей реальный профиль и эквидистантной линии выступов профиля.
Среднее арифметическое отклонение профиля Ray мкм, — среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины:
1 / 1 П
# =з — J \у (х)\ dx или приближенно Ra = —2 \У (xi)l гДе ^ —
а I о п / = 1
базовая длина, п — число выбранных точек профиля на базовой длине.
Высота неровностей профиля по десяти точкам Rz, мкм, — сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
5 -5 2 \Урпц\ + 2 \Уупц\
о = 1=1 !=1 #
Hz 5 f
где Урт1—высота /-го наибольшего выступа профиля; yvmi—глубина 1-й наибольшей впадины профиля.
Наибольшая высота неровностей профиля /?таж, мкм, — расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины: ктьх— УртйХ + Уг/тах-
Средний шаг неровностей Sm, мм, — среднее значение шагов неровностей профиля в пределах базовой длины:
1 п
где п — число шагов неровностей в пределах базовой длины; Smi — шаг неровностей профиля, равный длине отрезка средней линии профиля, ограничивающей неровность профиля.
Средний шаг местных выступов профиля S, мм, — среднее значение шагов местных выступов профиля, находя-
1 п
щихся в пределах базовой длины: S = — У\
п ы\
Опорная длина профиля lpt мм, —сумма длин отрезков, отсекаемых на заданном уровне р в материале профиля линией, эквидистантной средней линии, в пределах базовой длины:
/=1
Относительная опорная длина профиля tp, %— отношение опорной длины профиля к базовой длине:
h
^== — •100%.
Числовые значения уровня сечения р указываются в % от
Параметры для нормирования и обозначения шероховатости поверхности. Требования к шероховатости поверхности деталей устанавливаются исходя из функционального назначения поверхностей деталей конкретных изделий и их конструктивных особенностей.
Согласно ГОСТ 2789—73 (СТ СЭВ 638—77) нормирование и количественная оценка шероховатости поверхности производятся с помощью высотных параметров Ra> Rz и /?тах, шаговых параметров Sm и S и параметра tp — относительной опорной длины профиля. Параметр Ra является предпочтительным, так как при определении параметра Rz в зависимости от формы профиля в некоторых случаях возникают проблемы в связи с тем, что имеется меньше пяти выступов или впадин профиля на базовой длине. Кроме того, параметр Ra более точно определяет шероховатость, так как является интегральным.
Для лучшей оценки свойств шероховатости устанавливают допустимые значения не только Ra (Rz), но и Rm&x, S, Sm, tp, а также требования к направлению неровностей (табл. 1.48) и к виду (или последовательности видов) обработки, если он единственный для обеспечения заданного качества поверхности.
Износостойкость, контактная жесткость, прочность прессовых посадок и другие эксплуатационные свойства сопрягаемых поверхностей деталей связаны с фактической площадью их контакта. Для определения опорной площади, которая будет образована под рабочей нагрузкой, используют построенные кривые нарастания опорной длины профиля tp при увеличении уровня сечения профиля р (рис. 1.7). При выборе значений tp следует учитывать, что с его возрастанием требуются все более трудоемкие процессы обработки; например, при /р=25% можно применить чистовое течение, а при *р = 40% необходимо хонингование.
Установлены пределы числовых значений параметров шероховатости (табл. 1.43 и 1.44) и рекомендуются определенные соотношения значений параметров и базовой длины.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 |
